подвижных вдоль продольной оси пригруэа жестких стержней.
Кроме того, устройство подачи бетона закреплено в нижней части бункера.
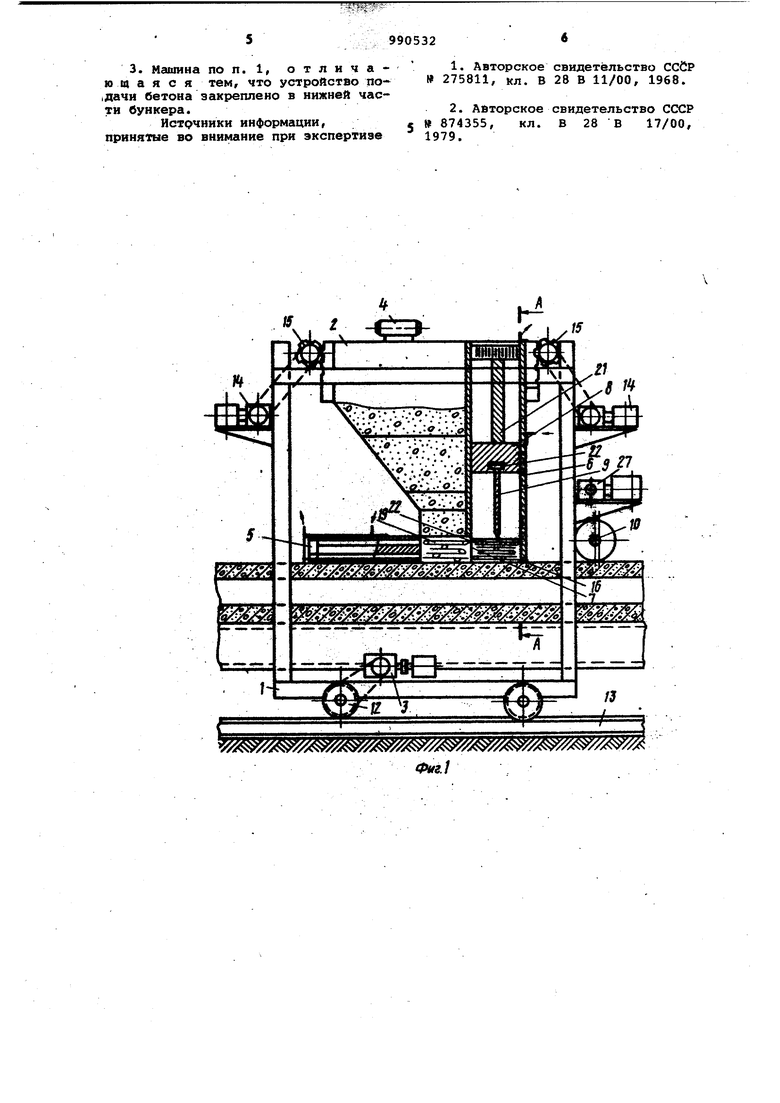
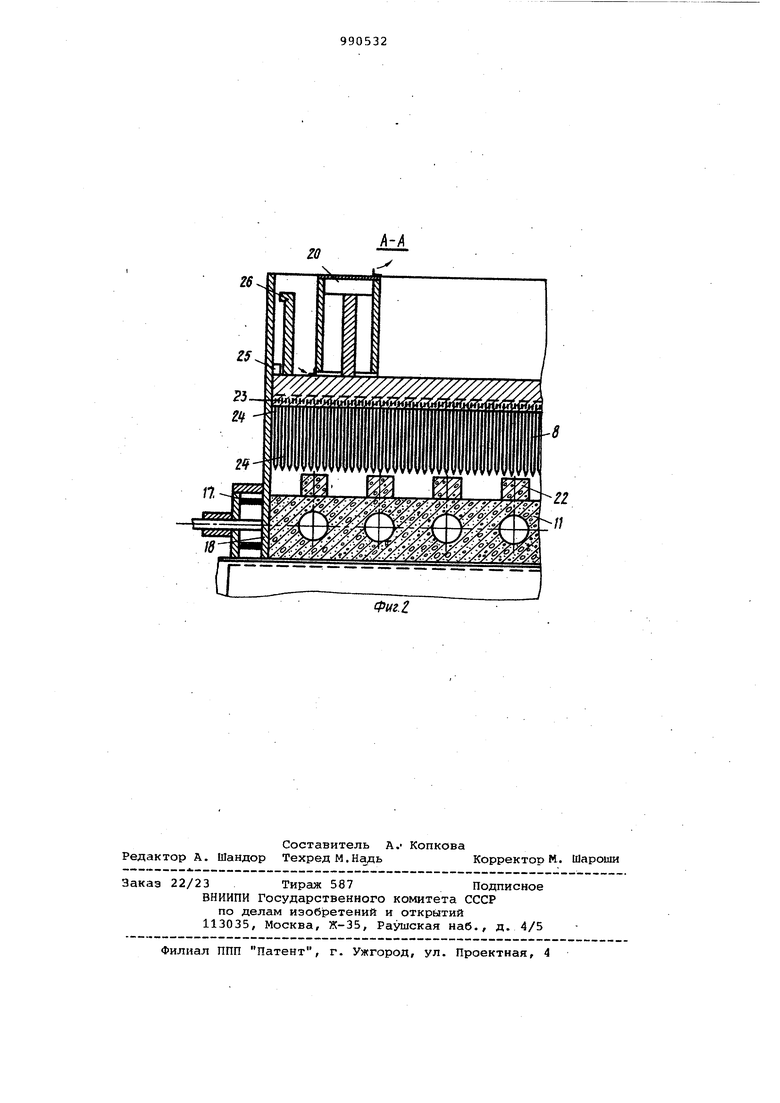
На фиг. 1 изображена машина для заделки отверстий в торцах многопустотных изделий, вид сбоку} на фиг. 2 - разрез А-Л на-фиг. 1.
Машина вклгочает подвижную раму 1, на-которой смонтирован бункер 2 для бетонной смеси, привод 3 передвижения, вибратор 4, поршневой дозатор 5 подачи бетона, опалубка б с окнами 7 для подачи бетона, траверса 8с виброножом 9 и заглаживающий ролик 10
Машина работает следующим образом
После окончания формования участка перекрялтия 11, непре ялвно изготавливаемого методс1ми безопалубочного формования или пресспроката, машину, поставленную на колеса 12, подводят по рельсам 13 к свежеотфор1и{ованной плите, к месту предполагаемого .разреза ленты на отдельные панели перекрытия .
с Помощью приводов 14 и механизйов 15 перемещения, объединенные в одно целое бункер 2, поршневой дозатор 5 и опалубку 6 с траверсой 8 и виброножом 9 опускают на панель перекрытия. При этом между низом поршневого дозатора 5 и верхам перекрытия 11 предусмотрен., зазор 10 мм, а опалубка резиновыми прокладками 16 опирается на тело бетона перекрытия,
с помощью прижимного устройства 17 борта 18 опалубки б плотно обжимают панель с боков. Бетонную смесь, находящуюся в плотном состоянии после вибрации, из бункера 2 с помощью поршневого дозатора 5 поршнями 19 подают в опалубку б/ имеющую окна 7, на панель перекрытия.
При этом поршни 19 закравают: дно бункера 2, прекращая подачу бетона, и закрывают окна 7 в опалубке.
Пустоты с торцов панели перекрытия заделйвают на длину примерно 280 мм (за один раз заделывают одновременно два торца соседних панелей перекрытия, заделка каждой пусто ты - на длину примерно 140 мм), Бетонную смесь применяют той же подвижности, что и для изготовления панелей .
При помощи порвйней 20 со штоком 21 опускают траверсу 8 с виброножом 9, подвижно соединенным с траверсой. Вибронож, опускаясь, прорезает сначала брикеты 22 бетона, поданные из окон 7 опалубки, а затем перерезает панель перекрытия, после чего вибрацию прекращают. Подвижность в горизонтальной плоскости в гнездах 23 штырей 24 облегчает разрезку панели. Опускаемая вместе с виброножом траверса 8 воздействует на брикеты бетона на поверхности панели. При этом бетон обрушает верхние полки над пустотами и плотно заполняет пуртоты, образуя монолитные торцы перёк{% тий. Траверса опускается до упора 25, фиксирующего уровень верха панели перекрытия, после чего траверсу вместе с виброножом поднимают вверх до упора 26. Борта 18 опалубки отжимают, освобождая боковые грани панели, затем заглаживающим роликом 10 с приводом 27 выравнивают обработанную поверхность торцов, после .чего панель перекрытия готова к дальнейшей обработке (пропариванию и последующей окончательной разрезке).
Поршни 19 и 20 работают при помотци гидро- или пнев1 эсистем, кото1йле могут быть автономными или подключаться, к общей системе конвейерной линии формования железобетонных изделий. .
Машина для заделки отверстий в торцах многопустотных железобетонных панелей перекрытий имеет малые габариты и может быть использована на действующих заводах железобетонных изделий при изготовлении панелей перекрытий методами непрерывного формования без существенных дополнительных затрат.
Машина позволит механизированным способом заделывать отверстия с торцов панелей перекрытий. Бе применени ,обеспечит повышенную прочность торцов и позволит применять более экономичные многопустотные панели в зданиях высотой более девяти этажей, что даст экономию стали не менее 2 кг на 1 м панели и обеспечит применение более низких марок бетона (до 200) изготовленных на обычном цементе (марки 400), за счет чего экономия цемента составит не менее б кг на 1 м панели:
Формула изобретения
Машина для заделки отверстий в торцах многопустотных железобетонш« изделий, содержащая подвижную раму, на которой смонтированы бункер для бетонной смеси, опалубка и подвижный пригруз, отличающаяся тем, что, с целью обеспечения возможности эак оноличивания торцов изделий при непрерывном формовании, .. она снабжена установленным на пригрузе виброножом и устройством подачи в опалубку бетона для заделки отверстий, смонтированном на бункере 2, Машина по п. 1, отличаю щ а я с я тем, что вибронож выполнен в виде подвижных вдоль продольной оси пригруэа жестких стержлей.
3. Машина по п. 1, отличающаяся тем, что устройство по|Дачи бетона закреплено в нижней части бункера.
Истрчники информации, npHHfltHe во внимание при экспертизе
1.Авторское свидетельство СССР № 275811, кл. В 28 В 11/00, 1968.
2.Авторское свидетельство СССР 874355, кл. В 28 В 17/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для заделки отверстий в торце многопустотной плиты перекрытия | 1979 |
|
SU874355A1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1978 |
|
SU990531A1 |
| МАШИНА ДЛЯ ЗАДЕЛКИ ОТВЕРСТИЙ В ТОРЦЕ МНОГОПУСТОТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПАНЕЛИ | 1970 |
|
SU275811A1 |
| Установка для формования изделий с пустотами из бетонных смесей | 1981 |
|
SU1004109A1 |
| Способ усиления концевой части свежеотформованного пустотного строительного изделия | 1980 |
|
SU1100099A1 |
| Способ заделки пустот в торцах свежеотформованных плит перекрытий | 1980 |
|
SU1009773A1 |
| МАШИНА ДЛЯ ЗАДЕЛКИ ОТВЕРСТИЙ В ТОРЦЕ МНОГОПУСТОТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПАНЕЛИ | 1968 |
|
SU209274A1 |
| Устройство для заделки отверстий свежеотформованными пробками | 1981 |
|
SU1043013A1 |
| Машина для заделки отверстий в торце многопустотной железобетонной панели | 1980 |
|
SU944938A1 |
| Установка для формования железобетонных многопустотных изделий | 1977 |
|
SU625931A1 |
№
% Й8 ЙЙ59ЙЙ 5§
15
Й(«/
26
Фиг. 2
