Изобретение относится к области производства пневматических шин и может быть использовано в шинной промышленности, в частности для сборки покрышек радиальной конструкции, а так же для покрышек диагонального построения.
Известна линия для сборки каркасных браслетов покрышек пневматических шин по авт.св. № , содержащая поворотный ротор со смонтированными на нем посредством валов сборочными барабанами, устройство для подачи и наложения заготовок каркасных браслетов, устройства для передачи заготовок и приводы для поворота ротора и для вращения сборочных барабанов, в которыд валы сборочных барабанов расположены тангенциально по отношению к поворотному ротору.
Недостатками этой линии является то, что перемещение транспортных устройств для съема собранных
каркасных браслетов по монорельсам, расположенным над устройствами подачи и наложения заготовок, затрудняет условия обслуживания последних, требует применения специалных ограждающих устройств и удлиняет пути транспортирования собранных каркасных браслетов.
Кроме того, неизменное расположение (постоянно выбранное) сборочных барабанов на поворотном роторе в процессе его работы усложняет компоновку такой линии с линией окончательной сборки покрышек и ограничивает ее универсальность.
Целью изобретения является улучшение условий обслуживания и эксплуатации устройства для подачи, на ложения и передачи заготовок каркасных браслетов.
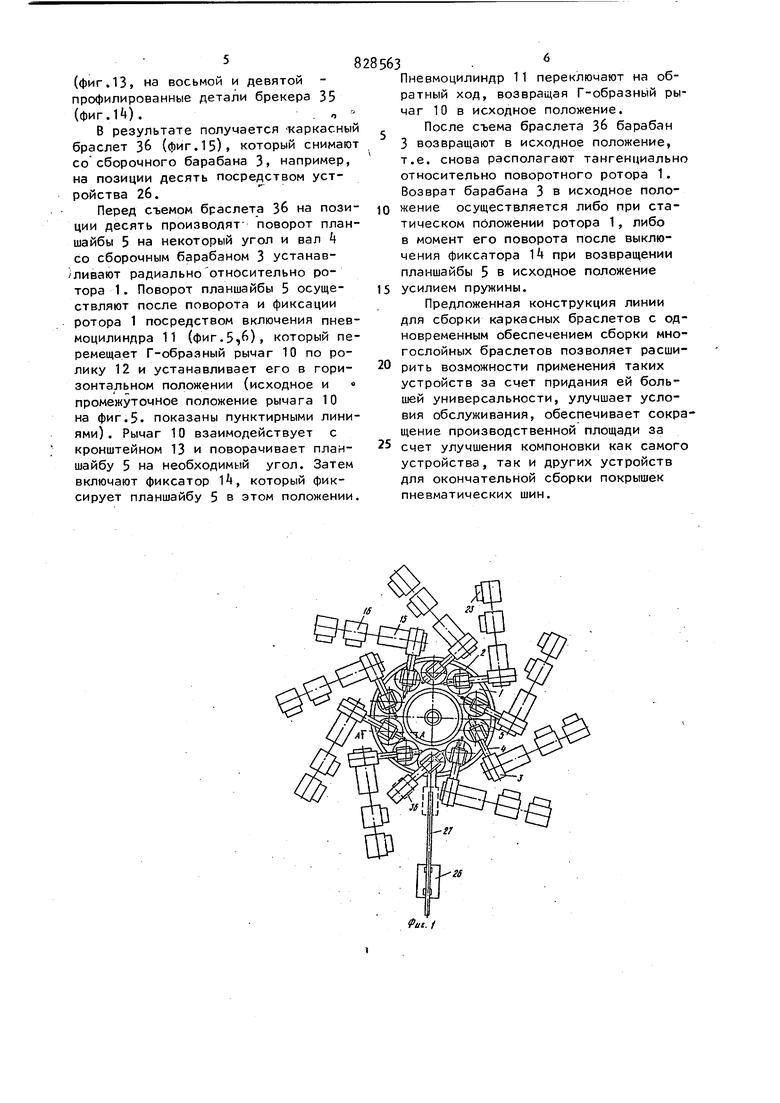
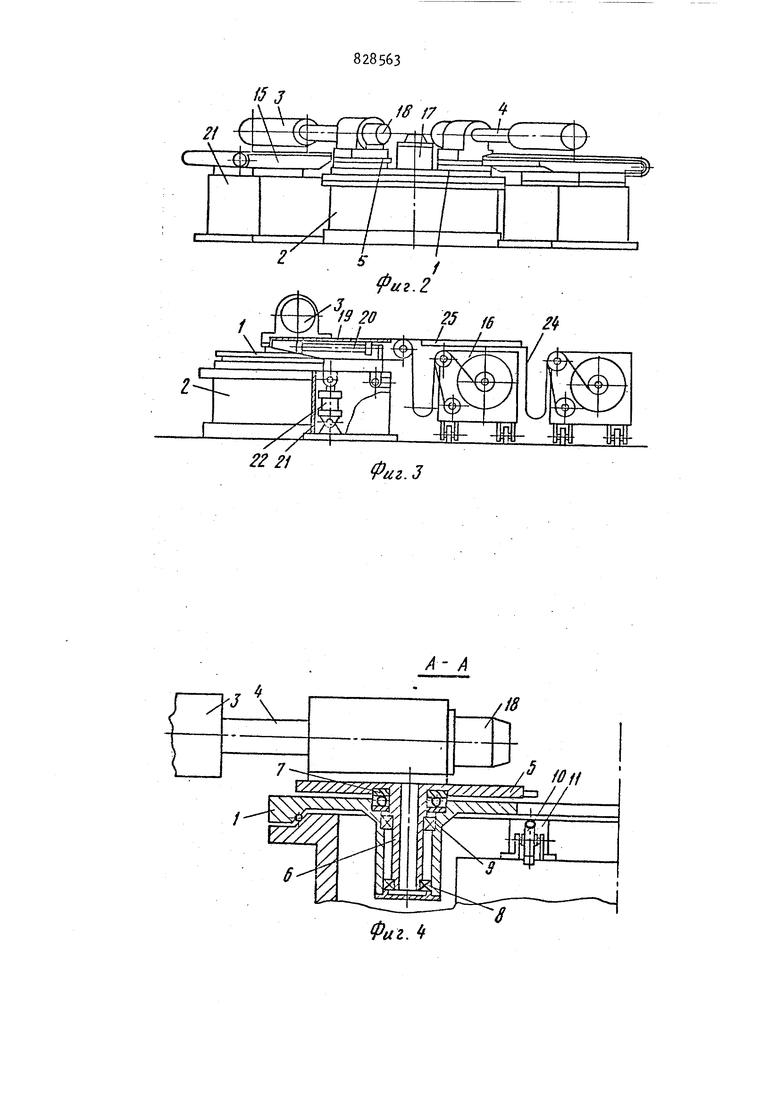
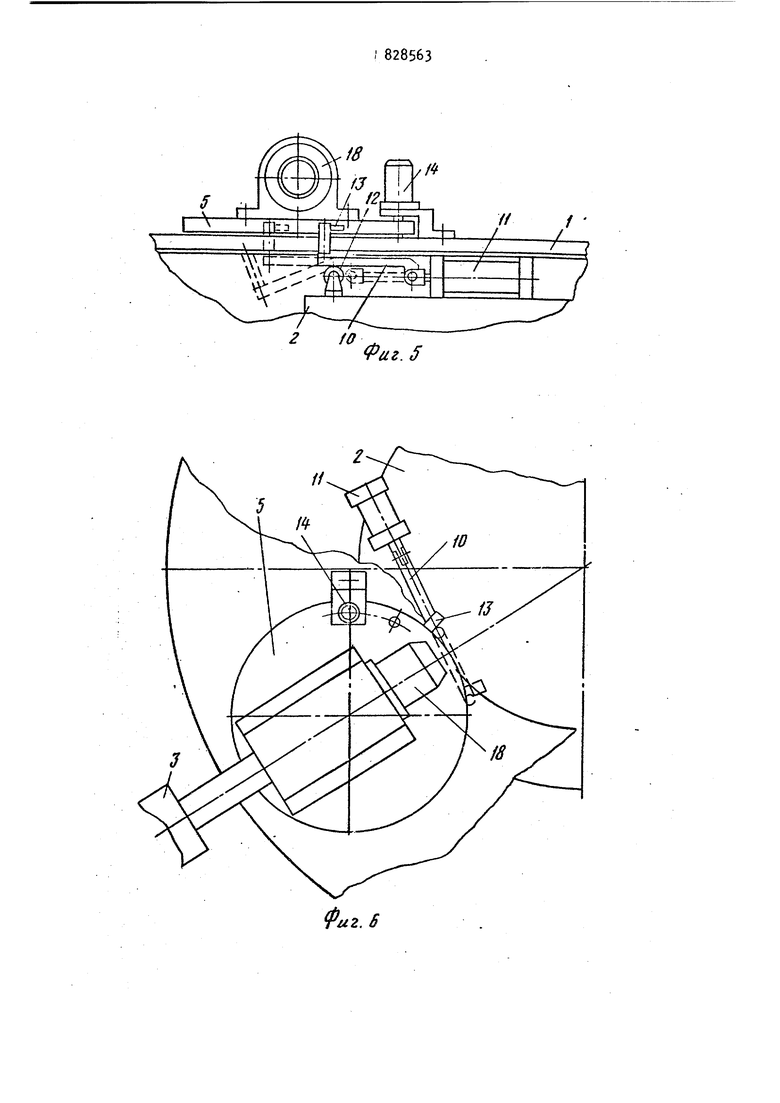
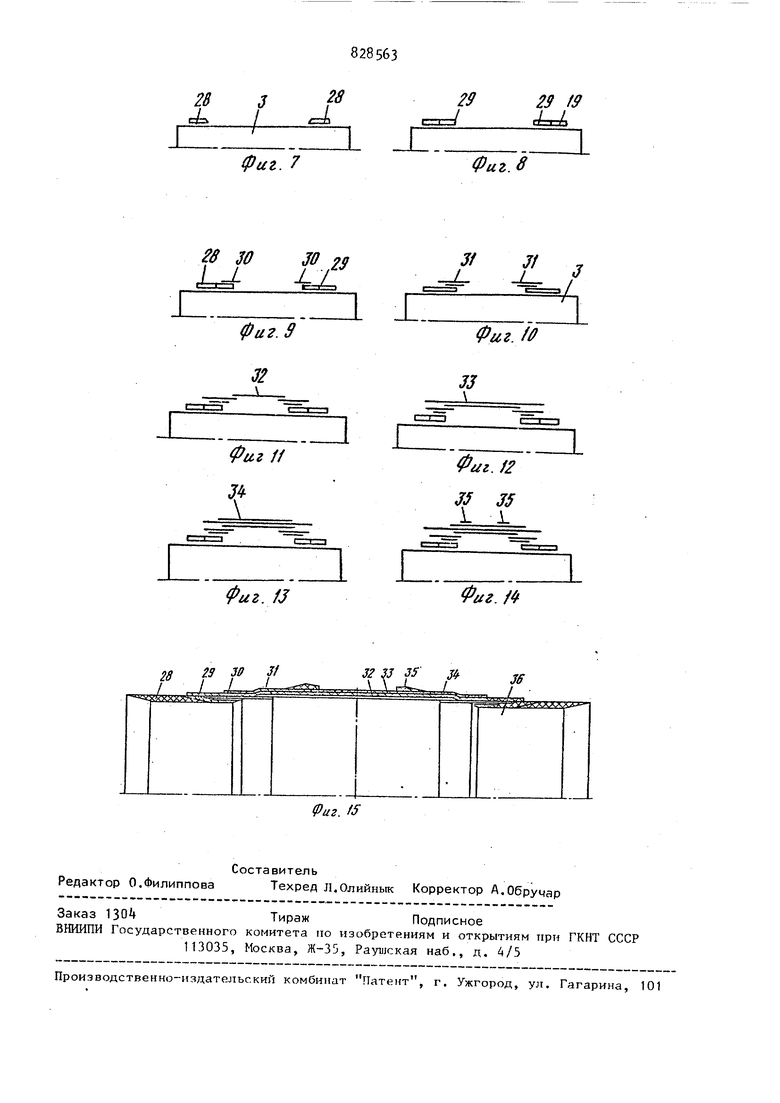
Поставленная цель достигается тем, что линия для сборки каркасных браслетов покрышек пневматических шин снабжена смонтированными на роторе поворотными планшайбами с приводами их поворота, а валы сбороч ных барабанов установлены на планшайбах. Оси поворотных планшайб смонтированы параллельно оси поворота ротора. На фиг. 1 изображена линия, вид в плане) на фиг.2 - то же, вид сбоку (условно показаны два сборочных барабана и не показаны питающие каретки) на фиг. 3 - то же, вид с торца одного из барабанов (остальные барабаны условно не показаны) , на фиг. - разрез А-А на фиг.1; на фиг. 5 - вид на механизм поворота планшайбы , на фиг.6 вид сверху на фиг.55 на фиг.7-1 технологические схемы наложения на барабан слоев корда и отдельных деталей при образовании браслетаi на фиг. 15 - продольный разрез браслета, собранного на линии. Линия для сборки каркасных браслетов содержит поворотный ротор 1 (фиг.1 и 2), установленный на платформе 2 и снабженный, например, десятью сборочными барабанами 3, каждый из которых смонтирован на валу k. Валы установлены в подшипниковь1х опорах, закрепленных на поворот ных планшайбах 5, которые смонтированы своими осями 6 (фиг.4). посред ством подшипников 7-9 на роторе 1, Для поворота планшайбы 5 на платформе 2 смонтирован механизм поворота, выполненный в виде Г-образног рычага 10 (фиг.,5,6), шарнирно соединенного со штоком пневмоцилинд ра 11 и взаимодействующего с роликом 12, зак|эепленным на платформе 2 и кронштейном 13 планшайбы 5- Возврат планшайбы 5 в исходное положен осуществляется посредством, наприме пружин растяжения или кручения, фик сация планшайбы 5 осуществляется в двух положениях посредством фиксато ра 14, установленного на роторе 1. Оси пЛаншайб 5 смонтированы параллельно оси поворота ротора 1. Линия снабжена устройствами 15 (фиг.2, 3) для подачи заготовок, питающимися транспортными каретками 1б с кордными заготовками и деталям собираемого каркаса. Ротор 1 снабже приводом 17 поворота и приводами для вращения сборочных барабанов 3 Устройства 15 снабжены подъемны столом 19, перемещаемым относитель барабана 3 посредством привода 20. Для подъема стола 19 в станине 21 установлен привод 22. Транспортные каретки 1б на рабочих позициях взаимодействуют с приводами 23 для раскатки материала заготовки с бобин каретки. Для передачи заготовки 2k через первую транспортную каретку установлен, например, рольганг 25. Съем собранного браслета со сбо- . рочного барабана 3 ротора 1 на позиции съема и передача его на устройство для окончательной сборки покрышек пневматических шин может быть осуществлен при помощи устройства 2б, перемещаемого, например, по монорельсу 27. Линия для примера имеет десять позиций, одна из которых служит для съема собранного браслета. При необходимости количество позиций для съема собранных браслетов может быть и больше, например две. Одновременно эти позиции являются резервными при увеличении количества деталей в браслете на этих позициях можно осуществлять также и наложение деталей. Линия работает следующим образом. Изготовление каркасного браслета начинается, когда сборочНые барабаны 3 будут зафиксированы над устройствами 15. После этого включают привод 22 для подъема стола 19 до контакта его со сборочным барабаном 3, затем включают приводы 18 и 20 и происходит вращение барабана 3 и перемещение относительно него стола 19. При этом конец заготовки удерживается на барабане 3, Происходит передача заготовки со стола 19 на барабан 3 и образование первого слоя браслета. В данном случае первым слоем являются боковины 28 (фиг.7). После выполнения первой операции ротор 1 поворачивают. Сборочный бараран 3 переходит на вторую позицию, где производят наложение бортовых лент 29 (фиг.8). На следующей позиции накладывают бортовые металлокордные ленты 30 (фиг.9), на четвертой позиции накладывают ленты из моноволокна 31 (фиг.10), на пятой герметизирующий слой 31 (фиг.11), на шестой - слой корда 33 (фиг.12), на седьмой - второй слой корда 3 (фиг.13, на восьмой и девятой профилированные детали брекера 35 (фиг.1).. о В результате получается «каркасный браслет Зб (фиг.15), который снимают со сборочного барабана 3, например, на позиции десять посредством устройства 2б. Перед съемом браслета 36 на позиции десять производят- поворот планшайбы 5 на некоторый угол и вал 4 со сборочным барабаном 3 устанав)ливают радиальноотносительно ротора 1. Поворот планшайбы 5 осуществляют после поворота и фиксации ротора 1 посредством включения пневмоцилиндра 11 (фиг.5,6), который перемещает Г-образный рычаг 10 по ролику 12 и устанавливает его в горизонтальном положении (исходное и « промежуточное положение рычага 10 на фиг.5. показаны пунктирными линиями). Рычаг 10 взаимодействует с кронштейном 13 и поворачивает планшайбу 5 на необходимый угол. Затем включают фиксатор I, который фиксирует планшайбу 5 в этом положении . Пневмоцилиндр 11 переключают на обратный ход, возвращая Г-образный рычаг 10 в исходное положение. После съема браслета Зб барабан 3 возвращают в исходное положение, т.е. снова располагают тангенциально относительно поворотного ротора 1. Возврат барабана 3 в исходное положение осуществляется либо при статическом положении ротора 1, либо в момент его поворота после выключения фиксатора 1 при возвращении планшайбы 3 в исходное положение усилием пружины. Предложенная конструкция линии для сборки каркасных браслетов с одновременным обеспечением сборки многослойных браслетов позволяет расширить возможности применения таких устройств за счет придания ей большей универсальности, улучшает условия обслуживания, обеспечивает сокращение производственной площади за счет улучшения компоновки как самого устройства, так и других устройств для окончательной сборки покрышек пневматических шин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки каркасных браслетов покрышек пневматических шин | 1978 |
|
SU745704A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Линия для сборки каркасов покрышек пневматических шин | 1978 |
|
SU765007A1 |
| Линия для сборки покрышек пневматических шин радиальной конструкции | 1979 |
|
SU786172A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| Установка для изготовления покрышек пневматических шин | 1990 |
|
SU1766702A1 |
| Устройство для изготовления резино-кордных изделий | 1979 |
|
SU790490A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Способ сборки радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU671155A1 |
| "Установка для сборки покрышек пневматических шин типа "Р" | 1990 |
|
SU1810294A1 |
22 21 иг.
А- А
Ч
ФигЛ З
2 fO
Фиг.
Фиг, 6
аг. fJ
Фиг. 8
3f
J/
Фиг. f
