1
Изобретение относится к трубогибочному производству, в частности кКонструкциям устройств для двусторонней гибки труб, применяемых, например, в поверхностях нагрева различного энергетического оборудования.
Известны станки для двусторонней гибки труб, содержащие станину с расположенными на ней двумя гибочными механизмами с подвижно установленными шаблонами и зажимами, подъемным суппортом и подающим устройством.
Недостаток этих станков заключается в том, что загрузка трубы и съем готового изделия производятся при неработающем станке, вследствие чего значительно увеличиваются затраты вспомогательного времени и снижается производительность станка.
Цель изобретения - повышение нроизводительности станка.
Это достигается тем, что подающее устройство предлагаемого станка выполнено в виде установленного в направляющих подъемного суппорта ползуна, снабженного двумя приводными каретками, каждая из которых смонтирована в направляющих ползуна с возможностью вертикального перемещения. При этом в каждой каретке на колоннах установлена также с возможностью вертикального перемещения подпружиненная ползушка, снабженная двумя поворотными захватами, оси которых соединены с приводом каретки, выполненным в виде колено-рычажного механизма, оси захватов щарнирно соединены с указанным механизмом. Кроме того, каждый гибочный механизм содержит корпус с установленной в нем поворотной кареткой, соосно расположенной с шаблоном, а захваты гибочного механизма щарнирно укреплены на боковой стороне щаблона и подпружинены.
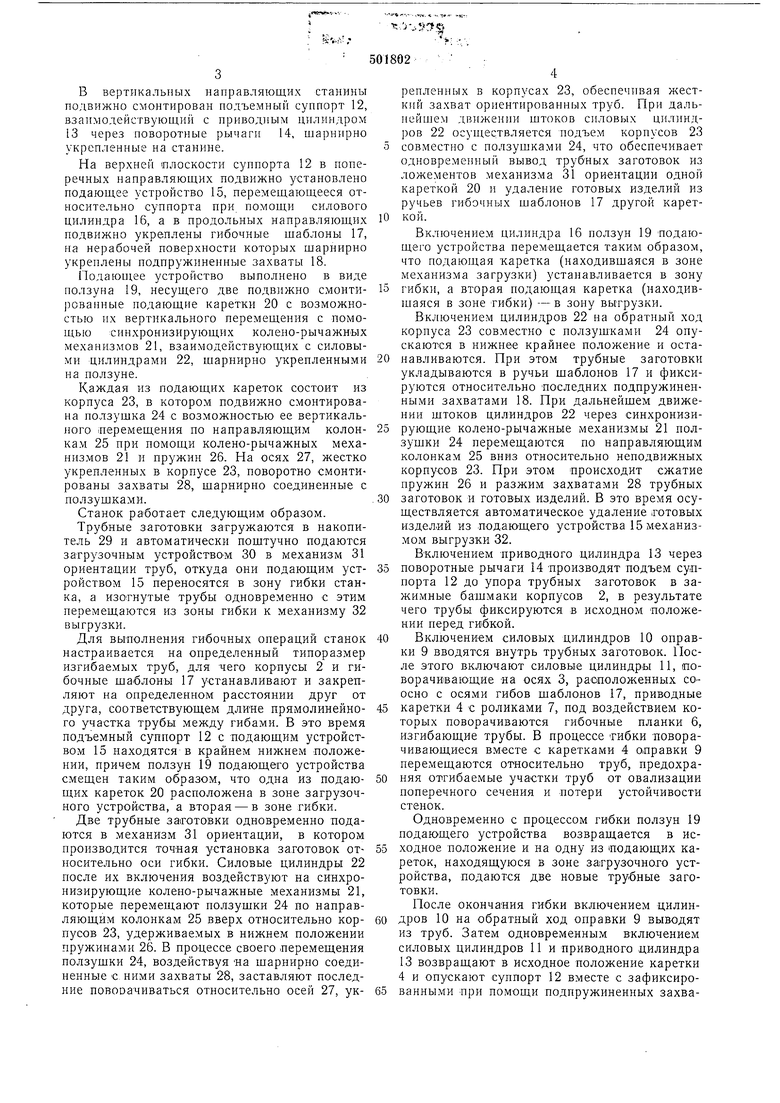
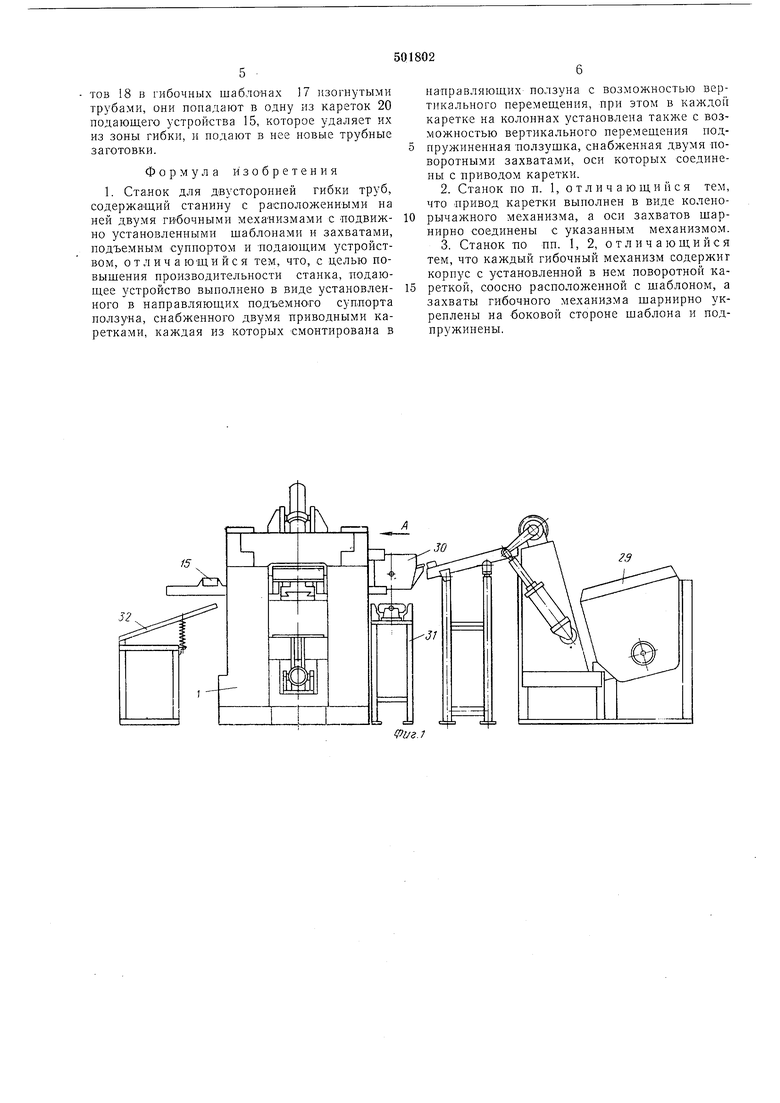
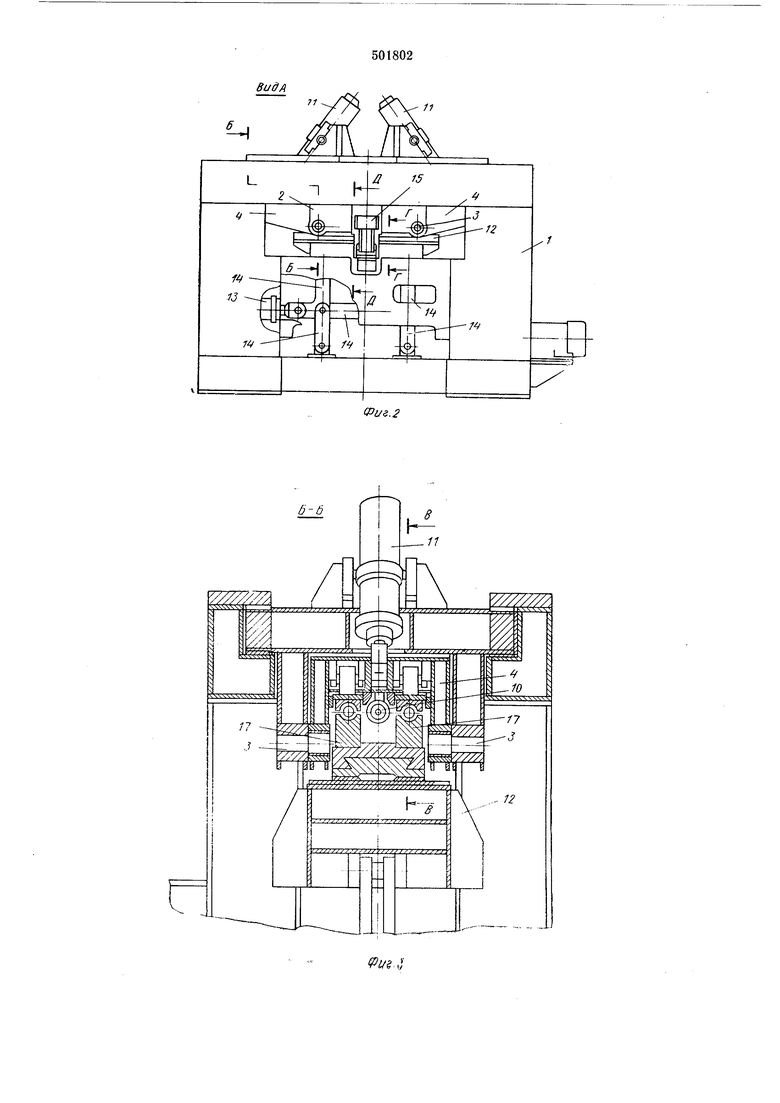
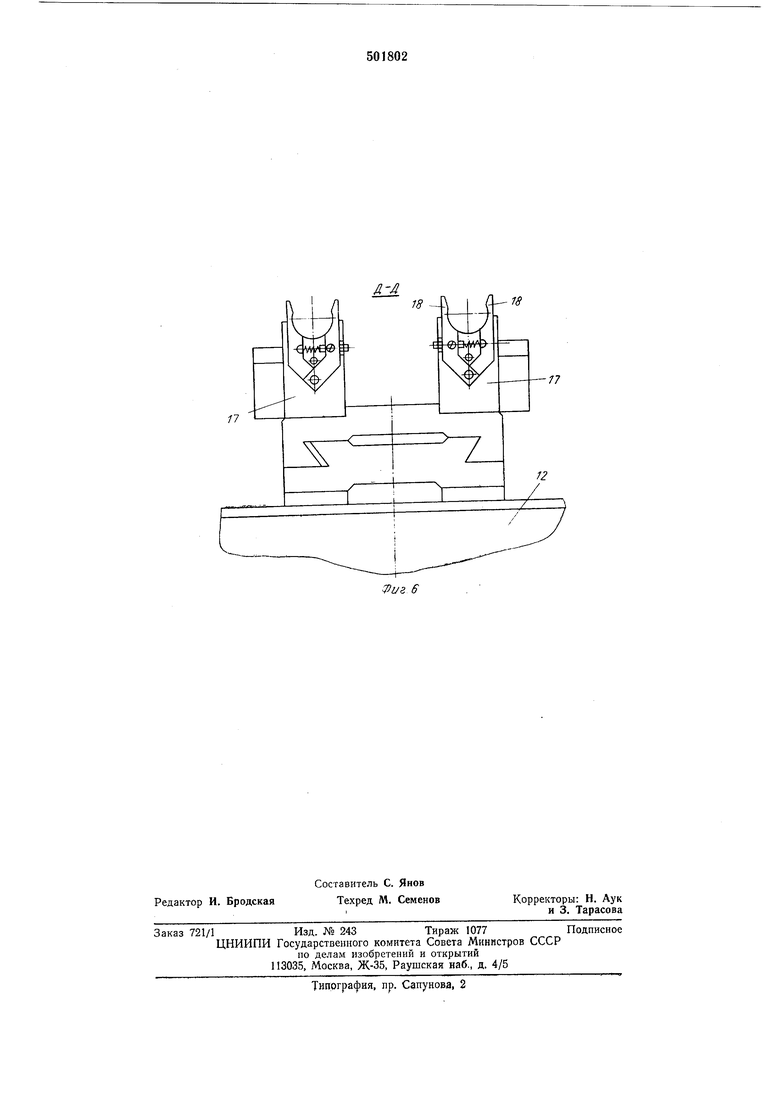
На фиг. 1 показан предлагаемый станок, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3-разрез по Б - Б на фиг. 2; на фиг. 4 - разрез по В - В на фиг. 3; на фиг. 5-разрез по Г-Г на фиг. 2; на фиг. 6 - разрез по Д - Д на фиг. 2.
Гибочный станок состоит из станины 1, в верхней части которой в направляющих установлены с возможностью перемещения корпусы 2 гибочных устройств, снабженные осями 3, несущими подвижно смонтированные поворотные каретки 4. Каждая из кареток состоит из обоймы 5, подвижной гибочной планки 6, обкатывающих роликов 7, подвижной траверсы 8 с жестко закрепленными в ней оправками 9. Траверса с оправками может перемещаться относительно обоймы 5 при помощи установленного на ней силового цилиндра 10. Сверху на корпусах 2 шарнирно укреплены силовые цилиндры 11, штоки которых связаны с обоймами кареток.
В вертикальных направляющих станины подвижно смонтирован подъемный суппорт 12, взаимодействующий с приводным цилиндром 13 через поворотные рычаги 14, шарнирно укрепленные на станине.
На верхней (плоскости сунпорта 12 в поперечных направляющих подвижно установлено подающее устройство 15, перемещающееся относительно суппорта при помощи силового цилиндра 16, а в продольных направляющих подвижно укреплены гибочные щаблоны 17, на нерабочей поверхности которых шарнирно укреилены подпружиненные захваты 18.
Подаю1цее устройство выполнено в виде ползуна 19, несущего две подвижно смонтированные подающие каретки 20 с возможностью их вертикального перемещения с помощью синхронизирующих колено-рычажных механизмов 21, взаимодействующих с силовыми цилиндрами 22, щарнирно укрепленными на ползуне.
Каждая из подающих кареток состоит из корпуса 23, в котором подвижно смонтирована ползушка 24 с возможностью ее вертикального перемещения по направляющим колонкам 25 при помощи колено-рычажных механизмов 21 и пружин 26. На осях 27, жестко укрепленных в корпусе 23, поворотно смонтированы захваты 28, щарнирно соединенные с ползушками.
Станок работает следующим образом.
Трубные заготовки загружаются в накопитель 29 и автоматически пощтучно подаются загрузочным устройством 30 в механизм 31 ориентации труб, откуда они подающим устройством 15 переносятся в зону гибки станка, а изогнутые трубы одновременно с этим перемещаются из зоны гибки к механизму 32 выгрузки.
Для выполнения гибочных оиераций станок настраивается на определенный типоразмер изгибаемых труб, для чего корпусы 2 и гибочиые щаблоны 17 устанавливают и закрепляют на определенном расстоянии друг от друга, соответствующем длине прямолинейного участка трубы между гибами. В это время подъемный суппорт 12 с подающим устройством 15 находятся в крайнем нижнем положении, причем ползун 19 подающего устройства смещен таким образом, что одна из подающих кареток 20 расположена в зоне загрузочного устройства, а вторая - в зоне гибки.
Две трубные заготовки одновременно подаются в механизм 31 ориентации, в котором ироизводится точная установка заготовок относительно оси гибки. Силовые цилиндры 22 после их включения воздействуют на синхронизирующие колено-рычажные механизмы 21, которые перемещают ползушки 24 по направляющим колонкам 25 вверх относительно корпусов 23, удерживаемых в нижнем положении пружинами 26. В процессе своего перемещения ползущки 24, воздействуя на щарнирно соединенные с ними захваты 28, заставляют последние повооачиваться относительно осей 27, укрепленных в корпусах 23, обеспечивая жесткий захват ориентированных труб. При дальнейшем движении штоков силовых цилиндров 22 осуи1ествляется иодъем корпусов 23 5 совместно с ползущками 24, что обеспечивает одновременный вывод трубных заготовок из ложементов механизма 31 ориентации одной кареткой 20 и удаление готовых изделий из ручьев гибочных шаблонов 17 другой каретЮ кой.
Включением цилиндра 16 ползун 19 подающего устройства перемепд,ается таким образом, что подающая каретка (находивщаяся в зоие механизма загрузки) устанавливается в зону
15 гибки, а вторая подающая каретка (иаходивигаяся в зоне гибки) - в зону выгрузки.
Включением цилиндров 22 на обратный ход корпуса 23 совместно с ползущками 24 опускаются в нижнее крайнее положение и останавливаются. Нри этом трубные заготовки укладываются в ручьи шаблонов 17 и фиксируются относительно последних подпружиненными захватами 18. Нри дальнейщем движении штоков цилиндров 22 через синхронизирующие колено-рычажные механизмы 21 ползущки 24 иеремещаются по направляющим колонкам 25 вниз относительно неподвижных корпусов 23. Нри этом происходит сжатие пружин 26 и разжим захватами 28 трубных
0 заготовок и готовых изделий. В это время осуществляется автоматическое удаление готовых изделий из подающего устройства 15 механизмом выгрузки 32. Включением приводного цилиндра 13 через
5 поворотные рычаги 14 производят подъем суппорта 12 до упора трубных заготовок в зажимные бащмаки корпусов 2, в результате чего трубы фиксируются в исходном положении перед гибкой.
0 Включением силовых цилиндров 10 оправки 9 вводятся внутрь трубных заготовок. После этого включают силовые цилиндры И, поворачивающие на осях 3, раоположепных соосно с осями гибов шаблонов 17, приводные
5 каретки 4 с роликами 7, под воздействием которых поворачиваются гибочные планки 6, изгибающие трубы. В процессе тибки поворачивающиеся вместе с каретками 4 оправки 9 перемещаются относительно труб, предохраняя отгибаемые участки труб от овализации поперечного сечения и потери устойчивости стенок.
Одновремеино с процессом гибки ползун 19 подающего устройства возвращается в ис5 ходное положение и на одну из подающих кареток, находящуюся в зоне загрузочного устройства, подаются две новые трубные заготовки. После окончания гибки включением цилиндров 10 на обратный ход оправки 9 выводят из труб. Затем одновременным включением силовых цилиндров 11 и приводного цилиндра 13 возвращают в исходное положение каретки 4 и опускают суппорт 12 вместе с зафиксиро5 ванными при помощи подпружиненных захватов 18 в гибочных шаблонах 17 изогнутыми трубами, они понадают в одну из кареток 20 подающего устройства 15, которое удаляет их из зоны гибки, и подают в нее новые трубные заготовки.
Формула изобретения
1. Сталок для двусторонней гибки труб, содержащий станину с расположенными на ней двумя гибочными механизмами с подвижно установленными шаблонами и захватами, подъемным суппортом и подающим устройством, отличающийся тем, что, с целью повышения производительности станка, подающее устройство выполнено в виде установленного в направляющих подъемного суплорта ползуна, снабженного двумя приводными каретками, каждая из которых смонтирована в
направляющих ползуна с возможностью вертикального перемещения, при этом в каждой каретке на колоннах установлена также с возможностью вертикального перемещения подпружиненная нолзушка, снабженная двумя поворотными захватами, оси которых соединены с приводом каретки.
2.Станок по п. 1, о т л и ч а ю щ и и с я тем, что привод каретки выполнен в виде коленорычажного механизма, а оси захватов шарнирно соединены с указанным механизмом.
3.Станок тю пн. 1, 2, отличающийся тем, что каждый гибочный механизм содержит корпус с установленной в нем поворотной кареткой, соосно расположенной с шаблоном, а захваты гибочного механизма щарнирно укреплены на боковой стороне шаблона и подпружинены.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU967612A1 |
| Станок-автомат для двусторонней гибки труб | 1980 |
|
SU897331A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Машина для гибки | 1980 |
|
SU961823A1 |
| Станок для гибки змеевиков | 1984 |
|
SU1207562A2 |
| Станок для гибки змеевиков | 1986 |
|
SU1411075A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
Вис/А
6-6 22 2028 , 23 (1 27 20 I / , 27
п
Л-Л
18
