(54) СТАНОК ДЛЯ ОБРАБОТКИ РЕЗЬБ И ШЛИЦЕВ
1
Изобретение относится к станкостроеIKHTO.
Известен станок для обработки резьб и шлицев переменного шага, содержащий привод винтового движения, связанный с винторезной цепью, связывающей между собой шпиндель исуппорт, установленный в винторезной цепи механизм изменения шага JL .
При такой конструкции известного станка обработка резьб и шлицев переменного шага возможна только при постоянной скорости перемещения суппорта и переменной частоте вращения шпинделя.
Следовательно, на этом станке обработка винтовых канавок с небольшими углами наклона типа резьб переменного шага характеризуется значительными колебаниями скорости резания, что существенно снижает производительность обработки.
Недостатком извеютного станка является невозможность обеспечения одинаковой производительности обработки на ПЕРЕМЕННОГО ШАГА
всем диапазоне технологических возможностей, без снижения стойкости режушего инструмента.
Цель изобретения - обеспечение одинаковой производительности на всем диапазоне технологических возможностей.
Для достижения поставленйой цели станок снабжен механизмом переключения.установленным последовательно с приводом винтового движения и с возмож10ностью присоединения его к различным участкам винторезной цепи между шпинделем и механизмом изменения шага при обработке резьб или между механизмом изменения шага и суппорта при обработ15ке шлицев.
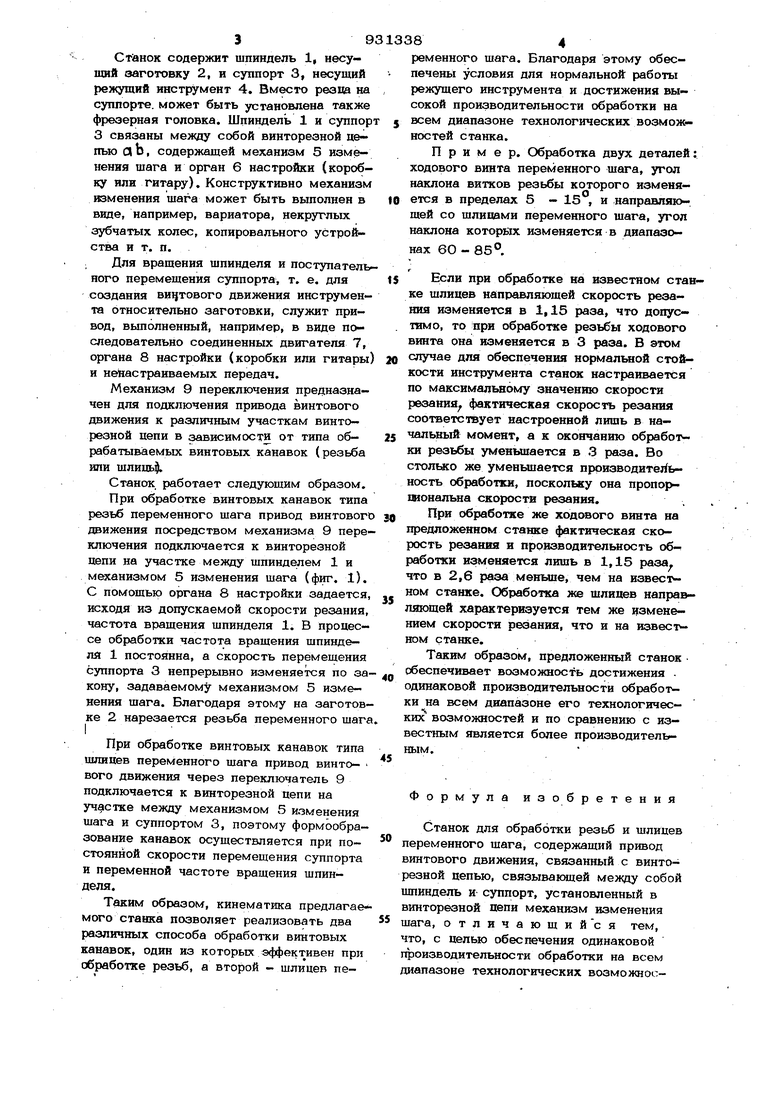
На фиг. 1 изображена структурная схема станка при подключении привода винтового движения к винторезной цепи на участке между шпинделем и .механиз20мом изменения шага; на фиг. 2 - схема подключения привода винтового движения к винторезной цепи при обработке шлипев переменного шага. Станок содержит шпиндель 1, несущий заготовку 2, и суппорт 3, несущий режущий инструмент 4. Вместо реэна на суппорте, может быть установлена также фрезерная гоповка. Шпиндель 1 и суппор 3 связаны между собой винторезной цепью а b, содержащей механизм 5 изменения шага и орган 6 настройки (коробку или гитару). Конструктивно механизм изменения шага может быть выполнен в ввде, например, вариатора, некруглых зубчатых колес, копировального устройства и т. п. Для вращения шпинделя и поступательного перемещения суппорта, т. е. для создания вицтового движения инструмента относительно заготовки, служит привод, выполненный, например, в виде последовательно соединенных двигателя 7, органа 8 настройки (коробки или гитары и нейастраиваемых передач. Механизм 9 переключения предназначен для подключения привода винтового движения к различным участкам винторезной цепи в зависимости от типа обрабатываемых винтовых канавок (резьба или щлииоь: Станок, работает следующим образом. При обработке винтовых канавок типа резьб переменного щага привод винтового движения посредством механизма 9 переключения подключается к винторезной цепи на участке мемщу шпинделем 1 и механизмом 5 изменения шага (фиг. 1). С помощыо органа 8 настройки задается исходя из допускаемой скорости резания, частота вращения шпинделя 1. В процессе обработки частота вращения шпинделя 1 постоянна, а скорость перемещения суппорта 3 непрерывно изменяется по за кону, задаваемому механизмом 5 изменения шага. Благодаря атому на заготовке 2 нарезается резьба переменного шаг При обработке винтовых канавок типа шлицев переменного щага привод винто- вого движения через переключатель 9 подключается к винторезной цепи на участке между механизмом 5 изменения шага и суппортом 3, поэтому формообразование канавок осуществляется при постоянной скорости перемещения суппорта и переменной частоте вращения шпинделя. Таким образом, кинематика предлагаем мого станка позволяет реализовать два различных способа обработки винтовых канавок, один из которых эффективен при обработке резьб, а второй - шлицев переменного шага. Благодаря этому обеспечены условия для нормальной работы режущего инструмента и достижения высокой производительности обработки на всем диапазоне технологических возможностей станка. Пример. Обработка двух деталей: ходового винта переменного шага, угол наклона витков резьбы которого изменяется в пределах 5 - 15 , и направлякьщей со шлицами переменного шага, угол наклона которых изменяется в диапазонах 60 - 85°. Если при обработке на известном станке шлицев направляющей скорость резания изменяется в 1,15 раза, что допустимо, то при обработке резьбы ходового винта она изменяется в 3 раза. В этом случае для обеспечения нормальной сто кости инструмента станок настраивается по максимальному значению скорости резания фактическая скорость резания соответствует настроенной лишь в начальный момент, а к окончанию обрабо- ки резьбы уменыиается в 3 раза. Во столько же уменьшается прризводитейьность обработки, поскольку она пропорциональна скорости резания. При обработке же ходового винта на предложенном станке фактическая скорость резания и производительность обработки изменяется лшиь в 1,15 раза что в 2,6 раза меньше, чем на извес-гном станке. Обработка же щлицев направляющей характеризуется тем же изменением скорости резания, что и на извест ном станке. Таким образом, предложенный станок обеспечивает возможность достижения одинаковой производительности обработ ки на всем диапазоне его технологических возможностей и по сравнению с известным является более производительным. Формула изобретения Станок для обработки резьб и шлицев переменного щага, содержащий привод винтового движения, связанный с винторезной цепью, связывающей между собой шпиндель и суппорт, установленный в винторезной цепи механизм изменения шага, отличающийс я тем, что, с целью обеспечения одинаковой производительности обработки на всем диапазоне технологических возможноетей, станок снабжен механизмом пере- ключения, установленным последовательно с приводом винтового движения и с возможностью присоединения его к различнымучасткам винторезной цепи между шпинделем и механизмом изменения шага при обработке резьб или между Механизмом изменения I шага и cynnopitJMпри обработке шлицев.
Источники информации, принятые во внимание при вкспертизе
I. Авторское; свидетельство СССР :№ 422551, кл. В 23(5 3/1О, 1972
фигЛ ,. t

.
