У////А
10 и подвижная плита 8 пресса образуют зазор, необходимый для раскрытия матрицы. Опускают верхний пуансон 1, спрессовывают порошок на нижнем пуансоне 3, а под действием сил трения порошка о поверхность матрицы 5 плита 7 с упорами 10 через обойму 6 с наклонной образующей опускается на величину увода матрицы, а через болты 9 опускается на эту же величину подвижная плита 8 пресса со стержнем 11. Пуансон 1 уходит в исходное верхнее положение, включается механизм стягивания
плиты 7, которая вместе с обоймой 6 освобождает матрицу по наклонной образующей на величину зазора А, стержень 11 и матрица 5, связанная болтами 9 через упоры 10, без трения по заготовке продолжают опускаться на величину заготовки. Механизм подвижной плиты через узел фиксации устанавливает матрицу 5 в гнездо обоймы 6, спрессованная деталь снимается, а механизм матричной плиты 7 устанавливает матрицу 5 с упором 10 в исходное положение. 1 з,п.ф-лы, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования порошков в автоматическом режиме | 1987 |
|
SU1444075A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
| Штамп для двусторонней закрытой высадки | 1984 |
|
SU1315093A1 |
| Пресс-форма | 1986 |
|
SU1387298A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Пресс-форма для прессования изделий из порошка | 1990 |
|
SU1759549A1 |
| Пресс-форма для изготовления изделий сложной формы | 1988 |
|
SU1694343A1 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
Изобретение относится к устройствам для прессования изделий из порошков в автоматическом режиме. Цель изобретения - повышение качества изделий, упрощение конструкции и повышение стабильности работы устройства. В полость, образованную разъемной матрицей 5, стержнем 11 и нижним пуансоном 3, засыпают порошок. Упор
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования порошков в автоматическом режиме.
Известна конструкция пресс-формы, со- держащая матрицу, составные пуансоны, обоймы с кольцом, упоры, пружины.
Недостатком пресс-формы является сложность конструкции, наличие подвижных частей формообразующих деталей, под- верженных износу при прессовании и выпрессовке.
Известна конструкция пресс-формы, состоящая из разъемной наружной и внутренней матрицы, крышки с пружиной, подвижного стержня, верхнего пуансона и нижнего составного пуансона с пружиной.
Недостатком данной пресс-формы является наличие нестабильно работающих пружин, раскрытие разъемной матрицы при выпрессовке заготовки за счет сил трения о поверхность матрицы и преодоление сил сжатия пружины.
Наиболее близкой по технической мощности и достигаемому результату к предла- гаемому изобретению является пресс-форма для прессования порошков в автоматическом режиме, содержащая верхний и нижний пуансоны, разъемную матрицу с узлом фиксации с пружиной и наружной обоймой.
Недостатком известной пресс-формы является износ формообразующей поверхности матрицы при выпрессовке, так как раскрытие разъемных частей матрицы про- исходит за счет преодоления сил сжатия пружины узла фиксации, нестабильность работы самой пружины, деформация поверхности прессовки при выталкивании из матрицы и невозможность получения отверстий.
Цель изобретения - повышение качества изделий, упрощение конструкции и повышение стабильности работы устройства.
Поставленная цель достигается тем, что устройство для прессования изделий из порошков в автоматическом режиме, содержащее верхнюю, нижнюю и среднюю плиты, разъемную матрицу, размещенную в средней плите и выполненную в виде сопрягающихся по конусной поверхности внутренней составной и наружной обойм, узел фиксации матрицы, состоящий из болтов, жестко связанных с элементами составной обоймы, и верхний и нижний пуансоны, дополнительно снабжено упорами, размещенными в средней плите с возможностью взаимодействия с нижней плитой, при этом нижняя и средняя плиты выполнены с возможностью вертикального возвратно-поступательного перемещения, а болты соединены шарнирно с нижней плитой.
Использование упоров, размещенных в средней плите, с возможностью взаимодействия с нижней плитой позволяет повысить качество прессовок из-за принудительного раскрытия матрицы на заданную величину. Раскрытая матрица позволяет освобождать прессовку без трения о стенки матрицы, а принудительная фиксация разъемной матрицы через шарнирно соединенные болты позволяет надежно и точно определять местонахождение матрицы в гнезде обоймы в исходном положении. За счет этого значительно упрощается конструкция устройства и повышается стабильность его работы.
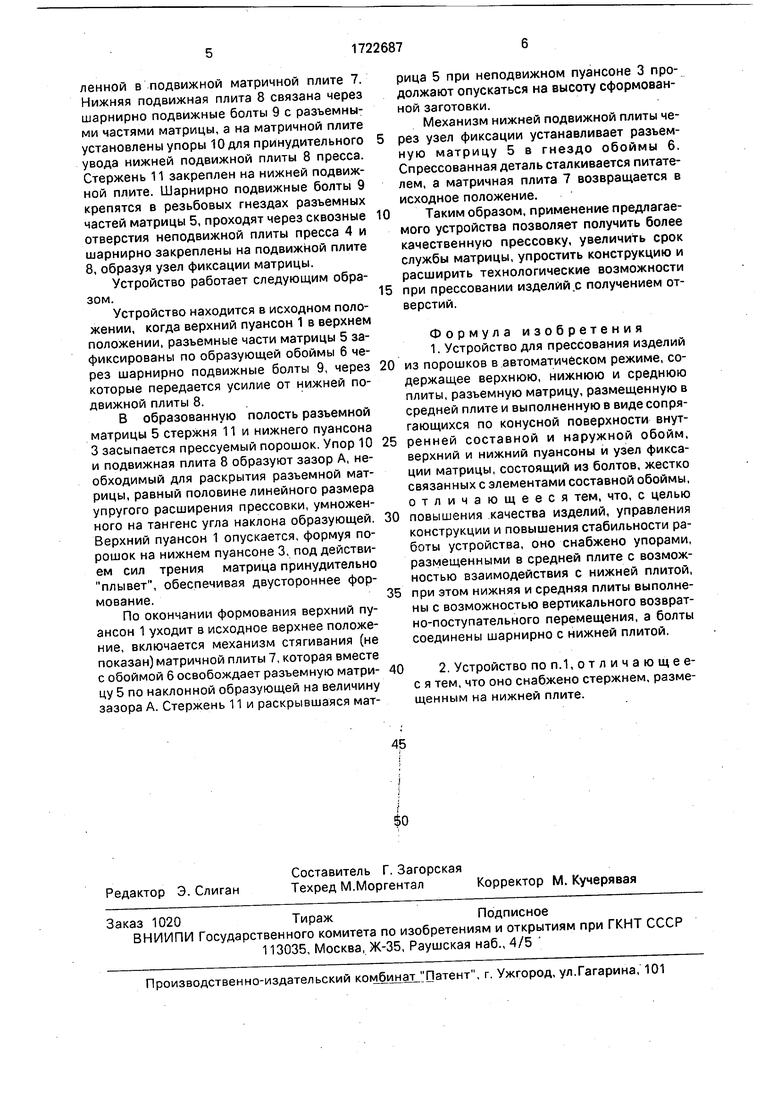
На чертеже схематически изображено устройство, с левой стороны, деталь спрессована, с правой стороны деталь освобождена из матрицы.
Устройство для прессования изделий из порошков в автоматическом режиме включает в себя верхний пуансон 1, установленный на верхней прессующей плите 2, нижний пуансон 3, установленный на неподвижной плите пресса 4, разъемная матрица 5, которая расположена в гнезде наклонной образующей обоймы 6, закрепленной в подвижной матричной плите 7. Нижняя подвижная плита 8 связана через шарнирно подвижные болты 9 с разъемными частями матрицы, а на матричной плите установлены упоры 10 для принудительного увода нижней подвижной плиты 8 пресса. Стержень 11 закреплен на нижней подвижной плите. Шарнирно подвижные болты 9 крепятся в резьбовых гнездах разъемных частей матрицы 5, проходят через сквозные отверстия неподвижной плиты пресса 4 и шарнирно закреплены на подвижной плите 8, образуя узел фиксации матрицы.
Устройство работает следующим образом.
Устройство находится в исходном положении, когда верхний пуансон 1 в верхнем положении, разъемные части матрицы 5 зафиксированы по образующей обоймы 6 через шарнирно подвижные болты 9, через которые передается усилие от нижней подвижной плиты 8.
В образованную полость разъемной матрицы 5 стержня 11 и нижнего пуансона 3 засыпается прессуемый порошок. Упор 10 и подвижная плита 8 образуют зазор А, необходимый для раскрытия разъемной матрицы, равный половине линейного размера упругого расширения прессовки, умноженного на тангенс угла наклона образующей. Верхний пуансон 1 опускается, формуя порошок на нижнем пуансоне 3, под действием сил трения матрица принудительно плывет, обеспечивая двустороннее формование.
По окончании формования верхний пуансон 1 уходит в исходное верхнее положение, включается механизм стягивания (не показан) матричной плиты 7, которая вместе с обоймой 6 освобождает разъемную матри- цу 5 по наклонной образующей на величину зазора А. Стержень 11 и раскрывшаяся матрица 5 при неподвижном пуансоне 3 продолжают опускаться на высоту сформованной заготовки.
Механизм нижней подвижной плиты через узел фиксации устанавливает разъемную матрицу 5 в гнездо обоймы 6. Спрессованная деталь сталкивается питателем, а матричная плита 7 возвращается в исходное положение.
Таким образом, применение предлагаемого устройства позволяет получить более качественную прессовку, увеличить срок службы матрицы, упростить конструкцию и расширить технологические возможности при прессовании изделий .с получением отверстий.
Формула изобретения
| Пресс-форма для прессования металлического порошка | 1984 |
|
SU1206002A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для прессования порошков в автоматическом режиме | 1987 |
|
SU1444075A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
