(54) РАСТОЧНАЯ ОПРАВКА
Изобретение относится к области мсШ1инЬстроения и может быть использовано в металлообрабатывающей промышленности, в частности, для повышения жесткости расточной оправки при обработке отверстий.
По авт.св. № 852451 известна виброустойчивая бортштанга, содержащая корпус, втулку, виброгаситель, выполненный в виде наклонного стержня, напряженное состояние которого создают путем приложения предварительного напряжения под углом к оси оправки и к передней поверхности резца 1.
Недостатком такой оправки является то, что напряженное состояние .создается одним стержнем, диаметр которого ограничивает величину усилия предварительного напряжения. Недостатком также является постоянство углов между осью данной оправки и осью н.аклонного стержня, а также между передней поверхностью резца и точкой приложения предварительного напряжения.
Цепью изобретения является повышение жесткости расточных оправок при глубокой расточке отверстий и расточке корпусных изделий больших
диаметров, повышение режимов резания и улучшение качества растачивае-мых отверстий..
Эта цель достигается тем, что в предлагаемой расточной оправке выполнены стержни, расположенные под разными углами к оси оправки.
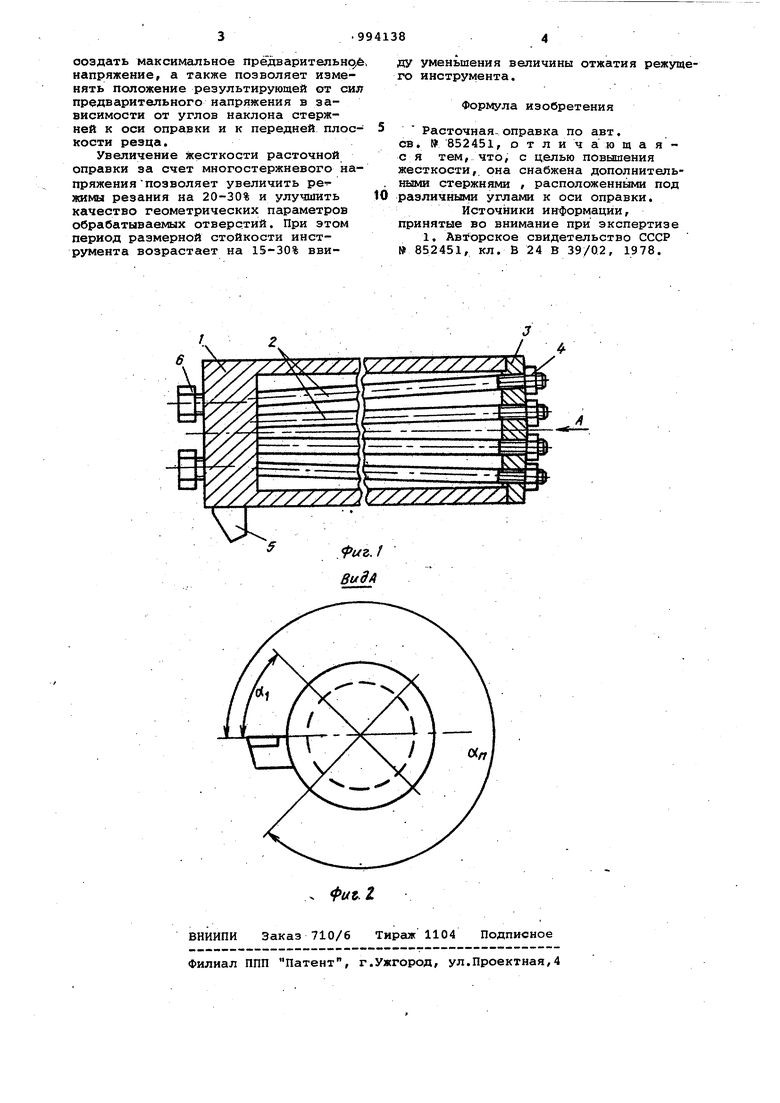
На фиг.1 показана расточная оправка, общий вид; на фиг.2 - вид А
10 на фиг.1.
Оправка состоит из корпуса , стержней 2, фланца 3, гаек 4, режущего инструмента 5, болтов б.
Оправка работает следующим обtsразом.
В корпусе 1 крепится режущий инструмент 5 при помощи болтов 6. Гайками 4 осуществляется наложение предварительной нагрузки на
20 стержни 2. Углы oi между передней поверхностью резца и осями стержней 2 имеют различную величину и определяются режимами резания, обрабатываемым материалом, состоянием об25 рабатываемой поверхности. Углы ott,между осью оправки и осями стержней зависят от глубины и диаметра растачиваемого отверстия и обрабатываемости материала. Замена одного
30 стержня группой стержней позволяет
ооэдать максимальное предварительно напряжение, а также позволяет изменять положение результирующей от сдал предварительного напряжения в зависимости от углов наклрна стержней к оси оправки и к передней плоскости резца.
Увеличение жесткости расточной оправки за счет многостержневого напряжения позволяет увеличить режимы резания на 20-30% и улучшить качество геометрических параметров обрабатываеплых отверстий. При этом период размерной стойкости инструмента возрастает на 15-30% ввиду уменьшения величины отжатия режущго инструмента.
Формула изобретения
Расточная- оправка по авт. св. № 852451, отличающаяся тем, что, с ц.елью повышения жесткости, она снабжена дополнительными стержнями , расположенными под различньми углами к оси оправки.
Источники информации, принятые во внимание при экспертизе
1. Ава орское свидетельство СССР №852451, кл. В 24 В 39/02, 1978.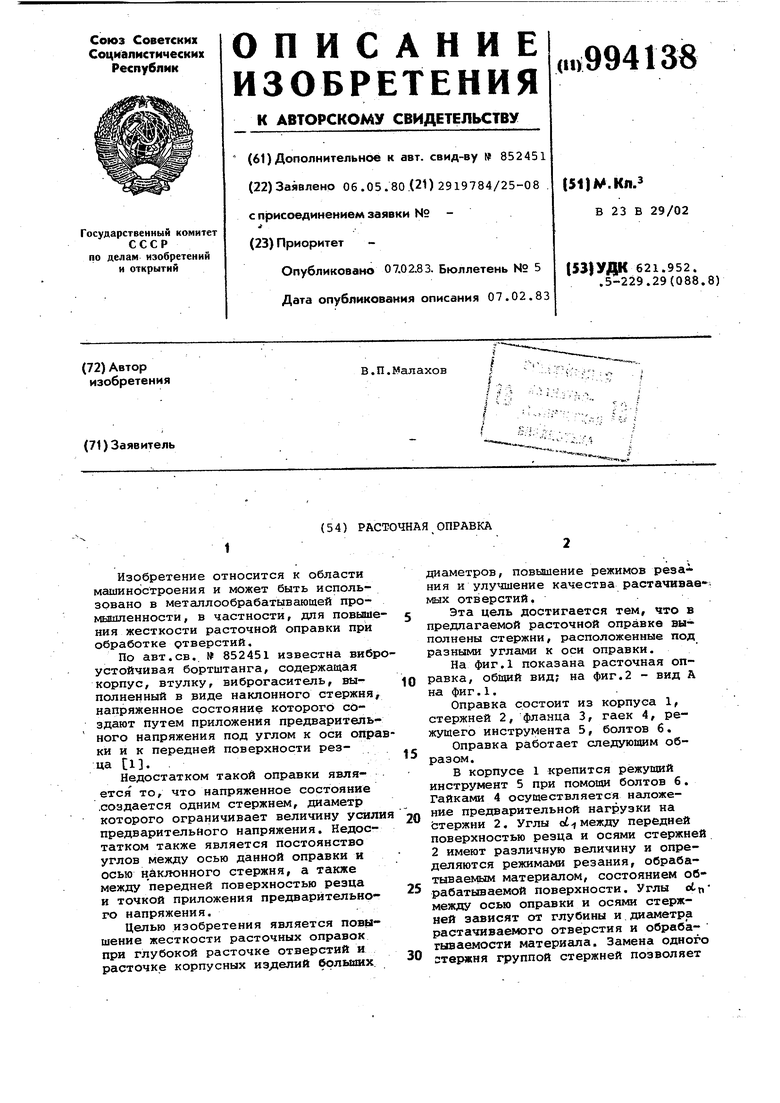
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1978 |
|
SU852451A1 |
| Эжекторная расточная головка | 1982 |
|
SU1140363A1 |
| Расточная головка | 1985 |
|
SU1271670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Расточное устройство | 1989 |
|
SU1704943A1 |
| Расточной резец | 1990 |
|
SU1738478A1 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Расточная головка | 1981 |
|
SU990428A1 |
