(S) УСТРОЙСТВО. ДЛЯ УПАКОВКИ ИЗДЕЛИЙ в ТЕРМОПЛАСТИЧНЫЙ МАТЕРИАЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания изделий в термопластичный материал | 1990 |
|
SU1747314A1 |
| Устройство для упаковки изделий в полимерную пленку | 1982 |
|
SU1118585A1 |
| Устройство для упаковки изделий в термопластичный материал | 1981 |
|
SU958233A1 |
| Устройство для упаковки изделий в термосклеивающуюся пленку | 1974 |
|
SU533523A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1988 |
|
SU1570946A1 |
| Устройство для упаковывания штучных предметов в термопластичный материал | 1990 |
|
SU1712249A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| Автомат для присоединения и пайки выводных гребенок на подложки монтажных плат | 1991 |
|
SU1829131A1 |
| Устройство для сборки модулей | 1979 |
|
SU873309A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ ПРЕДМЕТОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2263051C1 |

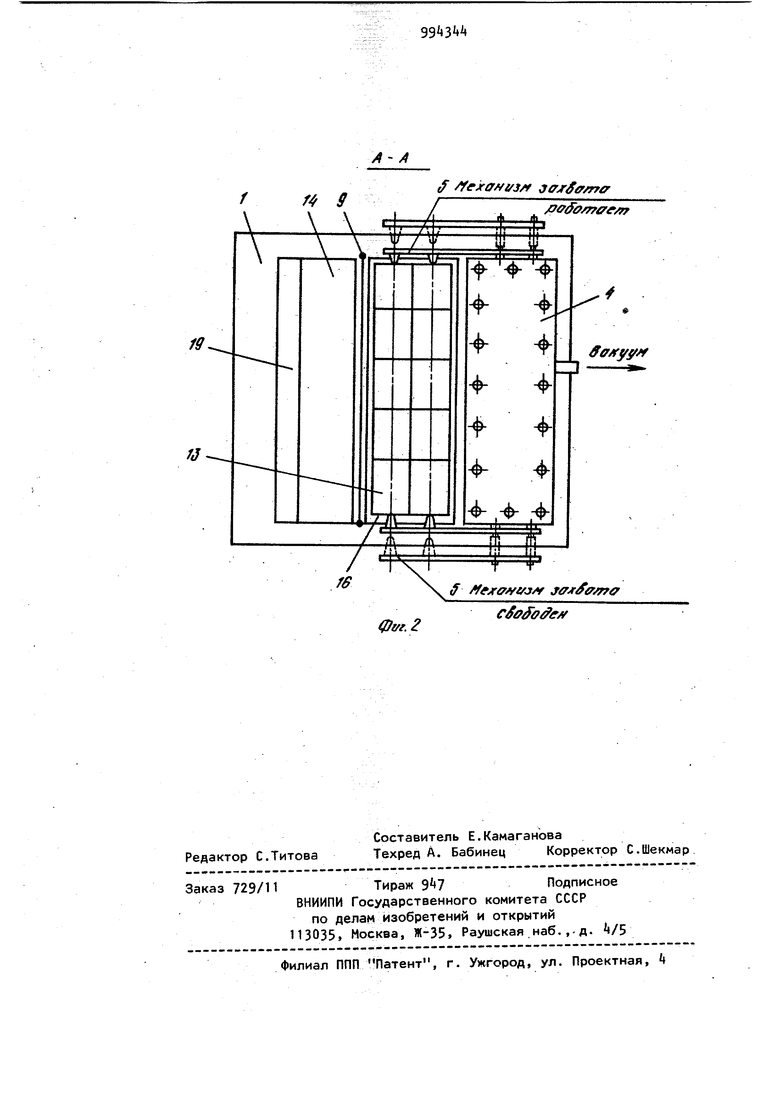
Изобретение относится к упаковке группы изделий в,термопластичный материал, например пеналов с катушками лейкопластыря, и может найти применение в химико-фармацевтической, пищевой, машиностроительной и других отраслях промышленности. Известно устройство для упаковки изделий в пакеты из термопластичного материала, включащее транспортер и последовательно расположенные вдоль него механизм для подачи термопластичного материала, магазин, вакуумприсосы и толкатель для прокладок, ряд приспособлений и барабан для фор мования l . К недостаткам этого устройства следует отнести его сравнительно бол шой габаритный размер в длину. Известно также устройство для упа ковки изделий в термопластичный материал, содержащее кассету для подло жек, рулонодержатель с подающим механизмом, нагреватель, формовочную сварочную камеру, вакуумную систему и режущий механизм 2J . Оно является наиболее близким к изобретению по технической сущности. Формование упаковки происходит на камере за счет создания вакуума между пленкой и изделиями. Однако установка не предусматривает механизированного обеспечения изделиями зоны формования, но содержит дополнительную вакуумную камеру для повышения надежности герметизации, имеет специальный сварочно-протяжный механизм для образования упаковки. Это усложняет установку в эксплуатации, делает ее менее компактной. Цель изобретения - обеспечение группирования изделий и подачи групп в зону сварки. Цель достигается тем, что в устройстве для упаковки изделий в термопластичный материал, содержащем кассету для подложек, рулонодержатель с подающим механизмом, нагреватель, формовочную сварочную камеру, вакуумную систему и режущий механизм, отличием является то, что оно снабжено кассетой набора изделий в группу и подвиж ной кареткой с перфорированными верх ней и нижней поверхностями и захвата ми. При этом кассета набора изделий в группу имеет подпружиненное днище и отсечной механизм. Кроме того, захваты подвижной каретки имеют вакуум-привод. На фиг.1 изображено описываемое устройство;,на фиг.2 - сечение А-А на фиг.1. Устройство содержит корпус 1, в котором смонтирован приводной механизм 2 и распределитель вакуумной системы 3- Над верхней панелью корпуса расположены: подвижная каретка k с перфорированными нижней и верхней поверхностями и захватами 5 с вакуум приводом, нагреватель 6 термопластич ного материала 7, рулонодержатель с подаю1цим механизмом 8, режущий механизм 9. формовочная сварочная камера 10 с тепловыми элементами 11 по пери метру. На корпусе установлены: кассета 1 набора изделий 13 в группу с подпружиненным днищем Н и отсечным механизмом 15, перфорированная площадка кассета 17 для подложек 18, лоток 19 для готовой продукции. Устройство работает следующим образом. Каретка А совершает возвратно-поступательные горизонтальные, а формовочная сварочная камера 10 - верти кальные перемещения от приводного механизма 2. Через распределитель вакуумной системы 3 в каретке , занимающей правое крайнее положение, создается вакуум. Термопластичный материал 7 с подающего механизма 8 заводится на верхнюю перфорированную поверхность каретки , где удерживается под действием вакуума, а к нижней поверхности каретки присасываетс одна подложка 18 из кассеты 17. В этом положении захват 5 свободен (не работает) и формовочная камера 1 занимает нижнее вертикальное положение. После кратковременной выдержки под нагревателем 6, в результате чег материал нагревается до температуры размягчения, каретка Ц перемещается ПОД формовочную камеру 10, которая к этому времени поднимается в верхнее положение. В крайнем левом положении каретки распределитель 3 прекращает сообщение вакуум-линии с кареткой и переключает линию на перфорированную площадку 16 и формовочную камеру 10, которая опускается на каретку Ц. Термопластичный материал k всасывается в камеру 10 и приобретает ее форму, подложка 18 притягивается к площадке 16 и удерживается там вакуумом. В кассете 12 расположены группы изделий 13, причем на закрытом подпружиненном днище находится только один слой изделий, состоящий из двух рядов. Последующие слои (группы) изделий по высоте кассеты удерживаются отсечным механизмом 15. Срабатывает захват 5 группы изделий на каретке k, и Она, свободная от термопластичного материала 7 и подложки 18, перемещает два ряда изделий На подложку 18, находящуюся на перфорированной площадке 1б. К этому моменту формовочная камера поднимается в свое верхнее положение вместе с отформованным термопластичным материалом. При достижении кареткой Ц правого крайнего положения ее внутренняя полость вновь сообщается с вакуумом, вследствие чего термопластичный материал 7 притягивается к ее верхней перфорированной поверхности, а к нижней - следующая подложка 18. Каретка готова к новому циклу. Формовочная сварочная камера 10 снова опускается, захват 5 освобождает группу изделий 18, а тепловые элементы 11 сваривают термопластический материал 7 с подложкой 18 по замкнутому периметру камеры 10. Режущий механизм 9 в момент опускания камеры 10 отсекает (оплавляет) термопластичный материал. При повторном перемещении каретки i в крайнее левое положение распределитель снимает вакуум с перфорированной площадки 16 и упакованный пакет сталкивается кареткой в кассету 12 на подпружиненное днище , которое под действием собственной массы и массы пакета опускается, и готовая упаковка попадает в лоток 19 для готовой продукции. Затем днище возвращается в исходное
положение, срабатывает отсечной механизм 15 и следующие два ряда изделий опускаются на днище под действием собственной массы для последующего удержания захватами 5 каретки и перемещения под формовочную камеру 10.
Применение описанного выше устройства в автоматизированной линии упаковывания изделий в термопластичный материал обеспечивает следующие преимущества:
ликвидацию ручного труда (при ис пользовании линии на Воронежском химико-фармацевтическом заводе освобождается 35 человек низкой кеалификации); .
замена дефицитного упаковочного материала - бумаги и картона на более дешевый - термопластичный;
полное сохранение свойств упаковываемой продукции.
Формула изобретения
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 1639 1, кл. В 65 В 1/02, 1962.
tt
/ fffJT/fr rfff
/ /feJffffft/3 yffjr ff/Tfff
фуг. 2
