{54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ
ЛИСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 1996 |
|
RU2103130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ изготовления биметаллов | 1980 |
|
SU937117A1 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
| Способ производства листового проката | 1978 |
|
SU719716A1 |
| Способ производства толстых листов | 1988 |
|
SU1600873A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| Способ прокатки листов и полос в реверсивной вертикальной клети | 1990 |
|
SU1722625A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА | 2017 |
|
RU2694443C2 |
Изобретение относится к металлургии, а именно производству биметаллов, и может быть использовано при прокате листов.
Известен способ производства листов нерерывнолитых слябов унифицированной umptiHbi, включающий редуцирование посредством многократного изгиба сляба по ширине перед прокаткой до получения высоты продольных гребней в пределах 1,5-2 толщины сляба, и последующей прокаткой со стесненным ущирением ij.
Недостатком способа является провд- дение операции гибки сляба без обжатия. Кроме снижения производительности, это приводит к необходимости иметь в составе оборудования пресс значительной мощ- нисти. Прокатка в валах с волнистой поверхностью требует весьма точной .установки направляющих элементов, например проводковой арматури что также усложняет оборудование.
Наиболее близким к предложенному способу по технической сущности является способ получения бимегаллических плит, заключающийся в зачисгке пов хностей- элементов вращающимися металлическими щетками для удаления окислов и загрязнений, что обеспечивает развитую поверхность соединения, сборке заготовок в пакет и щюкатке с обжатием до 40% 2.ч
Недостатком данного способа является возможность заката загрубпенвой поверхности алюминия при прокате биметаллических плит за счет наличия более твердой составляющей - нержавеющей стали, работающей здесь в роли пресса. Это приводит к расслоению компонентов в местах скопления закатов.
Целью изобретения является улучщение качества соединения листов за счет повышения прочности сцепления..
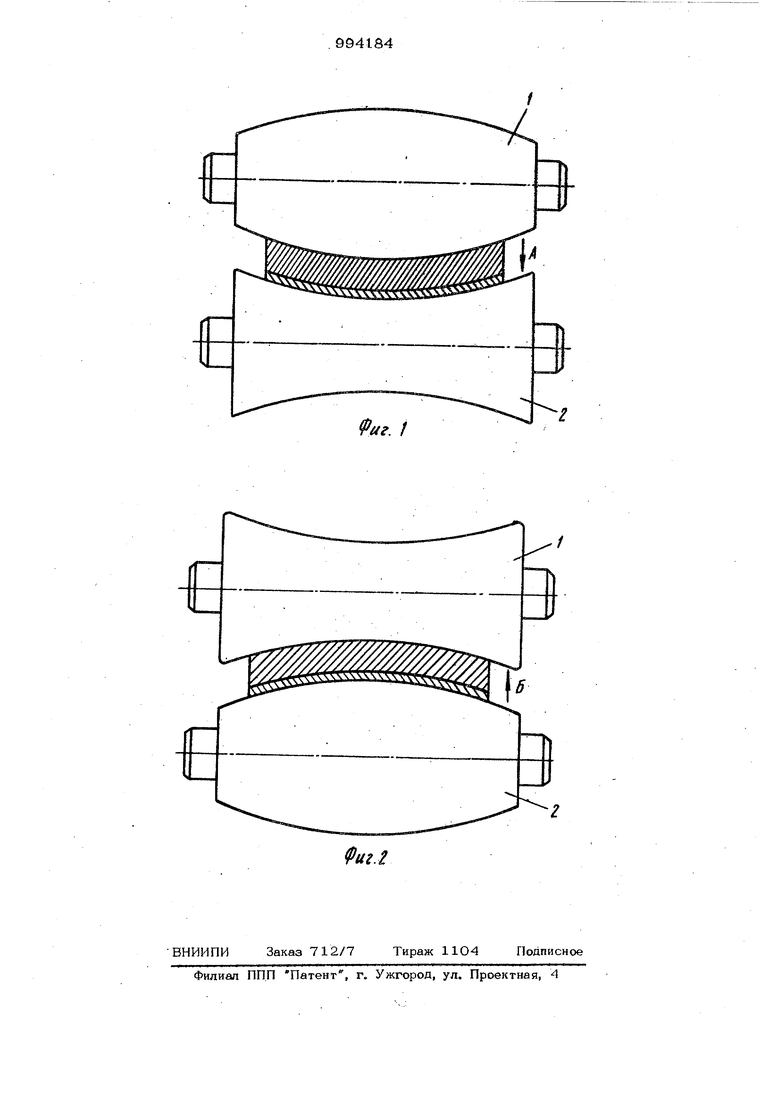
Цель достигается тем, что в известном способе получения многослойных листов, включающем подготовку контактных поверхностей соединяемых листов, сборку их в пакет и последующую горячую прокатку. прокатку ведуг в два этапа: первоначально дефогмируюг пакет в профилированных валках путем одновременного воздействия на него усилий прокатки и переменного изгиба в обе стороны ртносительно продольной оси пакета, достигая суммарной деформации 30-60%, а затем пакет деформируют в цилиндрических валках. На фиг. I показано сечение прокатываемого многослойного листа с изгибом стрелою вниз; на фиг. 2 - то же, с изгибом вверх. В соогвегствии с предлагаемым способом получения многослойных листо в вначале осуществляют подготовку контакт ных поверхностей любым из известных приемов,-после чего производят сборку пакета с обваркой герметичным швом по периметру. ; Нагретый до температуры прокатки пшсет подают в клеть прокатного стана, состо5пцего из профилированных валков I и 2, и первый проход осуществляют с одновремй1НЬ1М гфогибом раската, например, согласно фиг. 1, стрелой А, направленной вниз. После выхода раската из клети его направляют для второго прохода(или в другую клеть), но уже с проти воположным направлением стрелы Б прогиба (фиг, 2). Поскольку прокатка обеспечивает развитие ювенильных поверхностей только в направлении деформации из-за незначительного уширения при прокатке листа,то принципиальным отгшчи&л предлагаемого способа следует считать одновременное совмещение процесса про. катки с пластической деформацией попере , менным изгибом, что приводит к развитию поверхности границы соединения в обоих направлениях. Это обеспечивает увеличение мостиков сцепления, которые стимулируют интенсивность сцепления в зоне переходного слоя. Третий проход осуществляют аналогично первому и так далее до достижения величины суммарной деформации, равной ЗО-60% в зависимое то от высоты исходной заготовки и коне ной толщины. После этого раскат направ ляют в цилиндрические валки, где происходит выравнивание изгиба и последующа прокатка до требуемого размера по толщине.. Величина стрелы apofwea от прохода к проходу может меняться по любому закону (возрастания, убывания или оставаться постояннрй) в зависимости от со отнощения пластических характеристик компонентов биметалла. При прокатке биметалла 16ГС + 08X13 толщиной 2ОО 15ОО ЗООО лист толщиной 2О мм на стане с длий бочки 20ОО ,мм получили, что велина стрелы прогиба, определяемая с поошью преобразованной формулы Гюйгенса, и, достаточной для образования ювениль- х поверхностей и разрушения окислов тносительной поперечной дефорухации в % для двух смежных проходов составит .) 2 -fb L де С - величина стрелы прогиба образующ профилированного валка; - длина тфоекшга дуги на ось валка (равна 15ОО мм); р - длина дуги рабочей части бочки валка, находящийся в контакте с полосой. Р, 0,015L + L 1522,5 (мм). C-lJ(3-1522, 2 t16 :i 112,8 (мм;. Для валковой пары следующего прохоа величина стрелы прогиба будет такой же, но направленной в противоположную сторону. Для достижения прочного соединения слоев необходимо, чтобы отношение коэффициента высотной деформации к коэффициенту поперечной деформации было близко к величине, равной 4-5 (см, например, Пирязев Д. И. и др. Производств биме таллической листовой стали. УкрНИИТИ, Киев, 1966, с. 18). Обычно это значение пытаются достичь путем прокатки пакета в поперечном направлении, однако ; по условиям прочности оборудования это не всегда вьгаолнимо.Примем это отношение равным 4. Тогда при трех парах смежных проходов по 3% деформации изгибом в каждой (с рассчитанной величиной стрелы прогиба) поперечная деформация составит: 1500-3-3 13,5 (мм; 100 Тогда величина произведенного обжатия в валках должна быть равна 13,5 - 4 54лмм), что составит от суммарной деформации прокаткой, равной 20О - 20 « 180 (мм), . Прокагка с изгибом в поперечном s направлении с этой, величиной суммарной деформации дос га точна дпя получения прочного сцепления слоев. Аналогично при прокатке максималь-, ной толщины двухслойного листа 40 мм из заготовки размерами 220 х15ОО х X ЗОСО производим изгиб в поперечном направлении в шести смежных проходах при той же величине стрелы прогиба. Это обеспечит поперечную деформацию, равную1500 г 6 3 . . --TIOO- Тогд(а обжатие в вашсах с поперечным изгибом равно 27 . 4 1О8 (мм). При суммарной деформации прокаткой в 220-4О ISO (мм) это составит „.. ЮО 6О (%). Это обеспечивает прочное сцепление ело ев. Для биметаллических листов толшиной ЗО мм, прокатываемых из пакетов толщиной 210 мм, оптимальнъш будет среднее (из полученных) знч чение поперечной деформации, т. е. за 9 проходов с изгибом (например) 5 стр лой вниз и 4 стрелой вверх). Для тех же параметров раската получаем суммарную поперечную деформацию -i 20.25 IMM) 1500 9 где 1,5 - средняя величина поперечной деформации в каждом проходе Обжатие равно 2О,25 4 81. При суммарной деформации прока ткой равной 21О - ЗО 18О, оно составит 81 too , . 180 45 (%), т. е. это значение суммарной деформаци производимой одновременно с изгибом раската в валках позволяет получить до таточно прочное соединение. Привед енные прчм еры осушес твлялись с постоянной величиной поперечной деформации во всех проходах с изгибом и прокаткой в валках с эквидисгантныкш образующими. Предлагаемый способ получения многослойного листа горячей деформацией позволяет обеспечить прочное соединение слоев без сложных подготовительных операций и снижения производительности, что приводит к повышению качества биметаллического проката. Экономия металла при этом достигает 3-5% на I тойну. При готовом производстве двухслойных листов в цехе 5ООО тонн экономия металла составит 15О-25О тонн, что примерно даст экономию в размере 6О-1ОО тыс. руб. Формула изобретения Способ изготовления многослойных листов включающий подготовку контактньк поверхностей соединяемых листов, сборку их в пакет и горячую прокатку пакета, о т л и ч а ю щи и с я тети, что с целью улучшения качества соединения листов, прокатку ведут в два этапа: первоначально деформируют пакет в профилированных валках путем одновременнсйго воздействия на него усилий прокатки и переменного изгиба в обе стороны от-, носительно продольной оси пакета, достигая суммарной деформации ЗО-6О%, паке т. деформирую т в цилиндрических валках.. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 447188, кл. В 21 В 1/38, 1971. 2.Патент Японии ,№ 54-3468, кл. 12 С 213, 1972 (прототип).
Фиг.2
