1
Изобретение относится к трубогибочному производству, в частности к оборудованик для выполнения трубогибочных работ, и может быть использовано для гибки труб в холодном состоянии,5
Известен станок для гибки труб, содержащий закрепленный на валу, подвижный гибочный шаблон, обкатной ролик, подвижную каретку и механизм зажима трубы 1 j .
Недостатком известното станка является IQ быстрый износ трубогибочной оснастки.
Известно также трубогибочное устройство, содерн ашее закрепленный на валу гибочный шаблон, обкатной ролик, прижгаоюе устройство н подвижную каретку 2 .g
Однако повышенной износ гибочной оснастки приводит к увеличению овальности поперечных сечений и появленшс гофр.
Для повышения качества гнутых изделий, 20 ук1еньшения овалиэации и уменьшения износа трубогибочиой оснастки на каретке смонтированы обоймы с- пазами, в пазах установпень; самоцентрирующиеся калибрующие ролики, причем оси калибрующих роликов параллель- gs
ны между собой и перпендикулярны оси вала гибочипго шаблона.
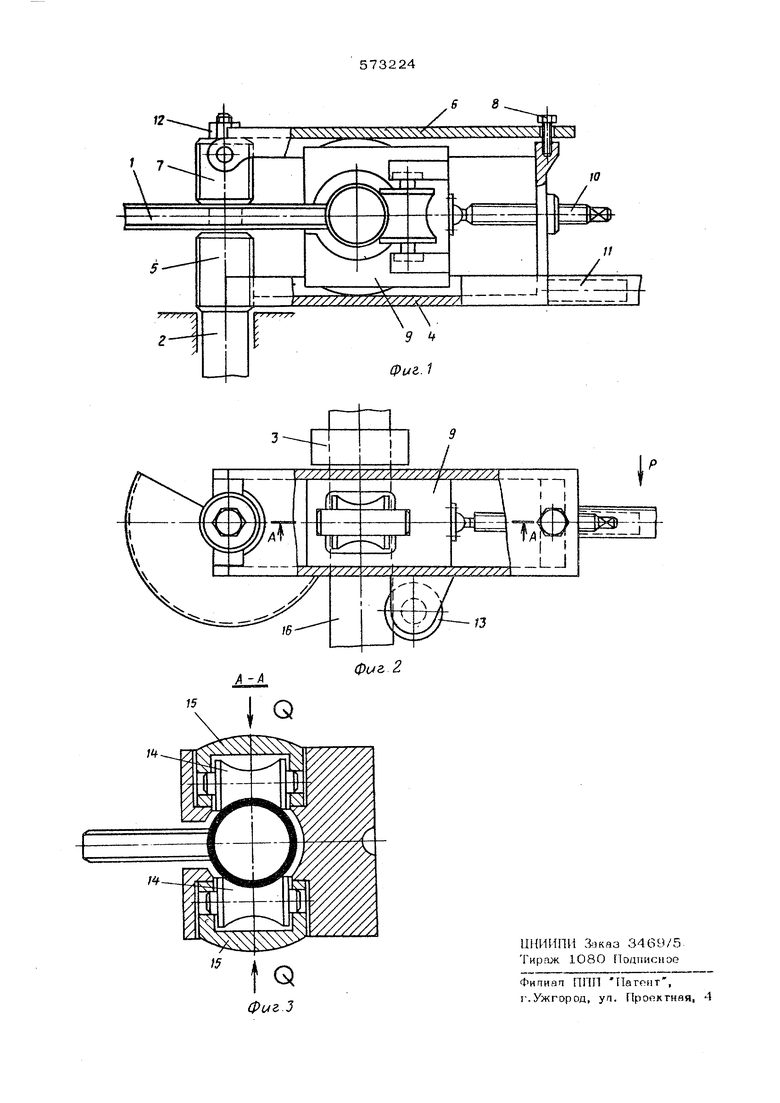
На фиг, 1 показано предлагаемое трубогнбочное устройство, боковой вид; на фш-, 2 изобрамено то .же, вш сверху; на фиг, 3 дан разрез по А.-А на фнг. 2,
Трубогнбочное устройство содержит гибочный шаблон Is который крепится на валу 2; прижимное устройство 3; никгаою направляюшую 4, соединенную с втулкой 5; откидную верхнюю направляюаЕую 6 с втулкой 7; вт1товой прю-хим 8; подвнжнуто каретку 9, которая может пер-емешатъся по направляющим с помощью В1ШТОВОГО механизма 1О; рукоятку 11, с помощью которой создается изгибающее усютне Р{ н фиксирующий винт 12. На каретке 9 вьшопненьг обкатной ролак 13 и два калибрующих ролика 14, которые крепятся Б обоймах 15, Ручей каждого из роли1 бв 13, 14 обхватывает приблизительно 1/4 окружности Изгибаемой трубы. Ручей гибочного шаблона 1 обхватывает при- блнзительн о1/5-1/6 окружи ост я изгибаемой трубы, в данном случае:опясано трубо- гибочное устройство в ручном исполнении, однако известными способами оно может быть механизировано и автоматизировано. Работа трубогибочного ус1ройства показана применительао к ручному варианту. Труба 16 заводится в прижимное устройс-гео 3 между рс«иками 13, 14 и гибочным шаблоном 1, где после соответствующей центровки фиксируется. Каретка 9 центрируется в горизонтальном направлении с помошью винтового механизма 1О, в вертикальном направлении - с помощью винта 12 и винтового прижима В, После центровки, с помснцью винтового 8 калибрующие ролики 14 прижимаются к боковым поверхностям трубы. Создается усилие Q , проткводействуюшее силам сплющивания. Величина усилия Q подбирается эксперш-лентальным путем или вычисляется теоретически. Затем с помошью рукоятки 11 создается ус1шие Р, которое изгибает трубу на задашшй угол (Вазможен вариант, когда каретка 9 остается на месте, а шаблон 1 с прижил1ным устройством 3 вращаются, намат1лвая на шаблон). После окончан1ш гнутья с помошью винтового прижима 8 усилие Q с боковых граней Трубы снимается, paaxoftiaer ся прижимное устройство 3, и изогнутая труба вытаскивается из трубогибо ного устройства. Горизонтальная и вертикальная передентровка производится только при переходе к другому радиусу гибки .или другому THnopa3Nrepy труб, при этом соответстпенио гибочный диск или гибочный и калнбруюшие ролики заменяют ее.
Предлагаемое трубогнбочное устройство значительно расширяет технологические возможности бедорновой Гибки топкостенп1,1Х труб (т.е. без применения оправок): гнутье труб можно производить вплоть до задиусов равных двум, трем диаметрам трубы, при
во при гибке труб из легированных материалов, идущих на химсистемы, В настоящее время эти трубы изгибаются с применением легкоплавких наполнителей.
Формула изобретения
Трубогибочное устройство, содержащее закрепленный на валу гибочный шаблон,
обкатной ролик, прижимное устройство, подвижную каретку, отличающееся тем, что, с цельгс повышения качества гнутых изделий из труб, уменьшения овализации и уменьшения износа трубогибочной оснастки, на каретке смонтированы обоймы с пазами, в пазах установлены самоцентрирующиеся калибрующие ролики, причем оси калибрующих роликов параллельны между собой и перпендикулярны оси вала гибочного
шаблона.
Источники информации, принятые во внимание при экспертизе:
1. Авторское св щетрльство СССР № 376148, кл. В 21 В 7/04, 1971.
2. Патент США № 3. 448.602,
кл. 72-217, 1965. этом качество вэг тбаемых участков соотвествует действующим техническим требованиям различных отраслей машиностроения. Резко уменьшается износ гибочной оснасткн {шаблонов и калибрующих роликов), потому что равнодействующие сил сплющивания, разжимающие трубу при изгибе, направлены в центральную часть калибрующих роликов и уравновешиваются силами Q. Внедрение предлагаемого трубогибочнот-о устройства позволяет получить значительный экономический эффект, так как позволяет производить качественную гибку тонкостенных труб на радиусы, равные 2-3 наружным диаметром без применения оправок, Особенно эффективно предлагаемое устройст

| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочное устройство | 1979 |
|
SU887049A1 |
| Станок для гибки труб | 1981 |
|
SU990369A1 |
| Оправка для гибки труб | 1975 |
|
SU545403A1 |
| Трубогибочный станок | 1981 |
|
SU988410A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 1992 |
|
RU2045362C1 |
| Узел поворота с механизмом зажима трубы трубогибочной машины | 1987 |
|
SU1523217A1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |