(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Станок для гибки труб | 1982 |
|
SU1031561A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Станок для двусторонней гибки труб | 1990 |
|
SU1801663A1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1304958A1 |


Изобретение относится к обработке металлов давлением, преимущественно к устройствам для двусторонней гиби трубчатых деталей. Цель изобретения - расширение технологических возможностей за счет обеспечения формовки среднего участка трубы и повышение производительности за счет обеспечения возможности автоматизации съема изделия. Станок состоит из полой станины с отверстием, силового цилиндра с гибочной головкой на штоке. На гибочной головке установлены узел удаления изделия и пуансон, а на станине-матрица. два копира и приводные гибочные ролики. Силовой цилиндр формует участок трубы и зажимает ее. Приводные гибочные ролики изгибают ее концы по копирам. При обратном ходе цилиндра крюки узла удаления захватывают изделие и сбрасывают через отверстие в станине на склиз-накопитель. Станок позволяет совместить формовку, прижим заготовки и гибку ее концов, а также ориентирует готовое изделие, что дает возможность автоматизировать процесс. 1 з.п.ф-лы, 6 ил.
1
Изобретение относится к обработке металлов давлением, преимущественно к устройствам для двусторонней гибки трубчатых деталей
Цель изобретения - расширение технологических возможностей путем обеспечения формовки среднего участка трубы и повышение производительности путем обеспечения возможности автоматизации съема изделия
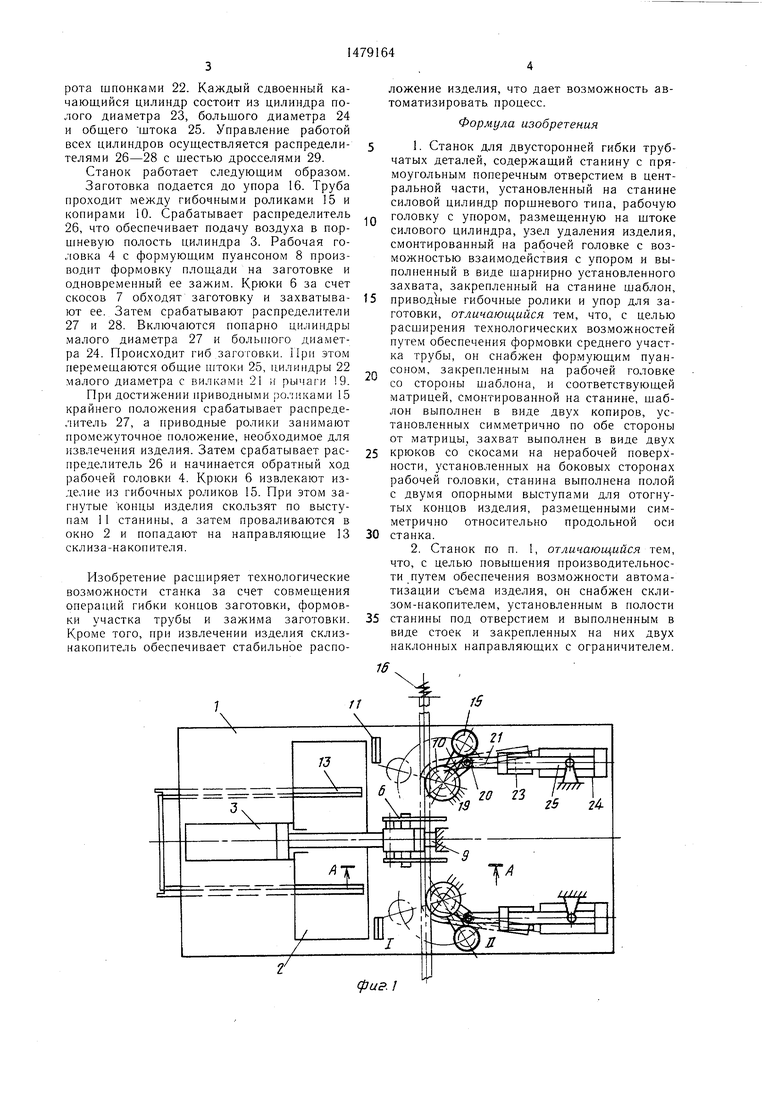
На фиг. 1 изображен станок в рабочем положении; на .фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - положение деталей станка в момент извлечения готового изделия;- на фиг 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - принципиальная пневматическая схема станка
Станок состоит из полой станины 1 с прямоугольным поперечным отверстием 2 в центральной части, поршневого цилиндра 3, рабочей головки 4 с упорами 5, размещенной на шгокс силового цилиндра, узла удаления изделия, выполненною в вмде двух крюков 6 со скосами 7 на нерабочей поверхности. На рабочей головке 4 смон тирован формующий п ансон 8, а на станине 1 - соответствующая матрица 9 Кроме того, на станине 1 размешены дна коп ipa 10, установленные симметрично по обе стороны от матрицы 9.
Станина 1 выполнена с онорны ми выступами 11 для отогпчтых изделия В полости станины размещен склиз- накопитель, выполненный в виде стоек 12 и закрепленных на них двух наклонных направляющих 13 с ограничителем 14 На поверхности станины расположены приветные гибочные ролики 15 и пор 6 и я заготовки. Привод гибочных роликов 15 выполнен в виде приводных поворотов 17, установленных на валах 18, которые жестко связаны с рычагами 19.
Рычаги 19 при помощи осей 20 соединены с вилками 21 сдвоенных качающихся цилиндров Камеры 10 фиксирчются от приво4-
J
со
О5 4
рота шпонками 22. Каждый сдвоенный качающийся цилиндр состоит из цилиндра полого диаметра 23, большого диаметра 24 и общего штока 25. Управление работой всех цилиндров осуществляется распределителями 26-28 с шестью дросселями 29.
Станок работает следующим образом.
Заготовка подается до упора 16. Труба проходит между гибочными роликами 15 и копирами 10. Срабатывает распределитель 26, что обеспечивает подачу воздуха в поршневую полость цилиндра 3. Рабочая головка 4 с формующим пуансоном 8 производит формовку площади на заготовке и одновременный ее зажим. Крюки 6 за счет скосов 7 обходят заготовку и захватывают ее. Затем срабатывают распределители 27 и 28. Включаются попарно цилиндры малого диаметра 27 и большого диаметра 24. Происходит гиб заготовки. При этом перемещаются общие штоки 25, цилиндры 22 малого диаметра с вилками. 21 и рычаги 19.
При достижении приводными роликами 15 крайнего положения срабатывает распределитель 27, а приводные ролики занимают промежуточное положение, необходимое для извлечения изделия. Затем срабатывает распределитель 26 и начинается обратный ход рабочей головки 4. Крюки 6 извлекают изделие из гибочных роликов 15. При этом загнутые концы изделия скользят по выступам 11 станины, а затем проваливаются в окно 2 и попадают на направляющие 13 склиза-накопителя.
Изобретение расширяет технологические возможности станка за счет совмещения операций гибки концов заготовки, формовки участка трубы и зажима заготовки. Кроме того, при извлечении изделия склиз- накопитель обеспечивает стабильное расположение изделия, что дает возможность автоматизировать процесс.
Формула изобретения
Q головку с упором, размещенную на штоке силового цилиндра, узел удаления изделия, смонтированный на рабочей головке с возможностью взаимодействия с упором и выполненный в виде шарнирно установленного захвата, закрепленный на станине шаблон,
5 приводные гибочные ролики и упор для заготовки, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения формовки среднего участка трубы, он снабжен формующим пуанQ соном, закрепленным на рабочей головке со стороны шаблона, и соответствующей матрицей, смонтированной на станине, шаблон выполнен в виде двух копиров, установленных симметрично по обе стороны от матрицы, захват выполнен в виде двух
5 крюков со скосами на нерабочей поверхности, установленных на боковых сторонах рабочей головки, станина выполнена полой с двумя опорными выступами для отогнутых концов изделия, размещенными симметрично относительно продольной оси
0 станка.
5 станины под отверстием и выполненным в виде стоек и закрепленных на них двух наклонных направляющих с ограничителем.
(ft ив.
А -А
фиг.2
фиг.З
Г
фигЛ
в-в
Повернуто
17 15
22
Фаз .5
| Устройство для двухсторонней гибкиТРуб | 1979 |
|
SU845960A1 |
