(54) СТАНОК ДЛЯ СГИБАНИЯ ФИГУРНЫХ ИЗДЕЛИЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сгибания фигурных изделий типа петель из прутков | 1977 |
|
SU679287A1 |
| Станок для сгибания фигурных изделий | 1972 |
|
SU500859A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| Устройство для гибки фигурных изделий | 1981 |
|
SU1044394A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Станок для гибки монтажных петель и анкеров | 1982 |
|
SU1096017A1 |
| Станок для двусторонней гибки трубчатых деталей | 1987 |
|
SU1479164A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
| Станок для гибки изделий типа петель из прутков | 1984 |
|
SU1304966A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |

1
Изобретение относится к обработке металлов давлением, в частности к оборудованию для сгибания фигурных изделий.
Известен станок для сгибания фигурных изделий, содержащий установленный на основании механизм центральной гибки, имеющий пуансон, механизм гибки концов заготовки и средство для сбрасывания готовых изделий (1.
Недостатком известного те.хнического решения является то, что его технологические возможности ограничены.
Наиболее близким к изобретению по технической сути является станок для сгибания фигурных изделий, преимущественно петель из прутков, содержащий установленный на основании корпуса механизм центральной гибки, состоящий из приводного формующего пуансона, двух щарнирно закреплеййых на основании гибочных рычагов с роликами, механизм гибки концов заготовки и средство для сбрасывания готовых изделий 2J.
Недостатком известного устройства является то, что его технологические возможности ограничены.
Целью изобретения является повышение производительности и расширение технологических возможностей.
Указанная цель достигается тем, что в известном станке для сгибания фигурных
5 изделий, преимущественно петель из прутков, содержащем установленный на основании корпуса механизм центральной гибки, состоящий из приводного формующего пуансона, двух щарнирно закрепленных на осно)0 вании гибочных рычагов с роликами, механизм гибки концов заготовки и средство для сбрасывания готовых изделий, он имеет механизмы формообразования средней части изделия, каждый из которых состоит из жестко связанного с гибочным рычагом
15 роликового упора, установленного с возможностью взаимодействия с формующим пуансоном .механизма центральной гибки.
Кроме того, механизмы гибки концов 2Q заготовки состоит из щарнирно закрепленного на основании приводного рычага, на сво бодном конце которого смонтирован дополнительный гибочный пуансон, и гибочной матрицы, выполненной в виде двух шарнирдо закрепленных на основании валков.
Причем он имеет размещенные на осно: вании фиксаторы для гибочных рычагов. При этом средство для сбрасывания готовых изделий состоит из смонтированного на основании стержня-накопителя с упором, размещенным на конце стержня, и сталкивателя для сбрасывания готовых изделий, выполненного в виде закрепленной на основании пружинящей пластины с выступом, размеп;енным над валками гибочной матрицы.
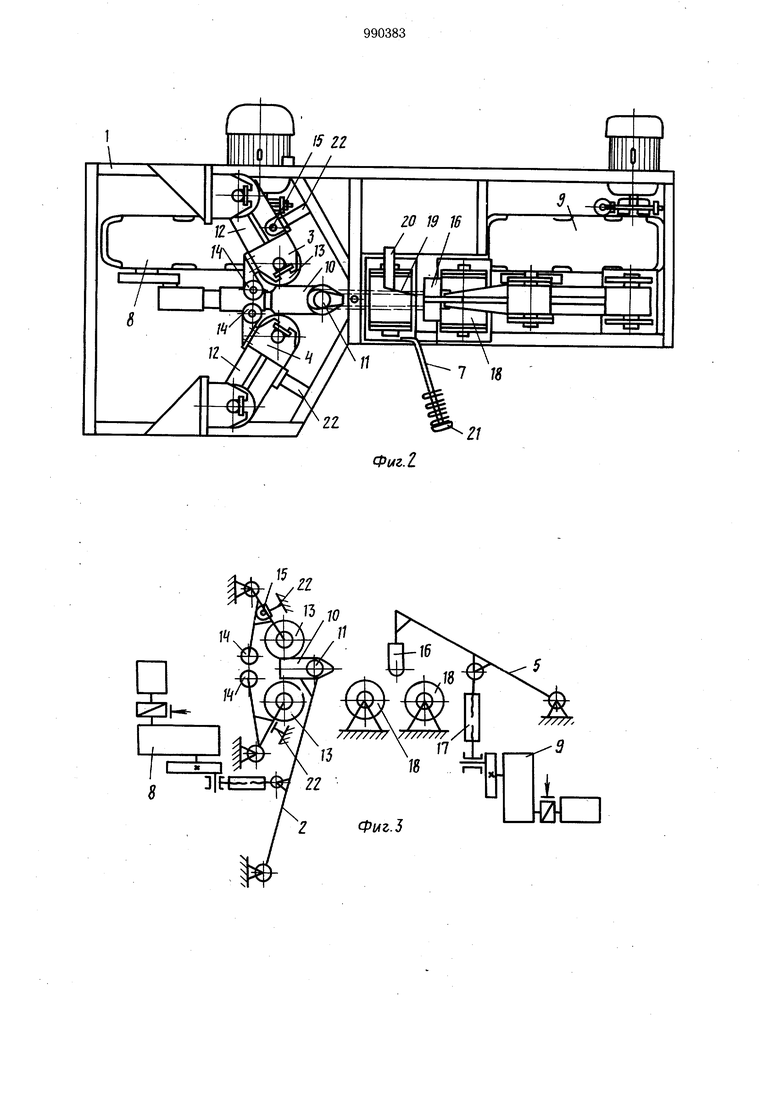
На фиг. 1 показан станок, вид спереди; на фиг. 2 - станок, вид сверху; на фиг. 3- кинематическая схема станка; на фиг. 4 - схема движения заготовки до образования «щейки петли; на фиг. 5 - схема движения заготовки в момент окончания центрального гиба; на фиг. 6 - средство для сбрасывания готовых изделий; на фиг. 7 -типы получаемых петель; на фиг. 8 - схема установки петли (тип 1) в арматурный каркас.
Станок содержит корпус 1, механизм центральной гибки 2, механизмы формирования- средней части изделия- 3 и 4, механизм гибки концов заготовки 5, сбрасыватель 6, стержень-накопитель 7, привод механизма центрального гиба 8 и привод механизма гибки концов заготовки 9.
Механизм центральной гибки 2 состоит из перемещающейся возвратно-поступательно плиты 10, связанной системой рычагов и кривощипно-шатунным механизмом с приводом 8. На подвижной плите 10 установлен формообразующий механизм И.
Механизм формообразования средней части 3 и 4 конструктивно идентичны, каждый из них выполнен в виде шарнирно закрепленного на корпусе 1 одноплечего гибочного рычага 12 с калибрующим профильным роликом 13 и вынесенным на кронштейне роликовым упором 14. Для изготовления петли (типа И) в одном из гибочных рычагов 12 имеется отверстие 15, а роликовый упор 14 выполнен съемным.
Механизм гибки концов заготовки 5 состоит из дополнительного рычажного гибочного пуансона 16, приводимого в движение приковщипно-щатунным механизмом 17, связанным с приводом 9, и гибочной матрицы, имеющей валки 18.
Сбрасыватель 6 представляет собой гибкую пружинящую металлическую пластину 19, с выступом, установленную под углом на кронщтейне 20. Имеются фиксаторы 21 и упоры 22.
Стержень-накопиитель 7 имеет гладкий металлический стержень, закрепленный одним концо1М на корпусе 1 наклонно и имеет на свободном конце упор 23.
Станок для изготовления петли 1) работает следующим образом.
Заготовка подается на позицию гибки, после чего включаются привод 8, приводящий в движение плиту 0. При постулательном движении плиты-10 формообразующий пуансон 11 осуществляет центральный гиб заготовки в следующей последовательности. Пуансон 11 перемещает заготовку между калибрующими профильными роликами 13,
образуя две параллельно направленные ветви петли, .при этом движению одноплечных гибочных рычагов 12 препятствуют, -находящаяся между калибрующими роликами 13 плита 10, а также упор 22.
.. При дальнейщем поступательном движении формообразующего пуансона 11 плита 10 выходит из контакта с калибрующими профильными роликами 13, при этом гибочные рычаги 12 получают возможность сближения.
Продолжая поступательное движение, пуансон 11 доводит заготовку до роликового упора 14, при давлении пуансона на роликот вые упоры 14 гибочные рычаги 12 начинают движение, сближают калибрующие профильные ролики 13, которые образуют «щейку петли.
После выполнения центрального гиба плите 10 придается возвратное движение в исходное положение, при этом движении формообразующий пуансон 11 увлекает
5 за собой заготовку таким образом, что после окончания движения ее концы располагаются над валками гибочной матрицы 18, а гибочные рычаги 12 свободно перемещаются до упора 22.
Затем автоматически включается при0 вод 9, дополнительный гибочный рычажный пуансон 16 движется вниз и входит между валками матрицы 18, загибая концы заготовки и придавая им форму анкеров (крюков). При выполнении данной операции одновременно с загибом анкеров заготовка под действием усилия со стороны дополнительного гибочного рычажного пуансона 16 снимается с формообразующего пуансона 11 и переводится в вертикальное положение.
На этом единичный цикл изготовления
требуемого изделия заверщается.
В момент перевода в вертикальное по.тожение изделие отжимает пружинящую пластину 19 сбрасывателя 6, приводя ее
5 в состояние сжатой пружины. Зате.м гибочный пуансон 16 движется вверх в исходное положение, освобождая при это.м загнутые концы изделия, пластина 19 сбрасывателя 6 расжимается и выталки вает готовое изделие из валков матрицы 18 в сторону стержня-накопителя 7.
После выталкивания валков гибочной матрицы 18 изделие совершает направленное движение по дуге с поворотом на 180° и в конечный момент движения зависает
5 своими загнутыми концами на наклонном стержне-накопителе 7, соскальзывая под действием собственной массы до упора 23 и освобождая место для приема нового издел и я.
Станок работает в режиме автомата до полного заполнения стержня накопителя 7 готовыми изделиями.
Для изготовления изделия(типа II) выполняются все указанные выше операции с предварительной фиксацией одного из одноплечих рычагов 12 при помощи установки стопорного пальца фиксатора 21 в отверстие 15.
Такая конструкция станка улучшает качество продукции за счет повышения точности изготовления подъемных петель, повышает производительность станка и расширяет технологические возможности путем изготовления подъемных петель, имеюших симметричную или асимметричную среднюю часть готового изделия с параллельно направленными ветвями.
Формула изобретения
I. Станок для сгибания фигурных изделий, преимущественно петель из прутков, содержащий установленный на основании корпуса механизм центральной гибки, состоящий из приводного формующего пуансона, двух шарнирно закрепленных на основании гибочных рычагов с роликами, механизм гибки концов заготовки и средство для сбрасывания готовых изделий, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей, он имеет механизмы формирования средней части изделия, каждый из которых
состоит из жестко связанного с гибочным рычагом роликового упора, установленного с возможностью взаимодействия с формующим пуансоном механизма центральной гибки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР NS 679287, кл. В 21 F 1/00, 1977. д 2. Авторское свидетельство СССР № 500859, кл. В 21 F 1/00, 1972.
Фиг.1 Фиг. Фиг. 5 Фиг.6
