1
Изобретение относится к области обработки металлов давлением.
Известно трубогибочное устройство, содержащее смонтированные на станине гибочный шаблон, прижимное и разъемное зажимное устройства, каретку с калибрующими роликами 1.
Недостатком известного трубогибочного устройства является то, что каретка с калибрующими роликами в нем неподвижна, т. е. расстояние а от оси калибрующих роликов до гибочного шаблона всегда равно О, а при нельзя произвести качественную гибку труб с относительной
о
ТОЛЩИНОЙ стенки ,15 (б - толщина
стенки трубы, г - наружный радиус поперечного сечения), на радиусы меньше трех диаметров трубы, так как на прямом участке в месте сопряжения его с концом криволинейного участка появляются натиры, вмятины и гофры от потери устойчивости и овализации сечений, которые находятся вне зоны действия калибрующих роликов. Недостатком известного трубогибочного устройства является то, что при работе с ним нельзя гнуть трубы с предварительно приваренными фланцами, так как калибрующие ролики установлены неподвижно относительно каретки.
Цель изобретения - обеспечение возможности гибки труб с предварительно приваренными фланцами и повышение качества гибки.
5 Для достижения цели известное трубогибочное устройство, содержащее смонтированные на станине гибочный шаблон, прижимной и разъемный зажимной механизмы, а также перемещающуюся по направляющим перпендикулярно к оси изгибаемой трубы каретку с калибрующими роликами, снабжено дополнительными направляющими для перемещения каретки вдоль оси трубы, механизмом фиксации каретки
15 относительно оси гибки и консольно укрепленными на каретке осями, при этом калибрующие ролики закреплены на консольных осях, а плоскость разъема зажимного механизма перпендикулярна оси гибочного
20 шаблона.
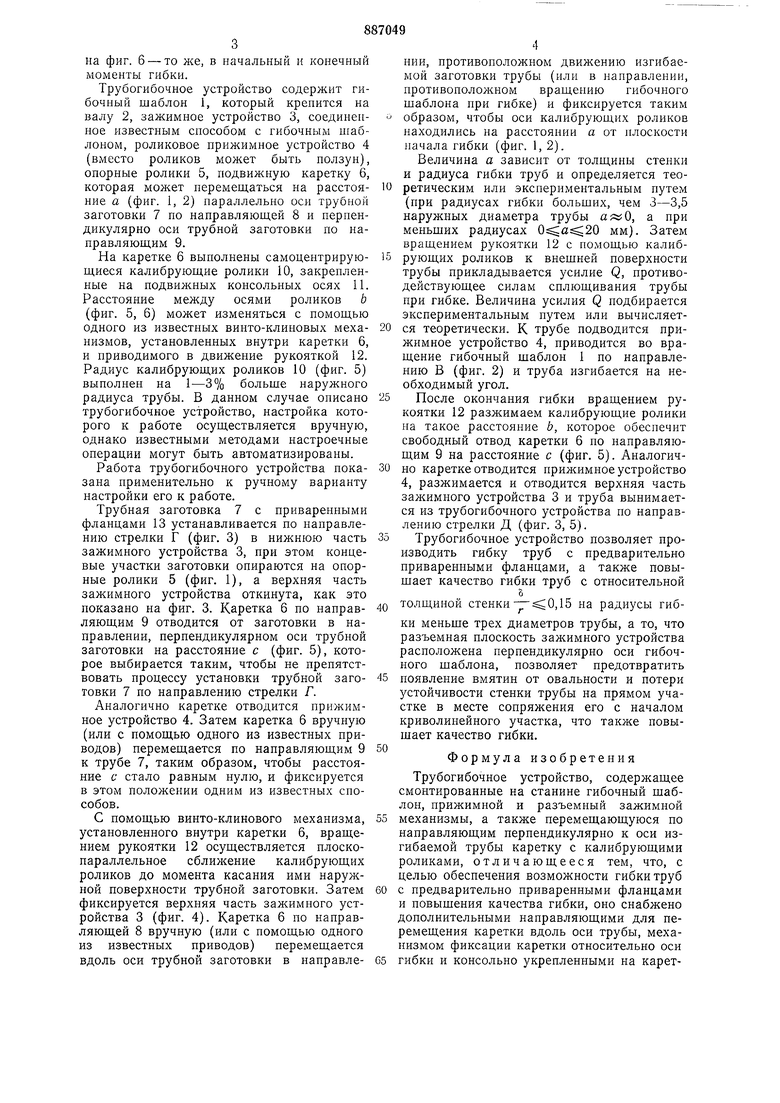
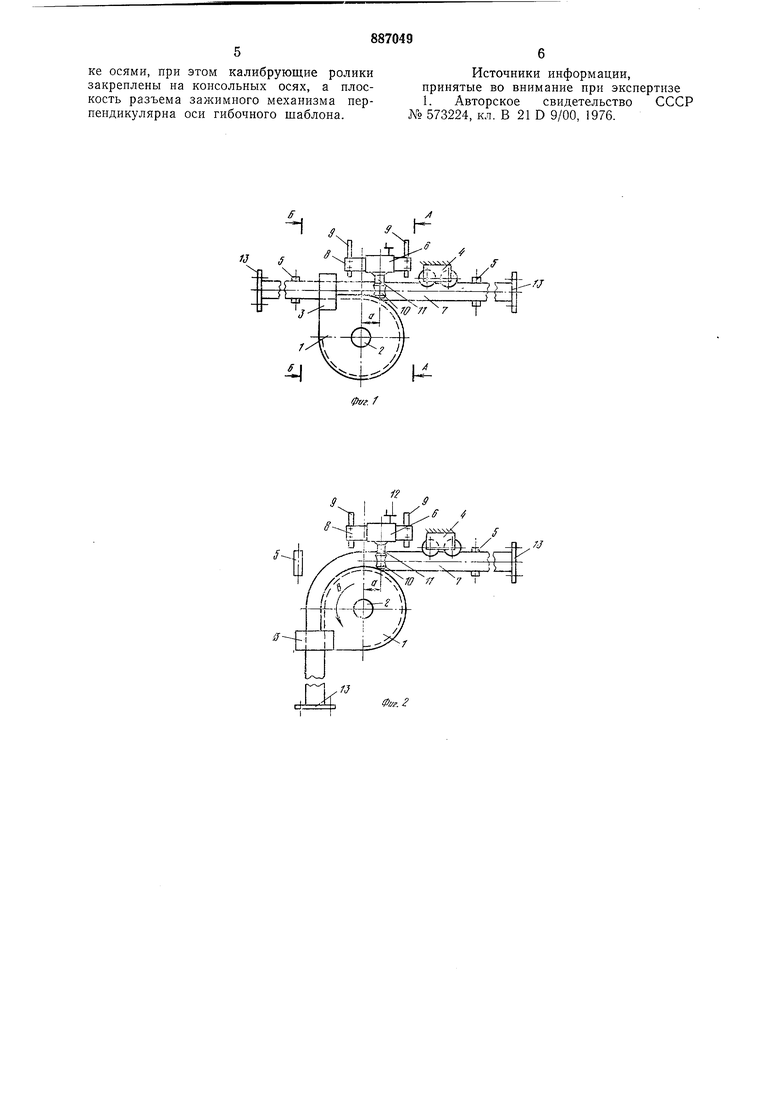
На фиг. 1 показано трубогибочное устройство до момента начала гибки, вид сверху; на фиг. 2 - то же, в момент окончания гибки, вид сверху; на фиг. 3 - сечение Б-Б на фиг. 1 в момент установки или снятия трубной заготовки; на фиг. 4 - то же, в начальный и конечный моменты гибки; на фиг. 5 - сечение А-А на фиг. 1 в момент
30 установки или снятия трубной заготовки;
на фиг. 6 - то же, в начальный и конечный моменты гибки.
Трубогибочное устройство содержит гибочный шаблон 1, который крепится на валу 2, зажимное устройство 3, соединенное известным способом с гибочным шаблоном, роликовое прижимное устройство 4 (вместо роликов может быть нолзун), опорные ролики 5, подвижную каретку 6, которая может перемещаться на расстояние а (фиг. 1, 2) параллельно оси трубной заготовки 7 но направляющей 8 и перпендикулярно оси трубной заготовки по направляющим 9.
На каретке 6 выполнены самоцентрирующиеся калибрующие ролики 10, закрепленные на подвижных консольных осях 11. Расстояние между осями роликов b (фиг. 5, 6) может изменяться с помощью одного из известных винто-клиновых механизмов, установленных внутри каретки 6, и приводимого в движение рукояткой 12. Радиус калибрующих роликов 10 (фиг. 5) выполнен на 1-3% больше наружного радиуса трубы. В данном случае описано Трубогибочное устройство, настройка которого к работе осуществляется вручную, однако известными методами настроечные операции могут быть автоматизированы.
Работа трубогибочного устройства показана применительно к ручному варианту настройки его к работе.
Трубная заготовка 7 с приваренными фланцами 13 устанавливается по направлению стрелки Г (фиг. 3) в нижнюю часть зажимного устройства 3, при этом концевые участки заготовки опираются на опорные ролики 5 (фиг. 1), а верхняя часть зажимного устройства откинута, как это показано на фиг. 3. Каретка 6 по направляющим 9 отводится от заготовки в направлении, перпендикулярном оси трубной заготовки на расстояние с (фиг. 5), которое выбирается таким, чтобы не препятствовать процессу установки трубной заготовки 7 по направлению стрелки Г.
Аналогично каретке отводится прижимное устройство 4. Затем каретка 6 вручную (или с помощью одного из известных приводов) перемещается по направляющим 9 к трубе 7, таким образом, чтобы расстояние 6 стало равным нулю, и фиксируется в этом положении одним из известных снособов.
с помощью винто-клинового механизма, установленного внутри каретки 6, вращением рукоятки 12 осуществляется плоскопараллельное сближение калибрующих роликов до момента касания ими наружной поверхности трубной заготовки. Затем фиксируется верхняя часть зажимного устройства 3 (фиг. 4). Каретка 6 по направляющей 8 вручную (или с помощью одного из известных приводов) перемещается вдоль оси трубной заготовки в направлении, противоположном движению изгибаемой заготовки трубы (или в направлении, противоположном вращению гибочного шаблона при гибке) и фиксируется таким образом, чтобы оси калибрующих роликов находились на расстоянии а от плоскости начала гибки (фиг. 1,2).
Величина а зависит от толщины стенки и радиуса гибки труб и определяется теоретическим или экспериментальным путем (при радиусах гибки больших, чем 3-3,5 наружных диаметра трубы а«:;0, а при меньших радиусах мм). Затем вращением рукоятки 12 с помощью калибрующих роликов к внешней поверхности трубы прикладывается усилие Q, противодействующее силам сплющивания трубы при гибке. Величина усилия Q подбирается экспериментальным путем или вычисляется теоретически. К трубе подводится прижимное устройство 4, приводится во вращение гибочный щаблон 1 по направлению В (фиг. 2) и труба изгибается на необходимый угол.
После окончания гибки вращением рукоятки 12 разл ;имаем калибрующие ролики на такое расстояние Ь, которое обеспечит свободный отвод каретки 6 но направляющим 9 на расстояние с (фиг. 5). Аналогично каретке отводится прижимное устройство 4, разжимается и отводится верхняя часть зажимного устройства 3 и труба вынимается из трубогибочного устройства по направлению стрелки Д (фиг. 3, 5).
Трубогибочное устройство позволяет производить гибку труб с предварительно приваренными фланцами, а также повышает качество гибки труб с относительной
S
ТОЛЩИНОЙ стенки ,15 на радиусы гибки меньше трех диаметров трубы, а то, что разъемная плоскость зал :имного устройства расположена перпендикулярно оси гибочного шаблона, позволяет предотвратить
появление вмятин от овальности и потери устойчивости стенки трубы на прямом участке в месте сопряжения его с началом криволинейного участка, что также повыщает качество гибки.
,
Формула изобретения
Трубогибочное устройство, содержащее смонтированные на станине гибочный щаблон, прижимной и разъемный зажимной
механизмы, а также перемещающуюся по направляющим перпендикулярно к оси изгибаемой трубы каретку с калибрующими роликами, отличающееся тем, что, с целью обеспечения возможности гибки труб
с предварительно приваренными фланцами и повышения качества гибки, оно снабжено дополнительными направляющими для перемещения каретки вдоль оси трубы, механизмом фиксации каретки относительно оси
гибки и консольно укрепленными на каретке осями, при этом калибрующие ролики закреплены па копсольных осях, а плоскость разъема зажимпого механизма перпендикулярна оси гибочного шаблона.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 573224, кл. В 21 D 9/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Трубогибочное устройство | 1976 |
|
SU573224A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Трубогибочный станок | 1975 |
|
SU659235A1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| Трубогибочная машина | 1990 |
|
SU1764738A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
-г/
$uz.J
fr
-/
