(54) СТАНОК ДЛЯ ГИБКИ ТРУБ
1
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки труб.
Известен трубогибочный станок, содержащий поворотный гибочный шаблон и плиту с закрепленными на ней обкатным роликом и блоком калибрующих роликов 1 .
Недостатками известного устройства являются низкое качество гнутых изделий из-за овализации их поперечного сечения и трудоемкость перенастройки калибрующих роликов при изменении кривизны и диаметра изгибаемой трубы - заготовки.
Целью изобретения является улучшение качества изделий путем автоматической калибровки сечения трубы в процессе ее гибки.
Указанная цель достигается тем, что станок для гибки труб, содержа1ций закрепленный на валу шаблон, прижим и плиту с обкатным роликом и блоком калибрующих роликов, снабжен механизмом корректирующим форму сечения трубы, выполненным в виде установленной на плите опоры с наклонными пазами, установленной в пазах приводной каретки и подвижно смонтиройанной на каретке головки с двумя взаимно перпендикулярными цилиндрическими роликами и с датчиком их перемещения, а также приводом перемещения калибрующих роликов с системой-управления, связанной с упомянутым механизмом.
Кроме того, система управления выполнена в виде связанного с калибрующими роликами датчика их начального положения, генератора задающего сигнала, блока переключения, усилителя, при этом входы
10 блока переключения соединены с генератором и обоими датчиками, а выходы - с приводом каретки и через усилитель с приводом калибрующих роликов.
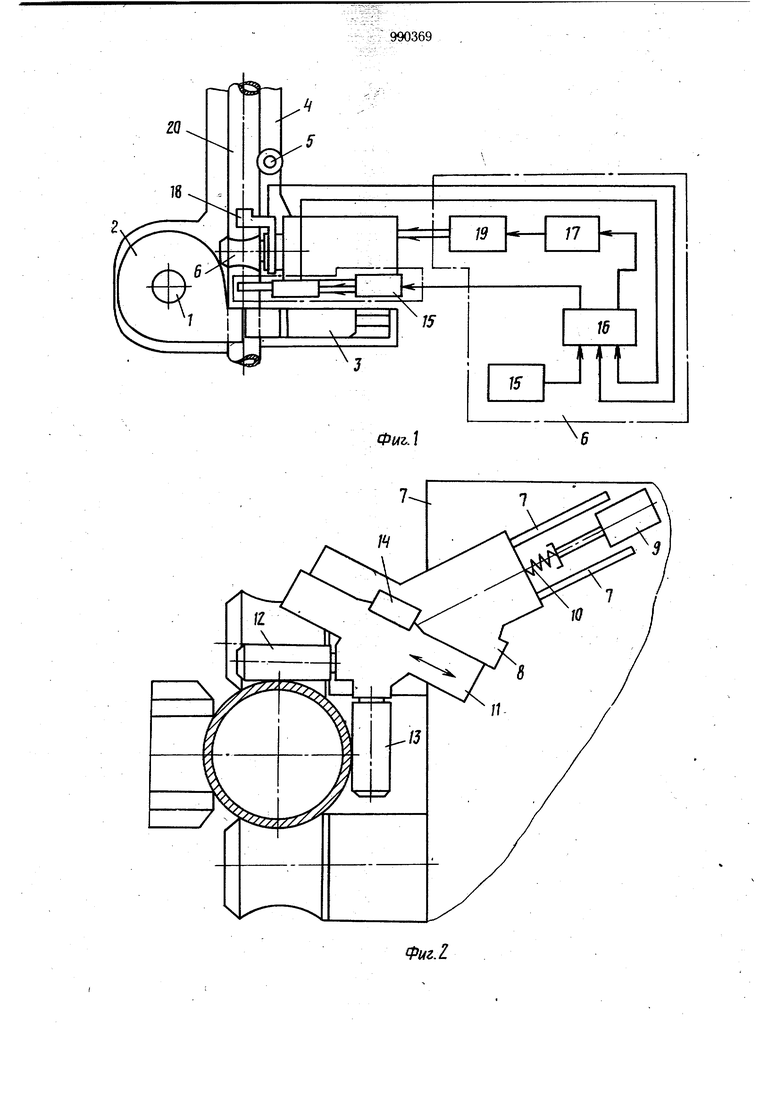
На фиг. 1 представлена схема станка;
15 на фиг. 2 - корректирующий механизм; на фиг. 3 - схема расположения роликов корректирующего механизма.
Станок содержит установленный неподвижно на валу 1 шаблон 2, прижим 3, плиту 4 с закрепленными на ней обкатным ликом 5, калибрующими роликами 6, и опорой 7 корректирующего механизма. На опоре 7 в наклонных пазах установлена каретка 8, связанная с приводом 9 посредством пружины 10. На направляющих каретки 8 установлена головка 11 с двумя жестко связанными между собой и размещенными взаимно перпендикулярно роликами 12 и 13, и датчик перемещений 14. Станок имеет также систему управления, содержащую генератор задающего сигнала 15, блок переключения 16, усилитель 17 и датчик начального положения 18. Входы блока переключения 16 соединены с генератором задающего сигнала 15 (источником питания), датчиком начального положения 18 и с датчиком перемещений 14. Выходы блока переключения 16 соединены с приводом 9 каретки 8 и через усилитель 17 с приводом 19 блока калибрующих роликов. Для того, чтобы при гибке труб с различными диаметрами сечений не смещалось нулевое положение датчика перемещений 14, которое соответствует круглому сечению трубы 20, продольная ось каретки 8 расположена под углом di. Угол может быть онределен (фиг. 3); где CjC -перемещение точки пересечения осей роликов 12 и 13 при изменении диаметра трубы 20; К -точка касаниятрубы гибочного щаблона 2; О|О2 - центры окружностей сечений труб 20; - ТОЧКИ касания роликов 12 и 13 с трубами 20 /ЛоОз-Л.О, f , г г о( arctgl-2- Warcig -- arctgCO,5) кВй - К, УV2Ar/ 26°37. Устройство работает следующим обраПеред гибкой корректирующий механизм находится в исходном, максимально удаленном положении от трубы-заготовки 20, установленной на щаблон 2 и зажатой прижимом 3, а калибрующие ролики 6 разведены. Гибка начинается с того, что с генератора задающего сигнала 5 поступает сигнал, который через блок переключения 6 и усилитель 7 поступает на привод 19. Привод 19 перемещает калибрующие ролики 6 в начальное положение, вводя их в соприкосновение с трубой-заготовкой 20. При этом под действием привода 9 подводятся к трубе-заготовке 20 до соприкосновения с ней ролики 12 и 13. При достижении блоком калибрующих роликов 6 и корректирующим механизмом начального положения срабатывает датчик начального положения 18, сигнал с которого поступает на вход блока переключения 16. Блок переключения 6 отключает от усилителя 7 генератор задающего сигнала 5, а привод 19 - от источника питания, подключая при этом ко входу усилителя 7 выход датчика перемещений 14, тем самым замыкая цепь обратной связи корректирующего механизма. Сигналом обратной связи служит полярность и величина сигнала датчика перемещений 14. Этот сигнал образуется в результате горизонтального или вертикального перемещения роликов 12 или 13 при овализации, т. е. отклонений поперечного сечения изгибаемой трубы 20 от круга. Затем включается привод гибочного щаблона 2 и начинается гибка трубы 20, при этом механиз.м калибровки осуществляет постоянный контроль за возникновением овальности подавая сигнал обратной связи с датчика перемещений 14 через усилитель 7 на привод 19, который перемещает калибрующие ролики 6 в зависимости от полярности сигнала обратной связи к центру трубы или от него, увеличивая или уменьщая при этом их давление на трубу 20 с целью устранения овальности ее сечения. Использование предлагаемого устройства повыщает качество гнутых изделий и производительность трубогибочного станка. Формула изобретения 1.Станок для гибки труб, содержащий закрепленный на валу шаблон, прижим и плиту с обкатным роликом и блоком калибрующих роликов, отличающийся тем, что, с целью улучщения качества изделий, он снабжен механизмом, корректирующим форму сечения трубы, выполненным в виде установленной на плите опоры с наклонными пазами, установленной в пазах приводной каретки и подвижно смонтированной на каретке головки с двумя взаимно перпендикулярными цилиндрическими роликами и с датчиком их перемещения, а также системы управления и связанного с ней привода перемещения калибрующих роликов. 2.Станок по п. 1, отличающийся тем, что система управления выполнена в виде связанного с калибрующими роликами датчика их начального положения, генератора задающего сигнала, блока переключения и усилителя, при этом входы блока переключений соединены с генератором и обоими датчиками, а выходы - с приводом каретки и через усилитель с приводом калибрующих роликов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 573224, кл. В 21 D 9/00, 14.04.76 (прототип).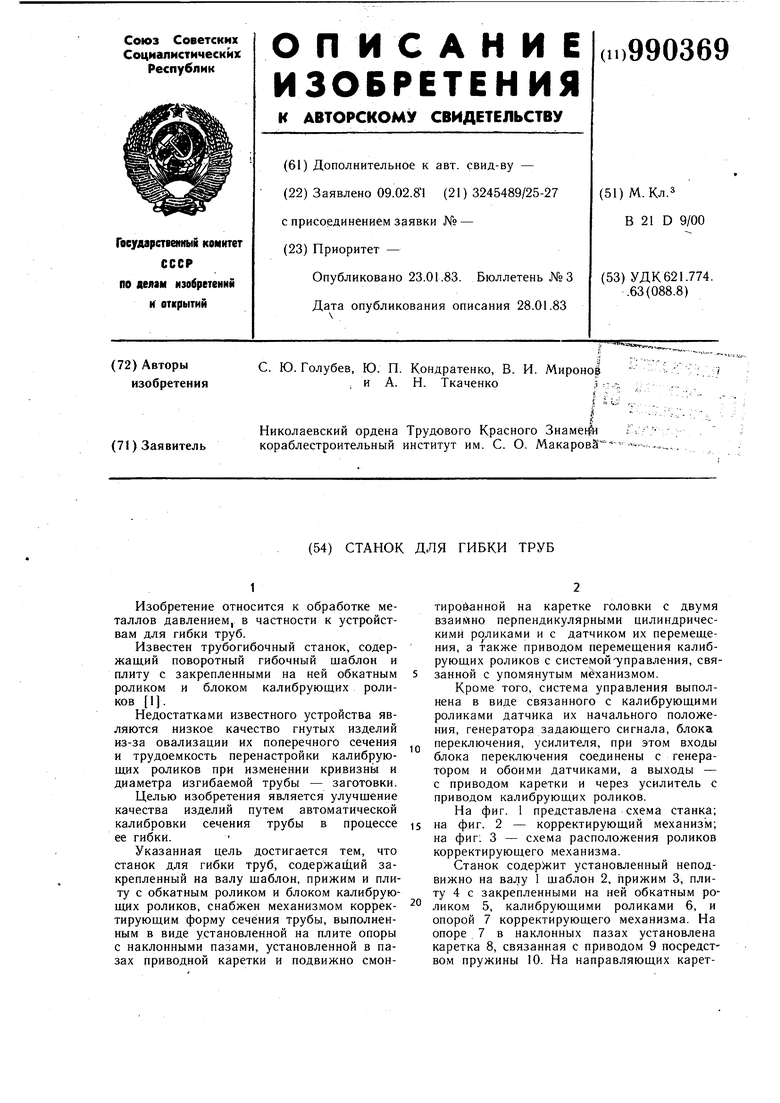

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочное устройство | 1976 |
|
SU573224A1 |
| Трубогибочное устройство | 1979 |
|
SU887049A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК_,-..-л.. -г^.ц4Я бСЬОч,-.->&-^^_ ., р|Иьй1ЙО'Т11'>&:^ - "-^"iш^ •Jstsu" ^"•'•- - _ i bvi &,• •' -' | 1973 |
|
SU368902A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Станок для гибки труб | 1977 |
|
SU667279A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| Станок для гибки труб | 1975 |
|
SU529873A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |