Изобретение относится к термической обработке в поточных агрегатах и может быть использовано при термообработке цилиндрических изделий, например баллонов, трубных патрубков, полых осей и др.
Известна поточная линия для термообработки коротких цилиндрических изделий, например баллонов, включающая, связанные транспортными средствами печь и закалочный бак til.
Недостатком этой линии является то, что она имеет ограниченные технологические возможности, в частности при термообработке баллонов. Указанная линия обеспечивает изготовления баллонов только из сталей требующих закалку водой.
При необходимости изготовления баллонов, термообработка которых включает нагрев с последующим медленны / охлаждением на воздухе (норМсшизация), а также когда термообработка требует закалку бгиллонов в масле, указанная линия не может быть использована.
Наиболее близкой к предлагаемой является поточная линия для термообработки коротких цилиндрический изделий, включающая связанные транспортныЛш средствами печь и установленные параллельно друг другу закалочную ванну и охлаждающие стеллажи.
Указанная линия обеспечивает поточную термообработку изделий (баллонов) с приведением таких технологических операций, как нормализация (нагрев изделия в печи до заданной температуры с последующим их охлажде10нием на стеллажах) и закалка (нагрев ,изделий в печи с последующей закал- кой в закалочной ванне) C2;j.
К недостаткам известной линии относятся ее ограниченные технологичес15кие возможности. Она не может быть использована при термообработке изделий (баллонов), требующих закалку со скоростями охлаждения в определенном интервале температур, аналогич20ными скоростям охлаждения в масле, и дальнейшем Зс1медленном охлаждении на воздухе.
Цель изобретения - расширение технологических возможностей линии.
25
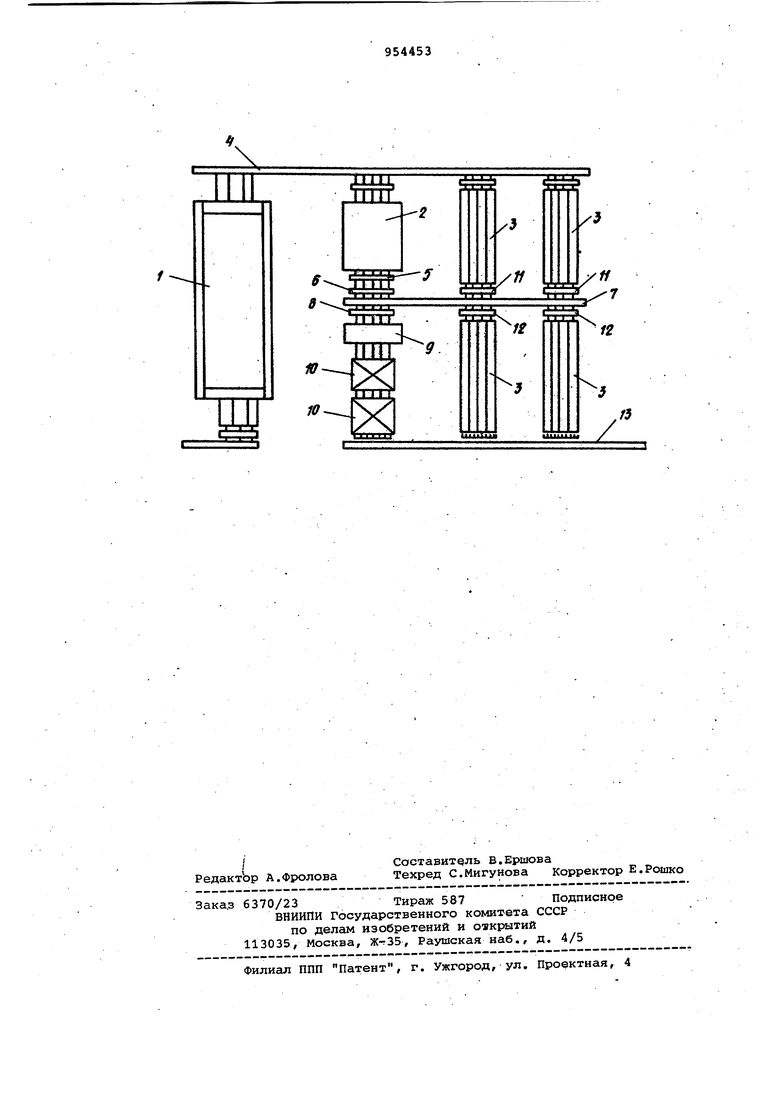
Указанная цель достигается тем, что поточная линия для термообработки изделий, содержащая печь, закалочную ванну, охлаждающие стеллажи и механизм транспортировки с пере30к лс1дцвателями, соединяющий их, снабжена дополнительными механизмами транспортировки и перекладывателямй а стеллажи выполнены секционными, при этом ванна со стороны выгрузки соединена {леханизмом транспортировки с секциями стеллажей посредством перекладывателей. На чертеже изображена поточная линия для термообработки изделий (баллонов). . Она состоит из нагревательной печи 1,закалочной ванны 2, секций охладительных стелл ;.жей 3, механизма 4 транспортировки, связывающих их, механизма 5 разгрузки ванны 2, перекладывателя 6 для подачи издеЛИЙ на дополнительный механизм 7 транспортировки, .механизма 8 для подачи к опрокидывателю 9 изделий, карманов 10, механизма 11 передачи изделий, перекладывателей 12 для перекладывания изделий с дополнительного механизма 7 транспортировки на секции стеллажей 3 и рольганга 13, При термообработке изделий, требующих реглс1мевтированные условия охлаждения, например, со скоростями охлаждения 5-10 град/с в интервале температур 900-400°С (близким к окоростям охлаждения баллонов в масле) с последующим- охлаждением на эоздухе (от 400 до 80°С) баллоны нагреваются в проходной печи 1, затем механизмом 4 транспортировки передаются к закалочной ванне 2, В закалочной ванне 2 изделия охлаждаются в среде вода - воздух с регламентированным уровнем воды в ванне до заданной температуры (например 400°С). После чего механизмом 5 разгрузки горячие изделия извлекаются из ванны 2 и с. помощью перекладывателей б подаются на дополнительный механизм 7 транспортировки, с помощью которого транс портируются к секциям стеллажей 3, где происходит дгшьнейшее замедленное охлаждение изделий на воздухе в процессе перемещения (с вращением по этим секциям - стеллажам. Изделия с механизма 7 транспортировки перекладывателямй 12 передаются, на секции стеллажей 3, на которых охлалодаются на воздухе вплоть до поступления на рольганг 13, по котором поступают на последую1дие. технологи-, Ческие операции. Заданная скорость охлаждения в .интервале высоких температур достигается регулированием уровня воды в ванне 2 и временем пре бывания баллонов в ней. При термообработке изделий, требующих полной закалки, баллоны нагреваются в проходной печи 1, затем механизмом 4 транспортировки передаются к закалочной ванне 2 с полным погружением в воду. После закалки в ванне 2 изделия механизмом 5 разгрузки извлекаются из нее и перекладывателем 6 и механизмом 8 подаются к опрокидывателю 9 изделий горловинами вниз для слива BOJH, после чего поступают в карман 10. При производстве изделий, требующих нормализации, они нагреваются в прохладной печи 1, затем механизмом 4 транспортировки передаются на секции стеллажей 3 для охлаждения на воздухе от температуры нормализации (например, от 900-850 0). При перемещении изделий по секциям- стеллажи 3 в месте стыковки . секций с дополнительным механизмом. 7 транспортировки изделия перекладываются механизмом 11 передачи и перемещаются далее со стеллажей 3 до рольганга 13, по которому поступают на последующие технологические операции. Таким образом, предлагаемая поточная линия позволяет осуществлять наряду с полной закалкой и нормализацией также и прерванную закалку, заменяющую собой закалку в масло. При этом не требуется установки дополнительного оборудования, а также исключается использование для закалки масла, что улучшает санитарно-гигиенические условия труда. Кроме того, предлагаемая поточная линия позволяет обрабатывать все виды изделий (баллонов) включая и те, для которых наличие масла в потоке строго запрещается (например, кислородные баллоны). .Формула изобретения поточная линия для термообработки изделий, содержащая печь, закалочную ванну и охлаждающие стеллажи и механизм транспортировки с перекладывателямй, соединяющий их, о т л.и чающаяся тем, что, с целью расширения технологических возможностей линии, она снабжена дополнительными механизма.ми транспортировки и перекладывателямй, а стеллажи выполнены секционными, при этом ванна со стороны выгрузки соединена механизмом транспортировки с секциями стеллажей посредством перекладывателей. . , Источники информации, принятые во внимание при экспертизе 1. Шмаленюк Р.П. и др. Поточная линия термической обработки баллонов. - Металлург, 1975, 4, с.34-35. 2. Проект Ждановского Филиала УкрГипрмеза. Чертеж Ж54333-2а. План расположения оборудования, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для термической обработки изделий | 1979 |
|
SU855024A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Поточная линия для производства колец | 1980 |
|
SU927393A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Проходная печь с роликовым подом | 1984 |
|
SU1216606A2 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Автоматизированная линия для термообработки колес | 1987 |
|
SU1447897A1 |
| Поточная линия для обработки высокопрочных труб | 1983 |
|
SU1196392A1 |
| Поточная линия для упрочняющей обработки труб | 1981 |
|
SU992601A1 |
| Поточная линия производства холоднодеформируемых труб | 1981 |
|
SU992602A1 |