(54) ОГНЕУПОРНАЯ МАССА
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровочный материал | 1980 |
|
SU922184A1 |
| Способ монтажа катодного узла электролизера для получения алюминия | 1978 |
|
SU771193A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНОЙ МАССЫ ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1994 |
|
RU2073749C1 |
| Материал для футеровки цоколя электролизера | 1982 |
|
SU1054450A1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2010 |
|
RU2458185C1 |
| КАТОДНОЕ УСТРОЙСТВО ЭЛЕКТРОЛИЗЕРА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ | 2005 |
|
RU2299277C2 |
| Углеродсодержащая набоечная масса | 1983 |
|
SU1177394A1 |
| Холоднонабивной композиционный материал для монтажа подины алюминиевого электролизера | 1990 |
|
SU1749321A1 |
| Катодное устройство электролизера для получения алюминия | 1987 |
|
SU1527324A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОЧИСТОГО ПЕРВИЧНОГО БАЗОВОГО АЛЮМИНИЯ | 1999 |
|
RU2205900C2 |
Изобретение относится к металлургии и может быть использовано при футеровке металлургических агрегатов алюминиевого производства.
Известны футёровочные материа1Ы, используекые в алюминиевой промышленности: подовая масса жароупорная химстойкая паста, гипс 1.
Однако при малой величине подфланцевого зазора в процессе монтажа катода, заполнение зазора подовой массой затруднено, так как она имеет сравнительно крупные твердые включения кокса и термоантрацита и обладает недостаточной пластичностью.
Замазки из жаропрочной химстойкой пасты или .гипса очень быстро растворяются электролитом.
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является углеродная масса для холодного прессования межблочных швов на алнминиевых элект лизерах, содержащая 70% обожженного углеродного материала, низкотемпературный пластификатор (мелассу иди лигносульфана т) и пек 2.
Указанная углеродная масса обла-дает хорошей пластичностью и удобна для заделки зазоров малой величины.
однако при обжиге дает значительную i усадку за счет интенсивной возгонки органического пластификатора, имеет повышенную окисляемость и низкий коэффициент сцепления с фланцевым листом. Это приводит к тому, что в пусковой период электролизера масса окисляется кислородом воздуха и выкрашивается. Между фланцевым листом
10 н массой образуется щель за счет усадки массы. При этом возможно попадание расплава под фланцевый лист, что ведет к прогреванию катодного кожуха и сокращает срок службы элект15ролизера. Кроме того, меласса и лигносульфанат обладают неприятным запахом, что ухудшает условия труда при футеровке катода.
20
Цель изобретения - обеспечение объемного расширения и снижение окисляемости.
Поставленная цель достигается тем, что огнеупорная масса для футеровки
25 металлургических агрегатов алюминиевого производства, включающая углеродистый наполнитель и пек, дополнительно содержит огнеупорную глину, глинозем, по крайней мере один фто30рид или хлорид металла I-III группы
периодической системы и воду при слдующем соотношении компонентов мас. Углеродный наполнитель 24-60 Пек .7-16
Огнеупорная глина 2-18 Глинозем.2-18
По крайней мере один фторид или хлорид металла I-III группы 2-25 Периодической системы Вода22-30
Огнеупорная глина и глинозем обеспечивают пластичность материала при смешивании с водой, кроме того, глина обладает вяжущими свойствами Добавка глинозема предотвращает обраэование трещиноватости при подсыхании. Глинисто-глиноземная суспензия покрывает частицы углеродистого наполнителя и снижает его окисляемость кислородом окружающей среды при обжиге.
В свою очередь пропитка глинистоГлиноземной фракции пеком в процесс нагревания замазки при обжиге повышает стойкость данного материала в расплавленном криолите.
Содержащиеся в материале добавки пека и фтористых или хлористых соеднений металлов расплавляются при нагревании, обеспечивая тем са№лм объгемное расширение материала и уплот нение подфланцевого зазора.
Добавки хлоридов и/или фторидов металлов I-III группы ускоряют реакцию окисления стального листа парами воды, содержащейся в материале Кроме того, данные галогениды при всокой температуре поступают в реакцию с железом, образуя комплексные соединения.
В . результате на границе раздела между огнеупорной замазкой и фланцевым листом образуется прочная прослойка толщиной 1,5-2 мм из окислов и галогенидов железа, которая увеличивает сцепление материала с флан.цевым листом.
Пример. В лабораторных условиях испытываются образцы прототипа и образцы замазки предлагаемого состава. Известный материал включает кокс и пек, замешанные на мелассе ил на лигносульфонате.
Огнеупорная масса предлагаемого состава также состоит изкоксо-пековой композиции, дополнительно содержит огнеупорную глину, глинозем и фтористые и/или хлористые соединения солей I-III группы металлов и замешай а. на воде.
Кокс или пек вводят в измельченно до крупности 0,5-2,0 мм виде. Сухую шихту после тщательного перемешивания разбавляют водой до пастообразного состояния. Из галогенидов металлов I-III группы испытывгиотся
соединения: NaCl , А1С1;,, CaCl , NaF, AlF,, CaF.
В качестве составляющей для огнеупорной замазки испытывается угольна пена, извлекаемая из электролизеров при технологической обработке с со держанием криолита 50%.
В табл. угольная пена дана в пересчете на содержание углеродистого наполнителя, фтористого натрия и фтористого алюминия (по стехиометрии для образцов 7-9. Содержание углеродистого наполнителя регулируют добавкой измельченного кокса. I Приготовленной огнеупорной массой по прототипу и предлагаемого состава наполняют металлические формы, которые помещают в нагревательную печь. Температуру в печи поднимают по тому
1же графику, что и в электролизе в период обжига и пуска, а именно со
скоростью 250 -Ё-, с выдержкой 1 ч
-при 500с, 4 ч - при 950с.
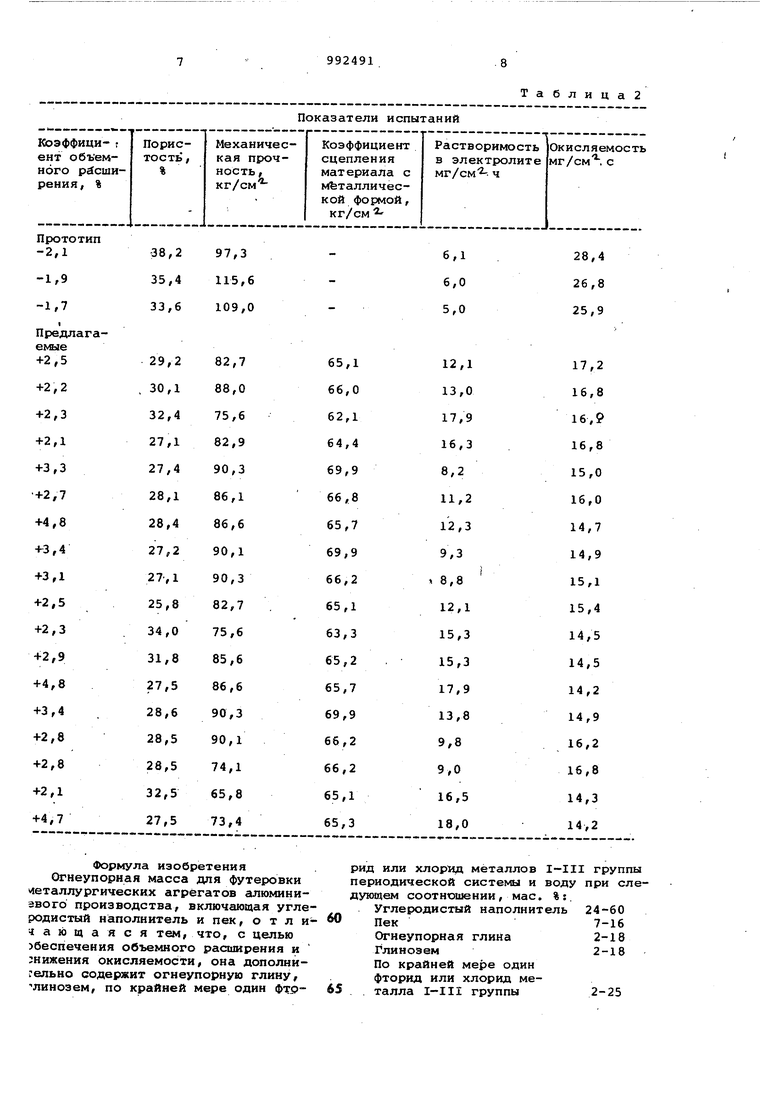
По окончании обжига определ-яют коэффициент объемного расширения материала, пористость, механическую прочность, коэффициент сцепления образца с формой, стойкость материала в электролите, окисляемость
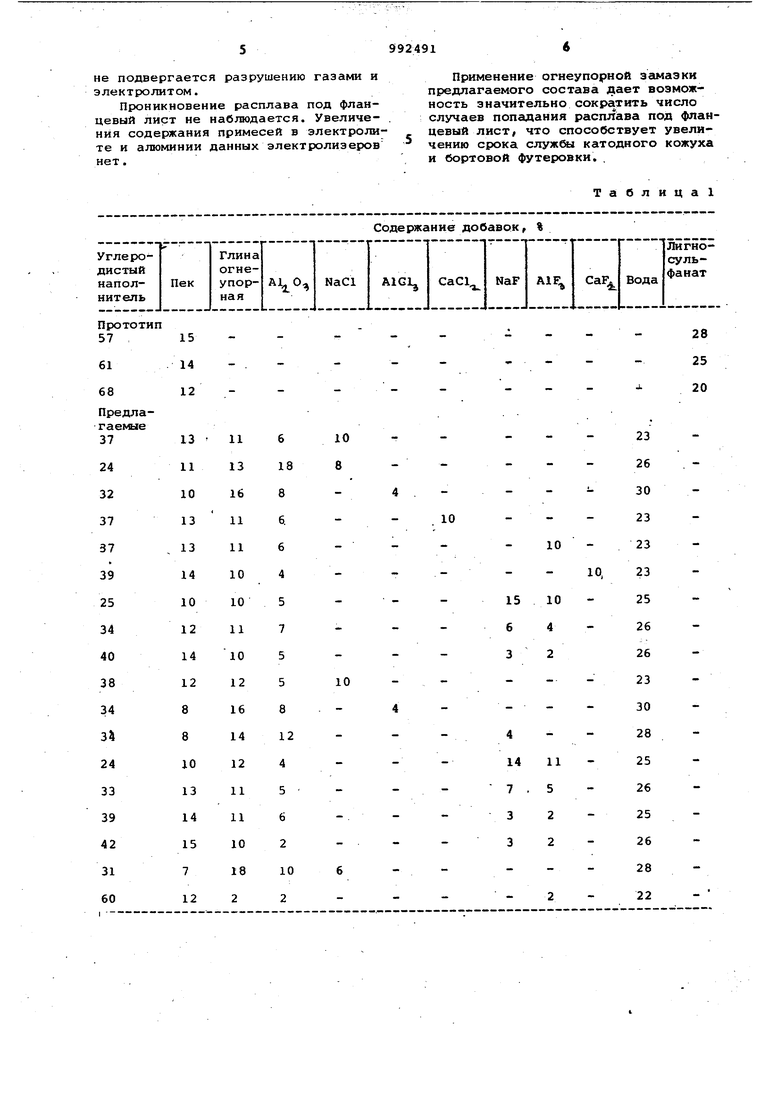
Конкретные составы масс и свойства в сравнении с прототипом представлены в табл. 1 и 2 соответственно.
Из данных таблиц видно, что по совокупности свойств, необходимых для уплотнения подфланцевого зазора (коэффициент объемного расширения, пористость, коэффициент сцепления с металлической формой, окисляемость) предлагаемая масса имеет преимуществ перед прототипом.
Коэффициент линейного расширения положительный, находится в пределах 2,0-4,8%. Пористость пониженная на 2,5-5,9%. Коэффициент сцепления с формой довольно высок, составляет 61,8-70,1 кг/см. Окисляемость ниже уНа 10,5-11,5 кг/см с.Наилучшим комплексом свойств облсщает масса, вkлючaкй aя, вес.%: углеродистый наполнитель 25-60, пек 8-15; глину 8-17; глинозем 3-12, фториды металла 4-22.
Предлагаемой огнеупорной замазкой (8), имеющей наилучшие показатели, содержащей фтористый алюминий и уголную пену, соответственно производят заделку подфланцевого зазора на двух промышленных электролизерах при капитальном ремонте.
Проведенные наблюдения в пусковой и послепусковой период до формирования бортовых настылей и гарнисажа показали, что предлагаемый материал хорошо герметизирует подфланцевый зазор, имеет достаточную прочность.
не подвергается разрушению газами и электролитом.
Проникновение расплава под фланцевый лист не наблюдается. Увеличения содержания примесей в электролите и алюминии данных электролизеров нет .
Применение огнеупорной замазки предлагаемого состава дает возможность значительно сократить число случаев попадания расплава под фланцевый лист что способствует увеличению срока службы катодного кожуха и бортовой футеровки.
Тс1блица1
Показатели испытаний
Таблица2 9 Периодической системы Вода22-30 Источники информации, принятые во внимание при экспертизе 99249110 ным металлам, Металлургия, 1971, кл. С 04 В 35/52, 1979. 1. Справочник металлурга по цветс. 194-206. 2. Заявка Франции W 2429467,
