Известна экструзионная головка для нанесения полимерного покрытия на цилиндрические изделия, например трубы, содержащая корпус с цилиндрическим каналом для подвода расплава полимера, полый /чорн для подачи изделия, мупдштук и распределитель.
В предлагаемой головке для улучшения качества наносимого покрытия расг1релТ,елитель выполнен в виде перфорированной втулки, расположенной эксцентрично в л.1,илиидрическом подводящем канале и кондептричио полому дорпу и мундштуку.
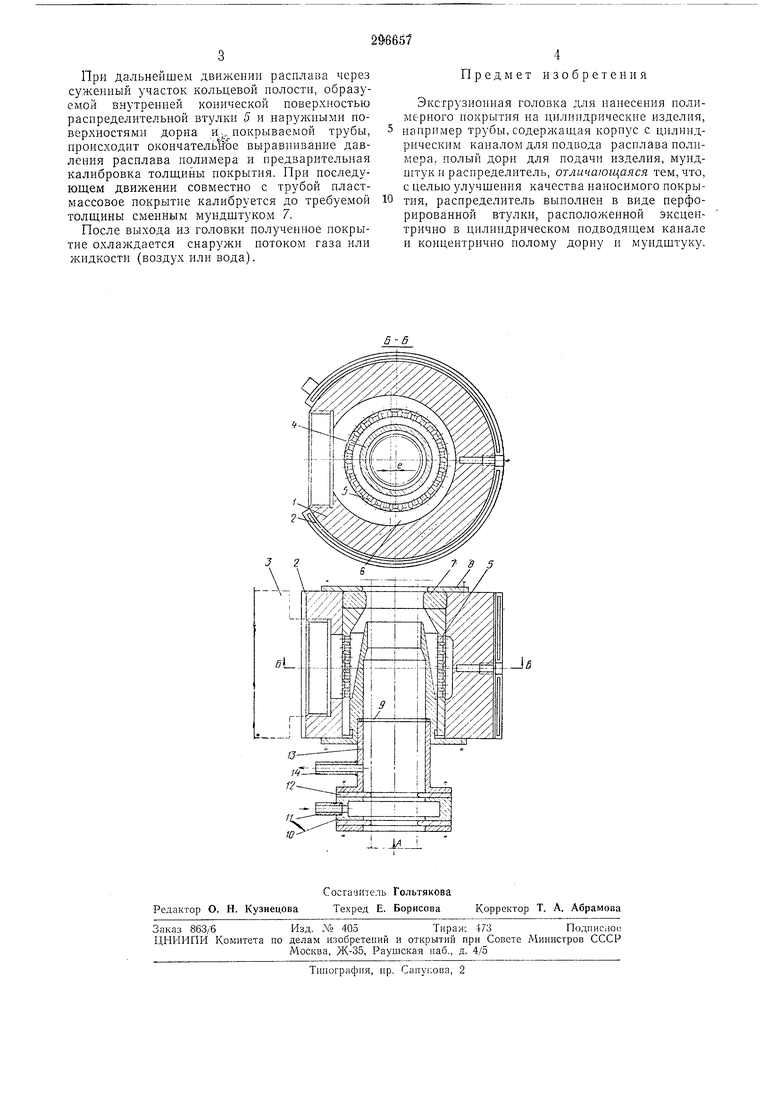
Па чертеже изображепа головка, вид сбоку в разрезе вдоль главной оси экструдера и в плане (стрелка А ноказывает направление подачи покрываемого изделия).
Головка содержит корпус 1, обогреваемый нагревателями 2, присоединенный к зкструдеру 3. Внутри кориуса расположен полый дорн 1, кснп,ентрично которому установлен распределитель, выполненный в виде перфорированной втулки 5, эксцентрично расположепной в цилиндрическом канале 6 для нодвода раснлава нолимера из экструдера 3. Для калибровки наносимого покрытия служит сменный мундипук 7, кренящийся, например, фланцем S к корпусу / головки.
Прн нанесении полимерного покрытия, например, па трубы, подаваемые известным толкающим устройством торцами виритык для
создания непрерывности процесса, предварительно наносится (при необходимости) промежуточный клеевой слой в полости камеры 10, имеющей иодпиточный штуцер // и герметизирующие эластичные прокладки 12. Далее труба проходит полость, образованную внутренними поверхностями фланцевого патрубка 13 (со штуцером 14 для подсоединения вакуумного насоса), прокладки 9 и полый дорн 4
и обволакивается расплавом полимера, который, пройдя подпорные решетки с фнльтрующнми сетками экструдера 3, ностунает в цилиндрическую полость 6 корпуса 1, обогреваемую нагревателями 2. Эксцентрично (эксцентриситет е) этой цилиндрической нолости и нерпенднкулярио направлению поступления расплава нолимера установлена выполпенная из прочного и теилоироводного материала распределительная перфорированная втулка
5, которую расплав полимера огибает с двух сторон, уменьшаясь в объеме нропорциональпо равномерному прохождению расплава через отверстия распределительной втулки. Таким образом, значительно увеличивается
площадь соприкосновения (и трения) частиц материала с нагретыми поверхностями перфорироваппой распределительной втулки, получающей тепловой поток от нагретого корпуса, что улучшает пластикацию, гомогенизацию и
При дальнейшем движении расплава через суженный участок кольцевой полости, образуемой внутренней конической поверхностью распределительной втулки 5 и наружными поверхностями дорна Е;, нокрываемой трубы, происходит окончатель1Гое выравнивание давления расплава полимера и предварительная калибровка толщины покрытия. При последующем движении совместно с трубой пластмассовое покрытие калибруется до требуемой толщины мундштуком 7.
После выхода из головки полученное покрытие охлаждается снаружи потоком газа или жидкости (воздух или вода).
Предмет изобретения
Эксгрузионная головка для нанесения полимерного покрытия на цилиндрические изделия, например трубы, содержащая корпус с цилиндрическим каналом для подвода расплава полимера, полый дорн для подачи изделия, мундп тук и распределитель, отличающаяся тем, что, с целью улучщения качества наносимого покрытия, распределитель выполнен в виде перфорированной втулки, расположенной эксцентрично в цнлиндрическом нодводящем канале и концентрично полому дорну н мундщтуку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для нанесения покрытия на изделие | 1980 |
|
SU910444A1 |
| Экструзионная головка для нанесения покрытия на изделие | 1988 |
|
SU1599233A2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| Утановка для нанесения полимерных покрытий на цилиндрические изделия экструзией | 1975 |
|
SU547366A1 |
| Экструзионная головка для нанесения полимерного покрытия на цилиндрические изделия | 1974 |
|
SU498176A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| Установка для нанесения полимерных покрытий на цилиндрические изделия | 1983 |
|
SU1141000A1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для наложения многослойного полимерного покрытия | 1989 |
|
SU1700603A1 |
