Изобретение относится к прокатному ПРОИЗВОДСТВУ и может быть использов - реверсивных толстолистовых ставпй Т - снижение боко- вои обрези и повышение качества проНа 1иГ/ ™ Р -«а-«.
РО-; -.гт-- f Гй--ГПо предлагаемому способу предотвоян йТГ ° -РЦевьпс гра н и конусной Формы в операции разбивки Рины и снижение или предотвращение изгиба раската в первьк пропусках
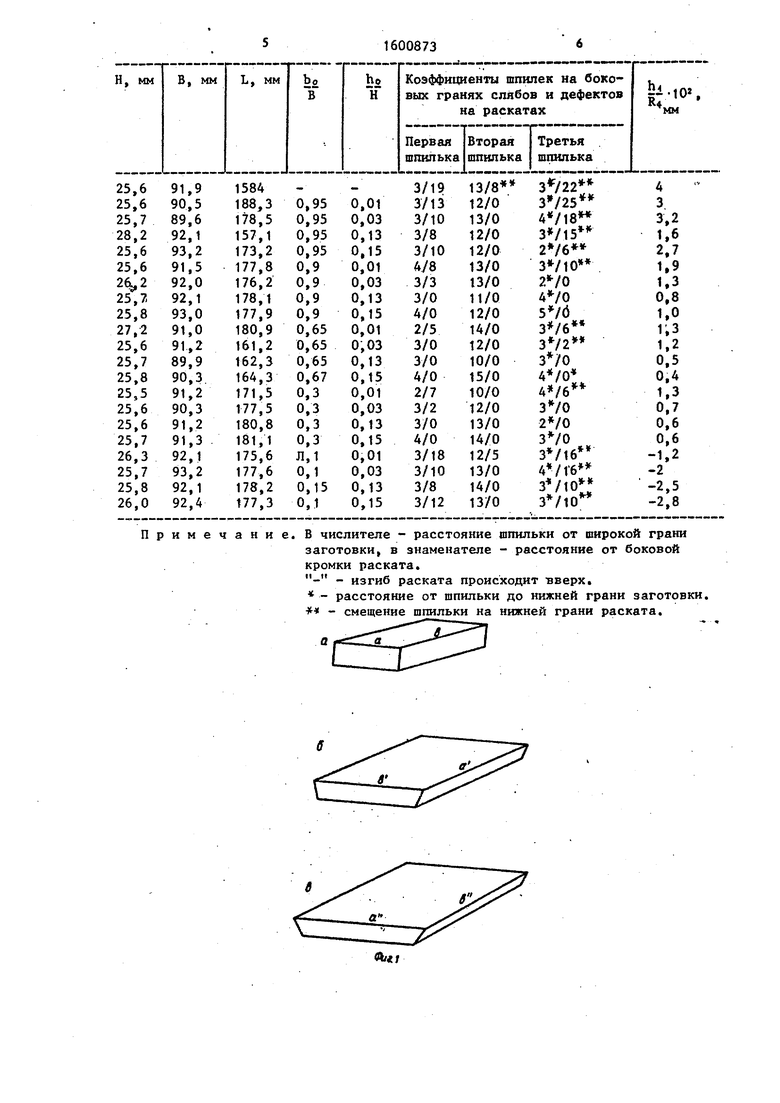
достигают тем, что сляб выполняют
- прогиба сос;ав;яе О:о 1Г 5 о7Г сляба, ширина У тка про г ибТ составляет 0,3-0,9 от ширины сляба. a нагрев и прокатку ведут вогнутой гранью вниз. Такой формой сляба Г порядком технологических операций достигают Образования в первом рограней Г Р граней с обратной вогнутостью
катк - при дальнейшей пробо ее н пго:: - яжкой aS.L широкой грани. Б результате после операции разбчвки пш- Рины торцевые грани сляба имеют пря- «оугольную форму (ф„,.2з). Применение сляба с односторонней вогнутостью
iпозволяет также избежать изгиб раската вниз в первом Пропуске за счет
компенсирующего изгиба раската вверх на широкую грань без вогнутости. Для обеспечения требуемой проработки металла стрела прогиба не должна превышать среднего обжатия в первом прог- пуске, составляющего 0,15. Если же
Стрела прогиба будет 11ревьш1ать обжа- Q тие в первом пропуске, то в середине полосы будет отсутствовать контакт металла с валками, т.е. будут отсутствовать сжимающие напряжения, а воз никнут растягивашще напряжения. В 5
результате это может привести к нару- шению сплошности металла как на поверхности, так и внутри. Если величи; на стрелы прогиба будет меньше 0,03
толщины сляба, то это незначительно 20
-повлияет на переход дефектов с бокоБых на широкие грани (таблицаО, а
компенсирующий изгиб раската будет
; значительно меньше реального изгиба,
т.е. реальный изгиб устраняется не 2
полностью.
Также не достиг ается эффект по уменьшению у величины перехода дефектов с боковых граней на широкие при ширине участка прогиба -более 0,9 ши- рины сляба (таблица); При применении же сляба, у которого ширина участка прогиба составляет менее.0,3 ширины сляба, э.ффект по уменьшению перехода дефектов с боковых на широкие грани достигнут не будет, к тому же величи- на компенсирующего.изгиба раската будет превьш1ать величину реального изгиба (таблица), т.е. суммарный изгиб будет вверх, а не вниз, что сов- дает трудности для задачи раската и
в валки. .
Пример. На лабораторном стане нагревают к прокатывают стальные заготовки с односторонней вогнутостью.
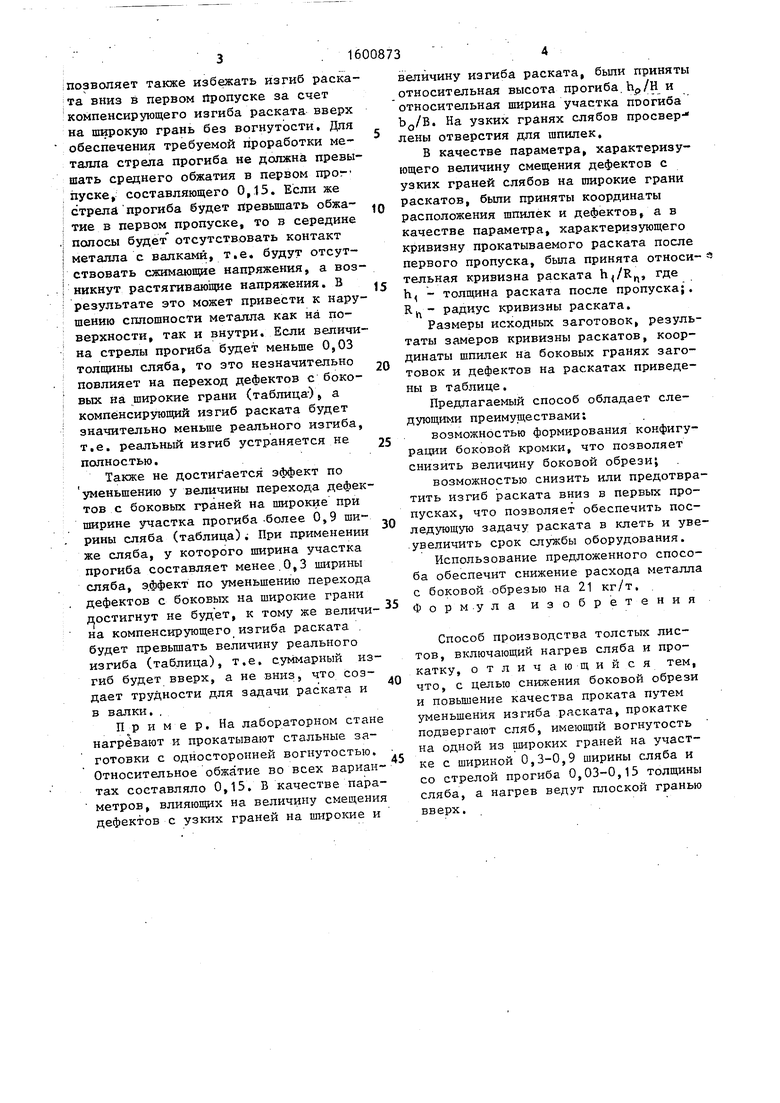
Относительное обжатие во всех вариантах составляло 0,15. В качестве параметров, влияющих на величину смещения дефектов с узких граней на широкие и
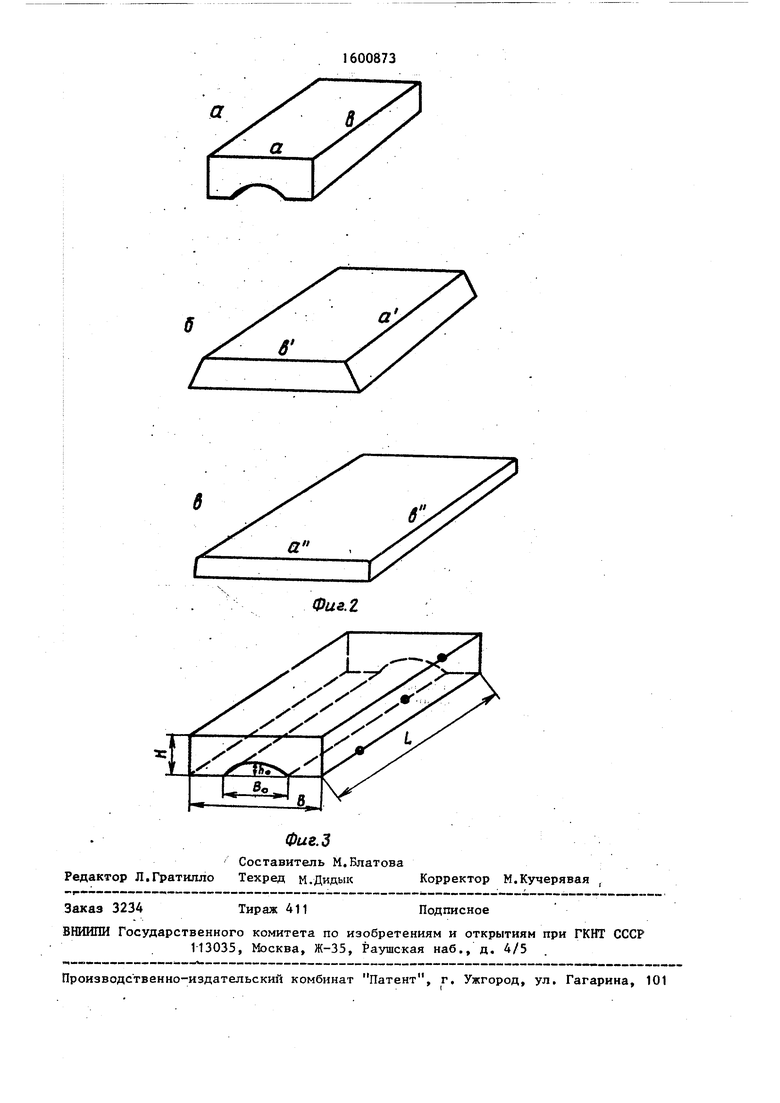
величину изгиба раската, были приняты относительная высота прогиба.hp/H и относительная ширина участка прогиба ЬО/Б. На узких гранях слябов просверлены отверстия для шпилек.
В качестве параметра, характеризующего величину смещения дефектов с узких граней слябов на широкие грани раскатов, были приняты координаты расположения шпилек и дефектов, а в качестве параметра, характеризующего кривизну прокатываемого раската после первого пропуска, была принята относительная кривизна раската h,/R,, где h, - толщина раската после пропуска;. радиус кривизны раската.
Размеры исходных заготовок, результаты замеров кривизны раскатов, координаты шпилек на боковых гранях заготовок и дефектов на раскатах приведены в таблице.
Предлагаемый способ обладает следующими преимуществами;
возможностью формирования конфигурации боковой кромки, что позволяет снизить величину боковой обрези .
возможностью снизить или предотвратить изгиб раската вниз в первых пропусках, что позволяет обеспечить последующую задачу раската в клеть и уве .увеличить срок службы оборудования.
Использование предложенного способа обеспечит снижение расхода металл с боковой обрезью на 21 кг/т. Форм.ула изобретения
Способ производства толстых листов, включающий нагрев сляба и прокатку, отличаю щи и с я тем, что с целью снижения боковой обрези и повышение качества проката путем уменьшения изгиба раската, прокатке подвергают сляб, имеющий вогнутость на одной из широких граней на участке с шириной 0,3-0,9 ширины сляба и со стрелой прогиба 0,03-0.13 толщины сляба, а нагрев ведут плоской гранью вверх.
Примечание. В числителе - расстояние шпильки от широкой грани
заготовки, в знаменателе - расстояние от боковой кромки раската.
- - изгиб раската происходит вверх. - расстояние от шпильки до нижней грани заготовки, - смещение шпильки на нижней грани раската.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2209125C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| Слиток для деформирования | 1983 |
|
SU1097399A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА РЕВЕРСИВНОМ ТОЛСТОЛИСТОВОМ СТАНЕ | 2009 |
|
RU2403998C1 |
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ производства проката | 1979 |
|
SU816599A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА НА РЕВЕРСИВНОМ ТОЛСТОЛИСТОВОМ СТАНЕ | 2009 |
|
RU2409434C1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
Изобретение относится к прокатному производству и может быть использовано на реверсивных толстолистовых станах. Целью изобретения является снижение боковой обрези и повышение качества проката путем уменьшения изгиба раската. Сляб выполняют с односторонней вогнутостью по широкой грани на участке с шириной 0,3-0,9 ширины сляба и со стрелой прогиба 0,03-0,15 толщины сляба, нагрев и прокатку ведут плоской гранью вверх. Форма сляба позволяет при прокатке в первых пропусках сформировать конусную боковую кромку, которая при последующей прокатке переходит в прямоугольную. Форма сляба позволяет также снизить изгиб раската, возникающий за счет температурного перепада по толщине сляба. 3 ил. 1 табл.
Фие.2
Редактор Л.Гратшшо
Фие.З
Составитель М.Блатова
Техред М.Дидык Корректор М.Кучерявая ,
Заказ 3234
Тираж 411
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
