(54) СТАНОК ДЛЯ ОБРАБОТКИ .ВИНТОВ Б1Х ПОВЕРХНОСТЕЙ С ПЕРЕМЕННЫМ ШАГОМ
1
Изобретение относится к станкостроению и может найти применение в машиностроении при изготовлении деталей различного назначения, имеющих винтовые поверхности переменного шага в виде канавок, например, винтов переменного шага, шнеков и т. п.
По основному авт. св. № 772726 описан станок для обработки винтовых поверхностей с переменным шагом, содержащий винторезную цепь между шпинделем и суппортом, устройство программного управления, управляемые по программе в соответствии с изменением шага привод вращения шпинделя и связанный через суммирующий меха низм с винторезной цепью привод механиз ма изменения шага 1.
Недостатком известного способа является то, что он позволяет обрабатывать винтовые канавки переменного шага точением, фрезерованием или шлифованием концевыми инструментами, т. е. методами, обеспечивающими относительно невысокую производительность. Конструкция станка не позволяет применять более производительные и стойкие дисковые инструменты.
Целью изобретения является повышение производительности станка путем использования многолезвийного инструмента.
Указанная цель достигается тем, что станок снабжен механизмом поворота инструментальной головки с приводом, связанным с устройством программного управления, которое обеспечивает поворот головки в соответствии с законом изменения шага обрабатываемой поверхности.
10
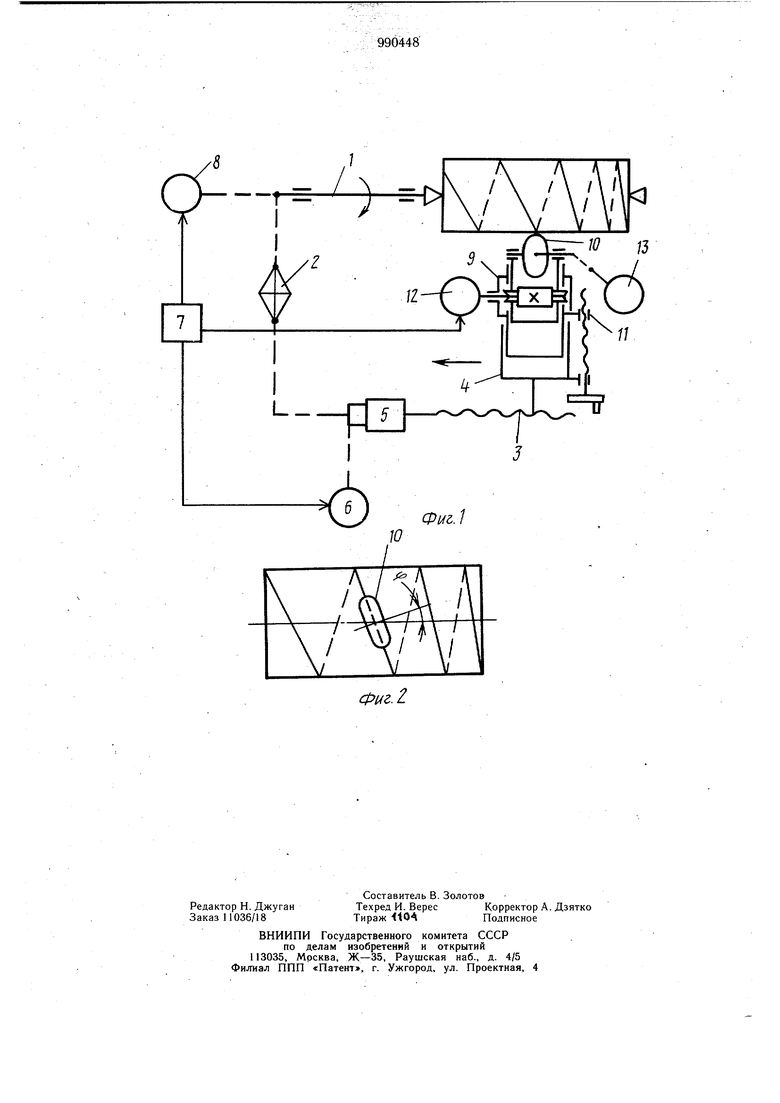
На фиг. 1 изображена структурная схема станка; на фиг. 2 - взаимное расположение осей инструмента и обрабатываемой
детали.
Шпиндель 1 винторезной цепью с орга15ном настройки 2 начального шага обрабатываемой поверхности связан через винтовую передачу 3 с суппортом 4. В винторезной цепи расположен суммирующий механизм 5, один из ведущих элементов которог.О соеди20нен с механизмом изменения шага, выполненным в виде регулируемого двигателя 6, управляемого от устройства программного управления 7, в соответствии с заданным законом изменения шага.
Привод вращения шпинделя 1 оснащен регулируемым двигателем 8, управляемым также от устройства 7.
На суппорте 4 установлены фрезерная или щлифовальная головка 9 с дисковым режущим инструментом 10 и механизм 11 поворота головки 9, оснащенный приводом 12, связанным с устройством 7 и управляемым им в соответствии с изменением щага обрабатываемой поверхности. Для вращения инструмента 10 служит привод 13.
Станок работает следующим образом.
Шпиндель 1 получает вращение от двигателя 8 с переменной частотой п , задаваемой устройством программного управления 7 в соответствии с шагом Н обрабатываемой поверхности по зависимости
П - od/c
где S - подача инструмента вдоль обрабатываемой поверхности, м/с; d - диаметр изделия, м.
Одновременно получает неравномерное движение суппорт 4 по двум кинематическим цепям: от шпинделя 1 через орган настройки 2, суммирующий механизм 5 и винтовую передачу 3 и от двигателя 6 через суммирующий механизм 5 и винтовую передачу 3.
Частота вращения п двигателя 6 задается устройством 7 в соответствии с зависимостью
Нб СП;-4Н,
где С -коэффициент пропорциональности, 1/м;
ДН -изменение щага обрабатываемой поверхности относительно его начального значения (переменная величина).
В процессе обработки инструмент 10 получает вращение со скоростью резания от привода 13 и совместно с головкой 9 непрерывный поворот от привода 12 через механизм 11, обеспечивающий установку плоскости вращения инструмента по направлению обрабатываемой винтовой канавки, т. е. ось инструмента расположена к оси детали под углом cf arctgij.
Управление приводом 12 осуществляется от устройства 7, обеспечивающего функциональную взаимосвязь между вращением шпинделя 1, перемещением суппорта 4 и поворотом головки 9.
Техническое преимущество предлагаемого станка по сравнению с известным состоит в том, что его кинематика позволяет использовать для обработки винтовых поверхностей -канавок, переменного шага более прогрессивные дисковые режущие инструменты. При этом сохраняется возможность осуществлять обработку инструментами, используемыми на известном станке, что делает предлагаемый станок более универсальным.
Указанное техническое преимущество обеспечивает повышение производительности обработки за счет сокращения мащинного времени и болеее высокой стойкости дискоЬых фрез по сравнению с концевыми.
О Для подтверждения этого расс.мотри.м пример обработки винтовой канавки переменного щага щириной 20 мм и глубиной 10 мм на вале из стали 45ХН.
Для обработки на известном станке ис- пользуется концевая фреза диаметро.м 20 .м.м, а на предлагаемом - дисковая фреза шириной 20 мм. Материал режущей части фрез в обоих случаях - сталь Р18.
В соответствии с общемашиностроительными режимами резания обработка канавки
концевой фрезой возможна с максимально допускаемой подачей 152 мм/мин (карта 162). Обработка же дисковой фрезой диаметром 90 мм возможна с подачей 374 мм/мин (карта 185).
Следовательно машинно е время обработки На предлагаемом станке по сравнению с известным сокращается в конкретном случае в 2,4 раза.. В общем случае с учетом обработки различных материалов машинное время сокращается в 1,5-2,5 раза.
Q Таким образо.м, экономический эффект, который может быть получен в результате использования предлагаемого станка, состоит в повышении производительности обработки.
Формула изобретения
Станок для обработки винтовых поверхностей с переменным шагом по авт. св. № 772726, отличающийся тем, что, с целью повышения производительности путем использования многолезвийного инструмента, станок снабжен механизмом поворота инструментальной головки с приводом, связанным с устройством программного управления.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 772726, кл. В 23 G 3/10, В 23 В 5/48, 1979.
,.2.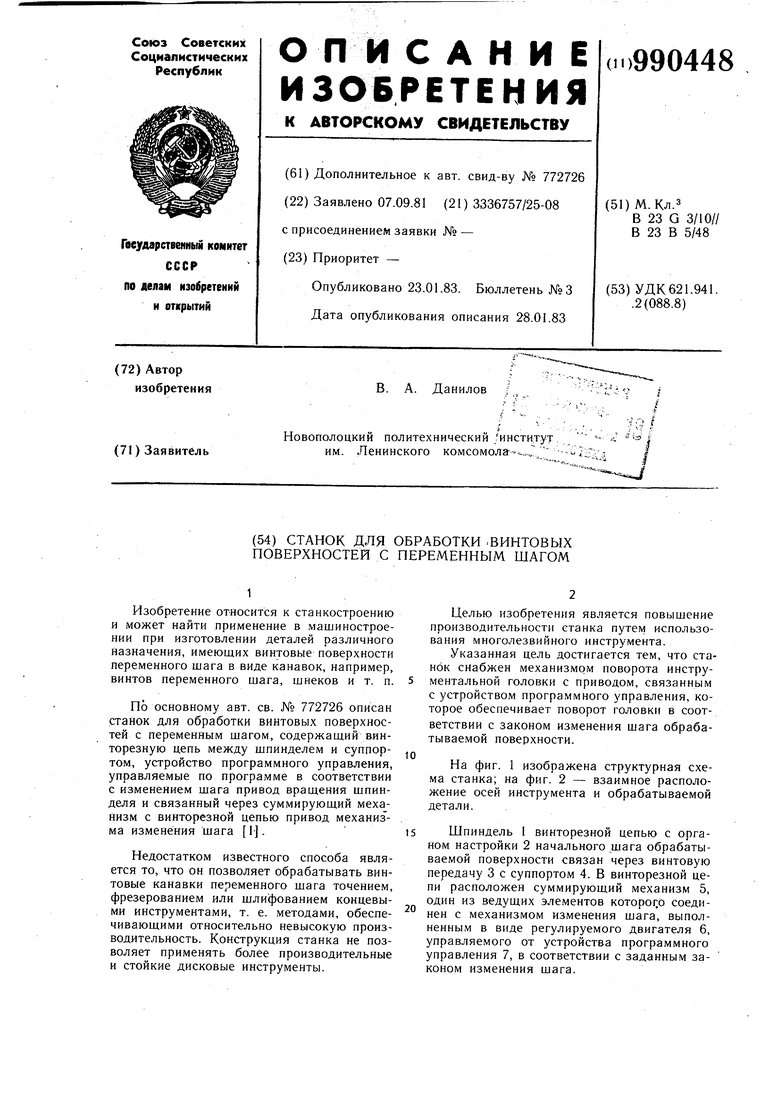

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки резьб и шлицев переменного шага | 1981 |
|
SU992143A2 |
| Станок для обработки резьб и шлицев переменного шага | 1980 |
|
SU931338A1 |
| Станок для обработки винтовых поверхностей с переменным шагом | 1978 |
|
SU1047629A1 |
| Станок для обработки винтовых канавок | 1981 |
|
SU1000192A1 |
| Станок для обработки винтовых поверхностей переменного шага | 1978 |
|
SU679346A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для нарезания резьб переменного шага | 1979 |
|
SU996119A2 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| ТОКАРНЫЙ СТАНОК G РАВНОУСКОРЕННОЙ ПОДАЧЕЙ | 1970 |
|
SU261094A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГО ШАГА | 1997 |
|
RU2142866C1 |