1
Изобретение относится к станкам для гибки петель из металлических прутков.
Известен станок для -сгибаиия фигурных изделий -тпа петель, содержащий установленные в корпусе механизм -центральной гибки в виде приводного формующего пуансона и два сим-метрично расположенных относительно него на основании корпуса механизма гибки концов заготовки.
С целью повышения точно сти изготовления петель и увеличения ассортимента изделий предлагаемый станок снабжен приводным коромыслом, смонтированным на механизме центральной гибки с возможностью возвратно-поступательного перемещения в налравлеНИИ движения формующего пуансона в предусмотренных .в корпусе направляющих скалках, а также размещенными на основании соосно с формующим пуансоном подпружиненным выталкивателем и механизмом калибровки, выполненным в виде концентрично установленного с выталкивателем клина и расположенного на основании кронщтейна с двумя щарнирно уста;новленными симметрично относительно клина двуплечими рычагами, на одном плече каждого из которых закреплен Профильный формообразующий ролик, а на втором плече смонтирован гладкий ролик, взаимодействующий с подпружиненным клином.
2
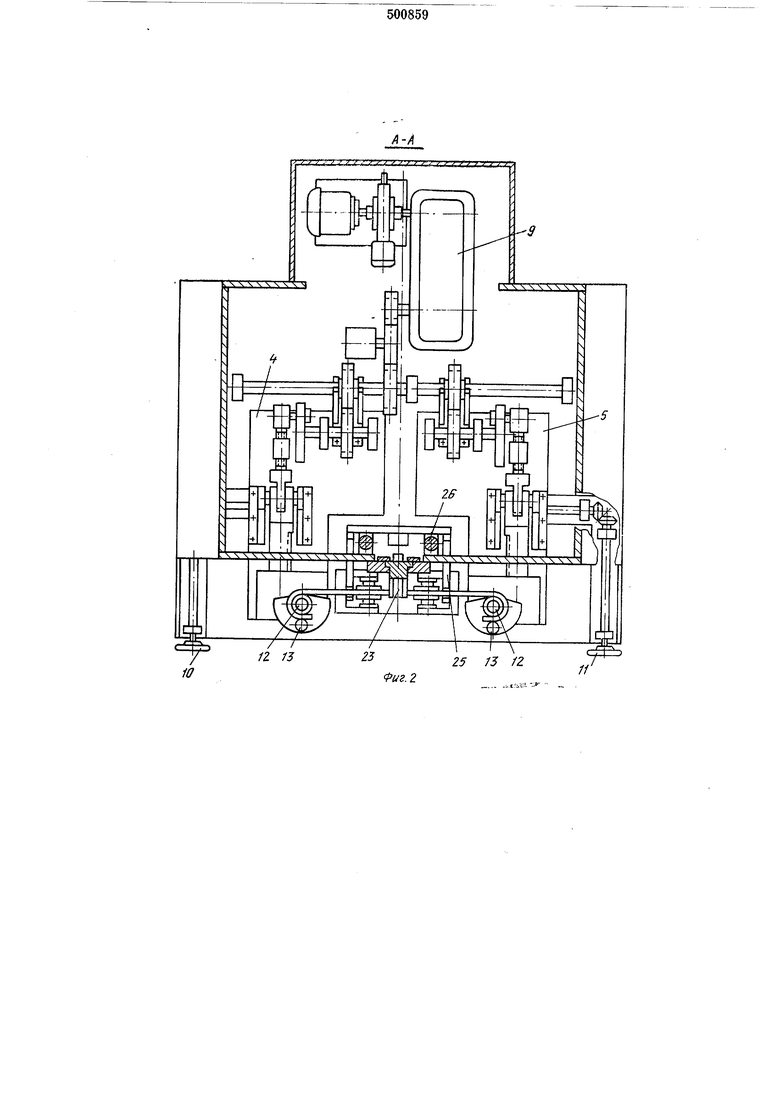
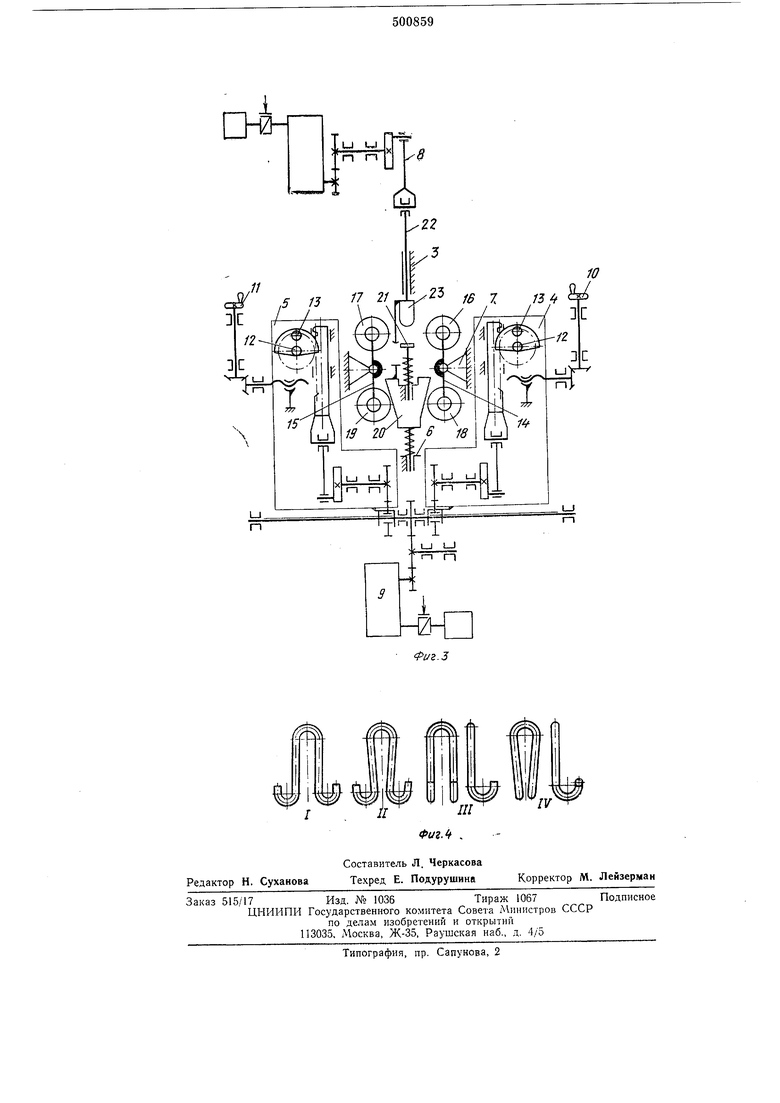
На фиг. 1 показан предлагаемый станок, вид спереди; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - кинематическая схема ст-анка; на фиг. 4 - формы изготавливаемых петель.
Станок содержит основание 1, корпус 2, механизм 3 центральной гибки, механизмы 4 и 5 гибки КОНЦОВ заготовки, Механизм 6 выталкивания, механизм калибровки, рабочие органы которого размещены на кронщтейне 7, верхний 8 и нижний 9 приводы, а также левый 10 и правый 11 механизмы перемещения.
На основании 1 расположены нижний привод, состоящий из двигателя, муфты, тормозной колодки, редуктора, блока щестерен, общего вала, на котором свободно перемещаются две щестерни, соединенные с валом через щлицы; механизмы 4 и 5 гибки концов заготавки, состоящие из плиты, на которой расположен .вал с шестерней, передающий вращение на кривощип с щатуном, щарнирно связанным рейкой, перемещающейся возвратнопоступательно в корпусе, рейка в свою очередь передает вращение на вал с шестерней, на котором закреплен упорный ролик 12 и полудиск с эксцентрично закрепленным гибочным роликом 13; механизм калибровки, выполненный -в виде расположенного на основании кронщтейна 7 с щарнирно закрепленными на нем двуплечими рычагами 14 и 15с профильными роликами 16 и 17 на верхних плечах и гладкими роликами 18 и 19 на нижних, взаимодействующими с клином 20; механизм 6 Выталкивания, состоящий из подпружиненного выталкивателя 21, и левый 10 и иравый 11 механизмы перемещения, состоящие из ходового винта с гайкой, двух конических шестерен, вала и штурвала.
На корпусе 2 расположены верхний Привод, состоящий из двигателя, тормозной колодки, редуктора, блока щестерен, передающих вращение на кривощип с шатуном, щарнирно связанным с ПОЛзуном 22 механизма 3 центральной гибки, состоящего из упомянутого ползуна 22 с формующим луансоном 23, перемещающегося возвратно-иоступательно в корпусе. В ползун ввернут палец 24 для взаимодействия с коромыслом 25, смонтированным с возможиостью возвратно-поступательного перемещения по направляющим скалкам 26.
Для изготовления петли конфигурации III (фиг. 4) станок работает следующим образом.
Заготовка попадает на позицию гибки, после чего автоматически включается нижний 9 привод, передающий вращательное движение на механизмы 4 и 5 гибки коицов заготовки, .производящие гибку концов заготовки с помощью гибочного ролика 13 вокруг упорного ролика 12. После загибки концов загото1вки автоматически отключается нижний 9 привод и включается верхиий 8 привод, передающий движение на механизм 3 центральной гибки, производящий гибку заготовки по середине с помощью ползуна 22, приводящего в движение формующий пуансон 23. При подходе к крайнему нижнему положению ползун 22 воздействует на клин 20, который в свою очередь давит на гладкие ролики 18 и 19 двуплечих рычагов 14 и 15 механизма калибровки и происходит калибровка сторои петли профильными роликами 16 и 17. При движении ползуна 22 вверх готовая петля выталкивается выталкивателем 21.
Для получения петли конфигурации I (фиг. 4) нужно ввернуть до упора палец 24 механизма 3 центральной гибки. После загиба
концов заготовки включается механизм центральной гибки. При движении ползуна 22 вверх пальцем 24 подхватывается коромысло 25, которое поднимает заготовку и она поворачивается на 90°, а при движении ползуна вниз заготовка опускается на позицию гибки, после чего происходит гибка заготовки по середине. Для получения петли конфигурации И и IV
(фиг. 4) регулируют ход клипа 20 и под действием ползуна 22 происходит догибание сторо.н петли.
Для получения другого типоразмера петли по длине нужно переместить механизмы 4 и 5
гибки концов заготовки один относительно другого с помощью щтурвалов левого 10 и правого 11 механизмов перемещения.
Формула изобретения
Станок для сгибания фигурных изделий типа петель из прутков, содержащий установленные в корпусе механизм центральной гибки в виде приводного формующего пуансона и два симметрично расположенных относительно него На основании корпуса механизма гибки концов заготовки, отличающийся тем, что, с целью повыщения точности изготовления петель и увеличения ассортимента изделий, он снабжен приводным коромыслом,
смонтированным на механизме центральной гибки с возможностью возвратно-поступательного перемещения в направлении движения формующего пуансона в предусмотренных в корпусе направляющих скалках, а также размещенными на основании соосно с формующп л пуансоном подпружиненным выталкивателем и механизмом калибровки, выполненным в виде концентрично установленного с выталкивателем клина и расположенного на
основании кронщтейна с двумя щарнирно установленными симметрично относительно клина двуплечими рычагами, на одном плече каждого из которых закреплен профильный формообразующий ролик, а на втором плече
смонтирован гладкий ролик, взаимодействующий с подпружиненным клином.
/li
i
fpu.J
НИ
U U
-8
n n

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сгибания фигурных изделий | 1980 |
|
SU990383A1 |
| Устройство для формирования и закрутки петли на проводах или проволоке | 1980 |
|
SU961827A1 |
| Станок для гибки монтажных петель и анкеров | 1982 |
|
SU1096017A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU967622A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| ШВЕЙНАЯ МАШИНА | 1971 |
|
SU414334A1 |

,5 /J 7 2/
/ /
u I rn
Z2
5
X
23
