(54)УСТРОЙСТВО ДЛЯ ПОДАЧИ ОБРЕЗИНЕННОГО КОРДА НА СБОРОЧНЫЙ БАРАБАН
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки длинномерного материала | 1981 |
|
SU958284A1 |
| Устройство для намотки длинномерного материала | 1990 |
|
SU1736884A1 |
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1979 |
|
SU828563A2 |
| Устройство для наложения полосового материала на сборочный барабан | 1986 |
|
SU1382661A1 |
| Питатель к станку для сборки покрышек пневматических шин | 1989 |
|
SU1771981A1 |
| Устройство для подачи обрезиненного корда на сборочный барабан | 1985 |
|
SU1273326A1 |
| Линия сборки автопокрышек | 1965 |
|
SU273922A1 |
| Устройство для намотки длинномерного материала | 1983 |
|
SU1118543A2 |
| Устройство для наложения металлокордного брекера на сборочный барабан | 1981 |
|
SU1187708A3 |
| СПОСОБ НАЛОЖЕНИЯ КОРДНОЙ ЛЕНТЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2375187C1 |
1
Изобретение относится к оборудованию шинной промышленности и предназначено для подачи и наложения слоев обрезиненного корда например металлокордного брекера, на барабан сборочного станка.
Известно устройство для подачи и наложения слоев брекерного корда на сборочный барабан, включаюплее бобины с кордом и с прокладкой, компенсатор, рольганг и подаюш ую каретку, два ролика которой связаны зубчатой передачей со сборочным барабаном 1.
Однако жесткая связь подающих роликов со сборочным барабаном не обеспечивает синхронизацию скоростей подачи слоя и наложения его на сборочный барабан по мере увеличения диаметра сборочного барабана в процессе наложения. Это приводит к вытяжке корда и снижению качества покрышек.
Известно также устройство для подачи обрезиненнога корда на сборочный барабан, содержашее держатели питаюших бобин, подающий рольганг, рама которого смонтирована на передвижной платформе, и прижимной ролик , установленный на рольганге с возможностью контактирования со сборочным барабаном 2.
Недостаток известной конструкции заключается в том, что она не обеспечивает безвытяжную подачу длинных (5-7 м) сло5 ев металлокордного брекера для крупногабаритных покрышек, поскольку прижимной ролик взаимодействует путем фрикции только с двумя последними роликами подающего рольганга и при подаче длинных слоев
5Q необходимо преодолевать сопротивление всех остальных неприводных-роликов.
Вместе с тем, наличие двухступенчатой фрикционной передачи сборочный барабан - прижимной ролик и прижимной ролик ролики рольганга снижает надежность син15 хронизации скоростей из-за возможности проскальзывания, что приводит к увеличению вытяжки корда и снижению качества покрышки.
20 Кроме того, для обеспечения синхронизации скоростей подачи слоя и скорости наложения его на сборочный барабан прижимной ролик прижимается к сборочному барабану путем перемещения всего рольганга, что усложняет конструкцию устройства.
Целью изобретения является повышение надежности работы.
Цель достигается тем, что в устройстве для подачи обрезиненного корда на сборочный барабан, содержащем держатели питающих бобин, подающий рольганг, рама которого смонтирована на передвижной платформе, и прижимной ролик, установленный на рольганге с возможностью контактирования со сборочным барабаном, рама рольганга имеет рычаги с приводом их поворота, а прижимной ролик смонтирован на этих рычагах, при этом прижимной ролик и ролики рольганга кинематически соединены между собой.
Такая кинематическая связь позволяет синхронизировать скорости подачи слоя корда и наложения его на сборочный барабан, что обеспечивает безвытяжную подачу корда и повыщает качество готовой покрыщки.
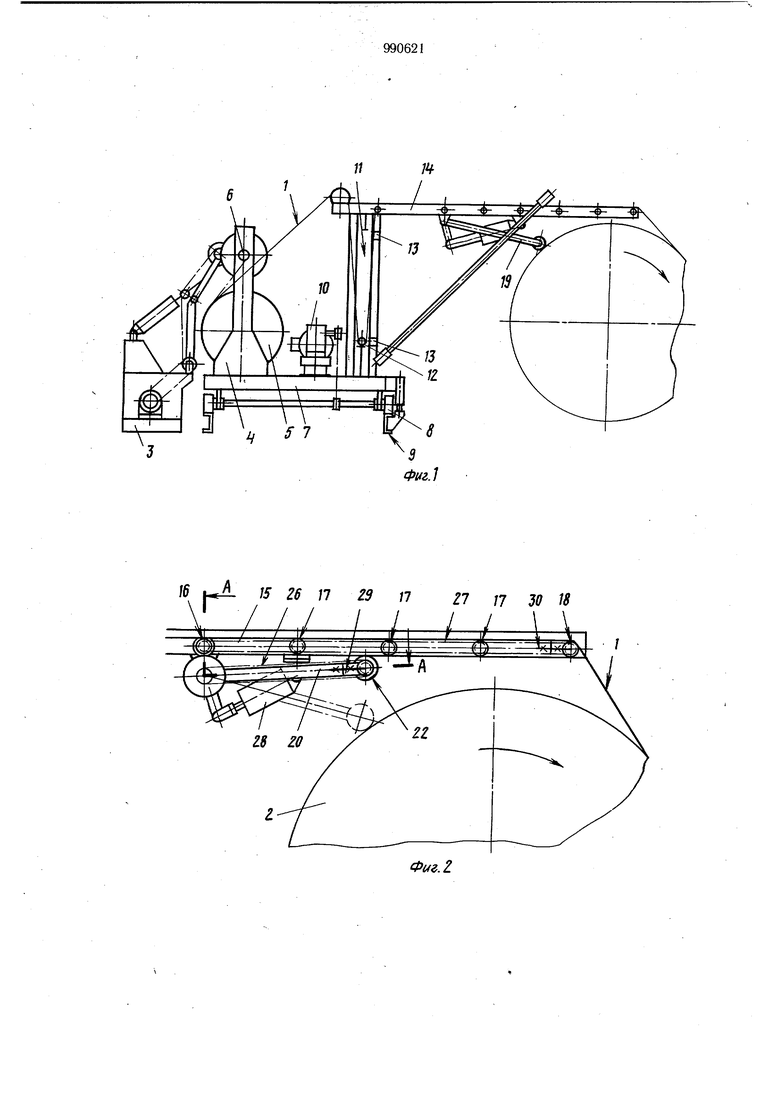
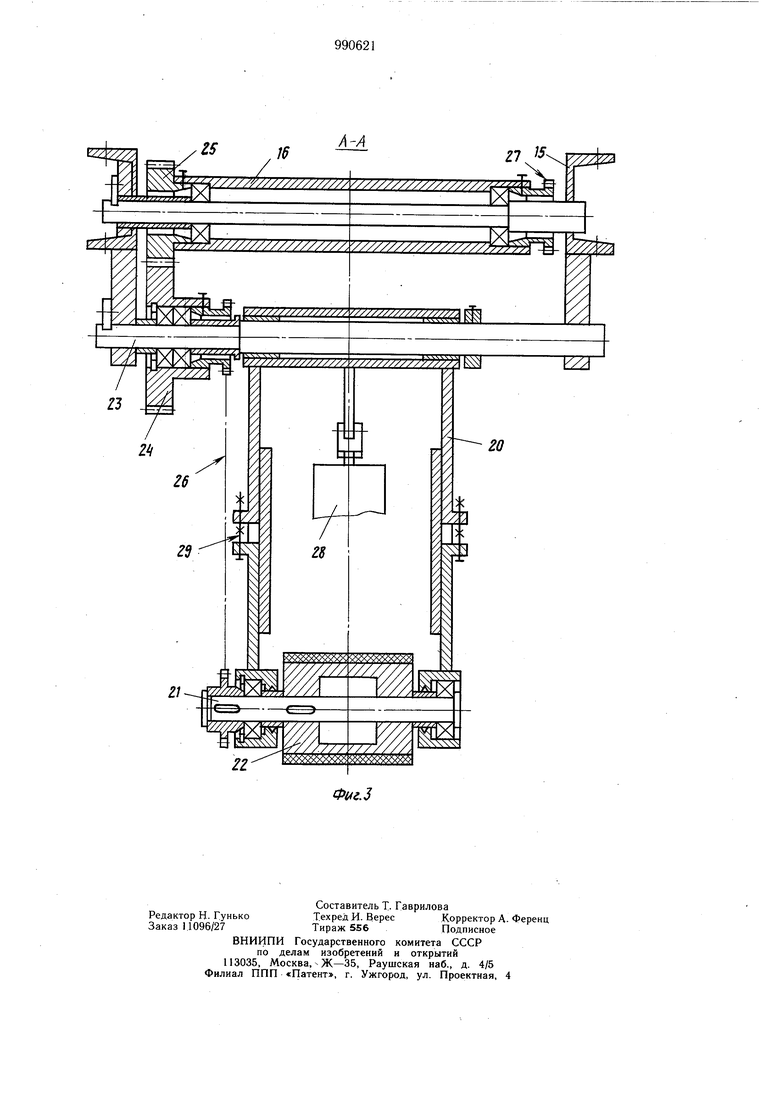
На фиг. 1 изображено устройство для подачи обрезиненного корда на барабан сборочного станка, вид сбоку; на фиг. 2 - устройство для синхронизации скоростей в исходном положении, вид сбоку; на фиг. 3 разрез А-А на фиг. 2.
Устройство для подачи обрезиненного корда 1 на сборочный барабан 2 содержит раскаточное устройство 3 и держатели с бобиной 5 для корда и бобиной 6 для прокладки, установленные на платформе 7 с возможностью перемещения на ходовых колесах 8 по направляющим 9. На платформе 7 установлен привод 10 перемещения и компенсатор 11, снабженный компенсационным роликом 12 и конечными выключателями 13.
Устройство содержит также подающий рольганг 14, на раме 15 которого установлены ролики 16-18, и механизм 19 для синхронизации скоростей.
Механизм 19 включает двуплечие поворотные рычаги 20, на одном конце каждого из которых на оси 21 закреплен прижимной ролик 22, а на другом на оси 23 свободно закреплено зубчатое колесо 24.
Зубчатое колесо 24 находится в зацеплении с зубчатым колесом 25, неподвижно закрепленные на роли.ке 16 рольганга 14, и связано цепной передачей 26 с прижимным роликом 22.
Ролик 16 связан цепной передачей 27 с подающими роликами 17 и 18.
Рычаги 20 связаны со штоком пневмоцилиндра 28, закрепленного другим своим концом на раме 15 рольганга 14. Для регулировки натяжения цепей передач 26 и 27 предусмотрены регулировочные винты 29 и 30 соответственно.
Устройство работает следующим образом.
Перед началом работы платформу 7 с помощью привода 10 перемещают в рабочее положение перед сборочным барабаном 2 для наложения первого слоя металлокордного брекера. Путем подачи воздуха
в пневмоцилиндр 28 поворачивают рычаги 20 до контакта ролика 22 с поверхностью сборочного ба,рабана 2. При вращении сборочного барабана 2 прижимной ролик 22 через цепную передачу 26, зубчатые колеса 24 и 25 и цепную передачу 27 передает
крутящий момент подающим роликом 16-18 так, что обеспечивается синхронизация окружных скоростей подающих роликов и сборочного барабана, в результате чего корд из бобины 5 подается и накладывается
на барабан без вытяжки.
После наложения первого слоя корда раскаточное устройство 3 работает до тех пор, пока ролик 12 компенсатора 11 не достигнет нижнего положения и не отключит привод вращения раскаточного ролика.
Одновременно с помощью пневмоцилиндра 28 поворачивают рычаги 20 вокруг оси 23 и отводят прижимной ролик 22 от сборочного барабана 2. Платформу 7 перемещают в рабочее положение для наложения второго слоя брекерного корда и цикл повторяется.
По сравнению с известным предлагаемое устройство обеспечивает безвытяжную подачу слоев металлокордного брекера больщой длины в полуавтоматическом режиме, устройство просто по конструкции и удобно в эксплуатации и обслуживании и надежно в работе.
Формула изобретения
Устройство для подачи обрезиненного корда на сборочный барабан, содержащее держатели питающих бобин, подающий рольганг, рама которого смонтирована на передвижной платформе, и прижимной ролик, установленный на рольганге с возможностью контактирования со сборочным барабаном, отличающееся тем, что, с целью повышения надежности работы, рама рольганга имеет рычаги с приводом их поворота, а прижимной ролик смонтирован на этих рычагах, при этом прижимной ролик и ролики рольганга кинематически соединены между собой.
Источники информации,
принятые во внимание при экспертизе 01. Патент США № 3993530, кл. 156-405,
.2 30 18
