версу 1 могут быть вмонтированы вибраторы, что в случае необходимости позволит производить автономное виброуплотнение пробок.
По окончании цикла формования, при включении привода 17 машина перемещается по рельсам 16 в сторону следующего по циклу конвейерной линии поста, где на поддон-вагонетке находится распалубное свежеотформованное изделие. При этом после отхода машины от поста формования ( т.е. после отхода траверсы 1 от поддон-вагонетки) траверса 1 с помощью рычагов 12 поворачивается на 90
таким образом, что оси стаканов 2 занимают положение, параллельное осям пустот изделия.
Однако эта машина не обеспечивает механизированной заделки отверстий при конвейерном способе производства. Кррме того, формование пробок прессованием порш- ня 1и-уплотнителяЛШ требует значительных усилий.
Пелью изобретения является обеспечение механизированной заделки отверстий при конвейерном способе производства.
Это достигается тем, что машина выполнена с поворотной траверсой, на которой жестко закреплены стаканы с поршнями-толкателями, а цилиндры подвижной рамы - с подпружиненными штангами, снабженными кронштейнами, причем траверса со штырями.
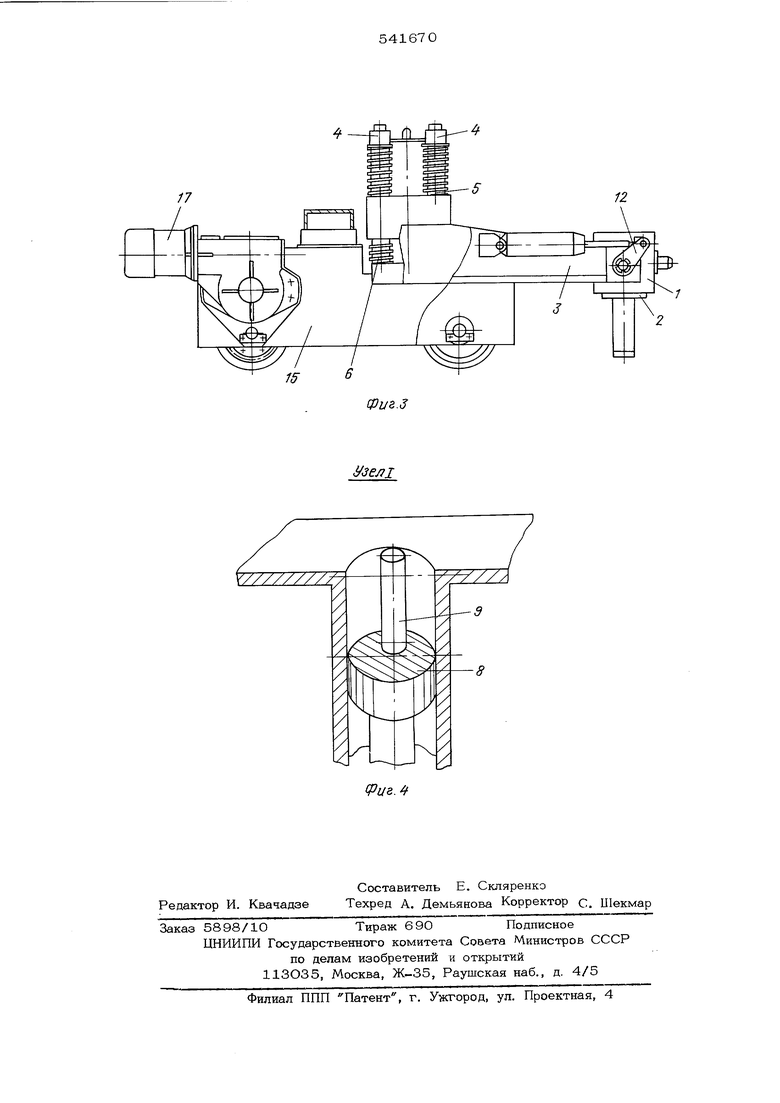
Кроме того, поршень-толкатель выполнен с формообразующим элементом канала для стока конденсата.
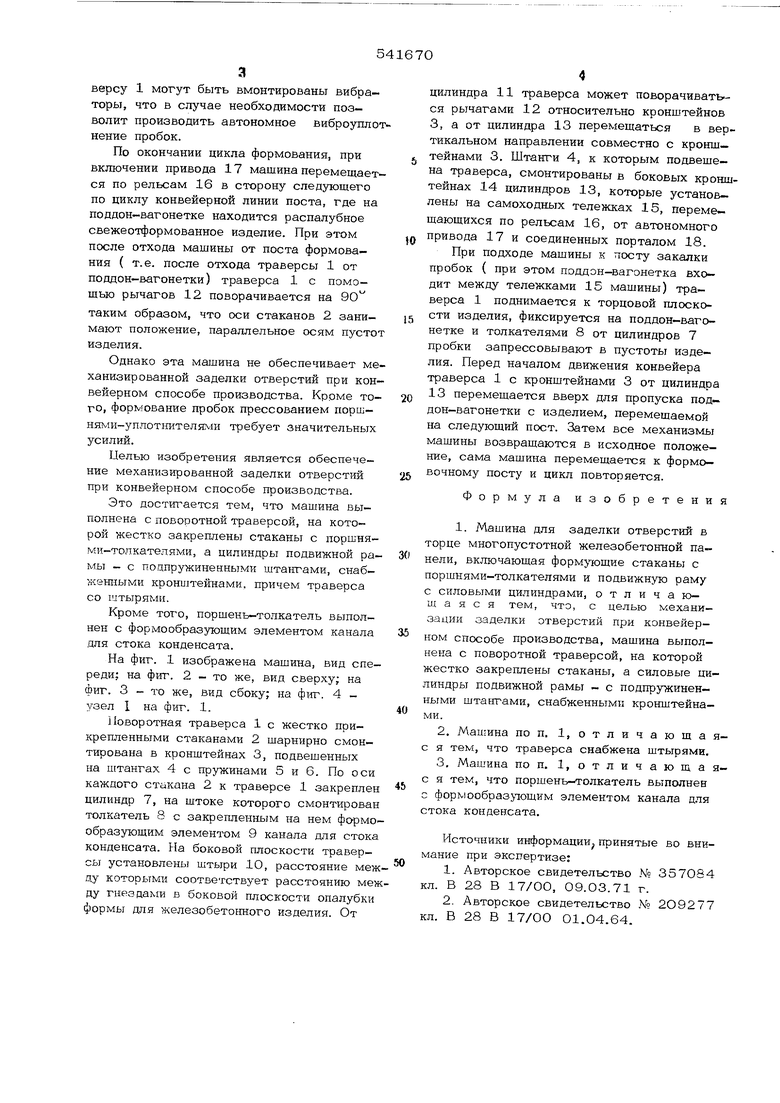
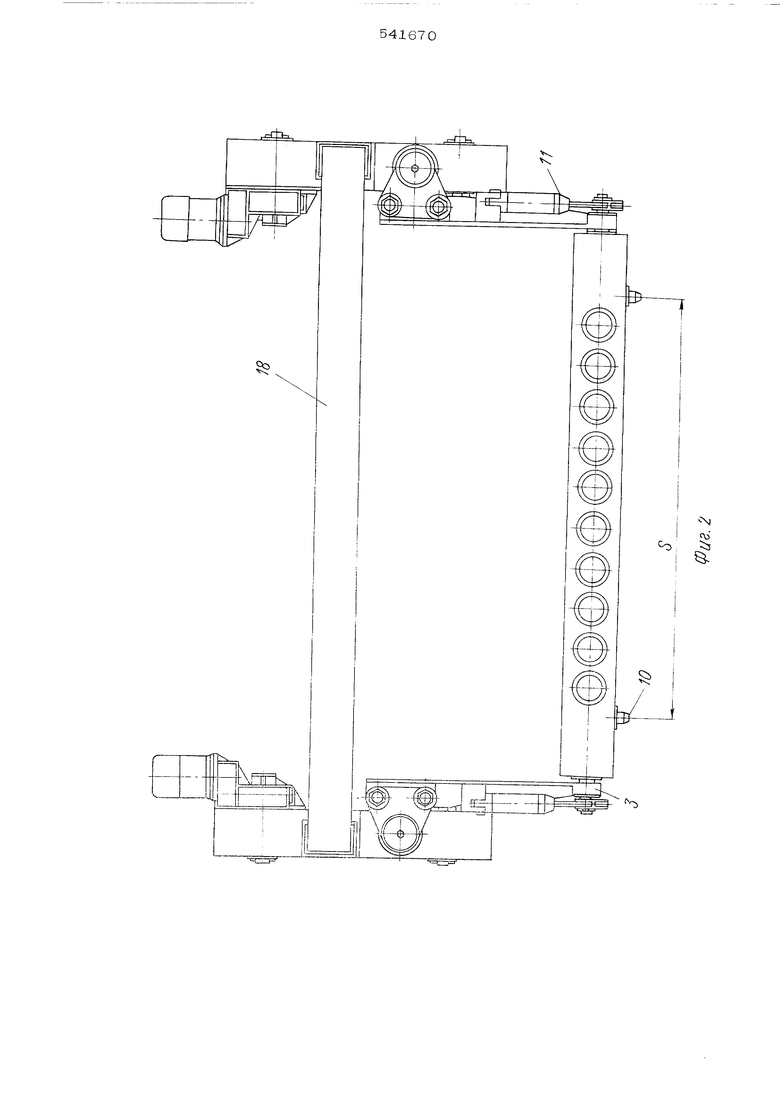
На фиг. 1 изображена машина, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид сбоку; на фиг. 4 узел 1 на фиг. 1.
Поворотная траверса 1 с жестко прикрепленными стаканами 2 шарнирно смонтирована в кронштейнах 3, подвешенных на штангах 4 с пружинами 5 и 6. По оси каждого стакана 2 к траверсе 1 закреплен цилиндр 7, на штоке которого смонтирован толкатель 8 с закрепленным на нем формообразующим элементом 9 канала для стока конденсата. На боковой плоскости траверсы установлены штыри 10, расстояние между которыми соответствует расстоянию меду гнездами в боковой плоскости опалубки формы для железобетонного изделия. От
цилиндра 11 траверса может поворачиваться рычагами 12 относительно кронштейнов 3, а от цилиндра 13 перемещаться в вертикальном направлении совместно с кронш-
теинами 3. Штанги 4, к которым подвешена траверса, смонтированы в боковых кронштейнах 14 цилиндров 13, которые установлены на самоходных тележках 15, перемещающихся по рельсам 16, от автономного
привода 17 и соединенных порталом 18. При подходе машины к посту закалки пробок ( при этом поддон-вагонетка входит между тележками 15 машины) траверса 1 поднимается к торцовой плоскости изделия, фиксируется на поддон-вагонетке и толкателями 8 от цилиндров 7 пробки запрессовывают в пустоты изделия. Перед началом движения конвейера траверса 1 с кронштейнами 3 от цилиндра 13 перемещается вверх для пропуска поддон-вагонетки с изделием, перемещаемой на следующий пост. Затем все механизмы машины возвращаются в исходное положение, сама машина перемещается к формовочному посту и цикл повторяется.
Формула изобретения
1. Машина для заделки отверстий в торце многопустотной железобетонной панели, включающая формующие стаканы с поршнями-толкателями и подвижную раму
с силовыми цилиндрами, о т л и ч а ю- щ а я с я тем, что, с целью механизации заделки отверстий при конвейерном способе производства, машина выполнена с поворотной траверсой, на которой жестко закреплены стаканы, а силовые цилиндры подвижной рамы - с подпружиненными штангами, снабженными кронштейнами.
2.Машина по п. 1, отличающаяс я тем, что траверса снабжена штырями.
3.Машина по п. 1, отличающая- с я тем, что поршень-толкатель выполнен
с формообраз 7ощим элементом канала для стока конденсата.
Источники информации принятые во внимание при экспертизе:
1.Авторское свидетельство .Nfe 357084 кл. В 28 В 17/00, 09.03.71 г.
2.Авторское свидетельство N° 2О9277 кл. В 28 В 17/00 01.04.64.
SCi
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1978 |
|
SU990531A1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1980 |
|
SU944938A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Установка для натяжения арматурных стержней | 1986 |
|
SU1406324A1 |
| Устройство для распалубки и сборки форм-вагонеток | 1973 |
|
SU468786A1 |
| Устройство для изготовления и установки заглушек в торцовые отверстия многопустотных панелей из бетонных смесей | 1987 |
|
SU1653962A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |

v
tx
Фиг.З
Шел1
