эо ел
(X
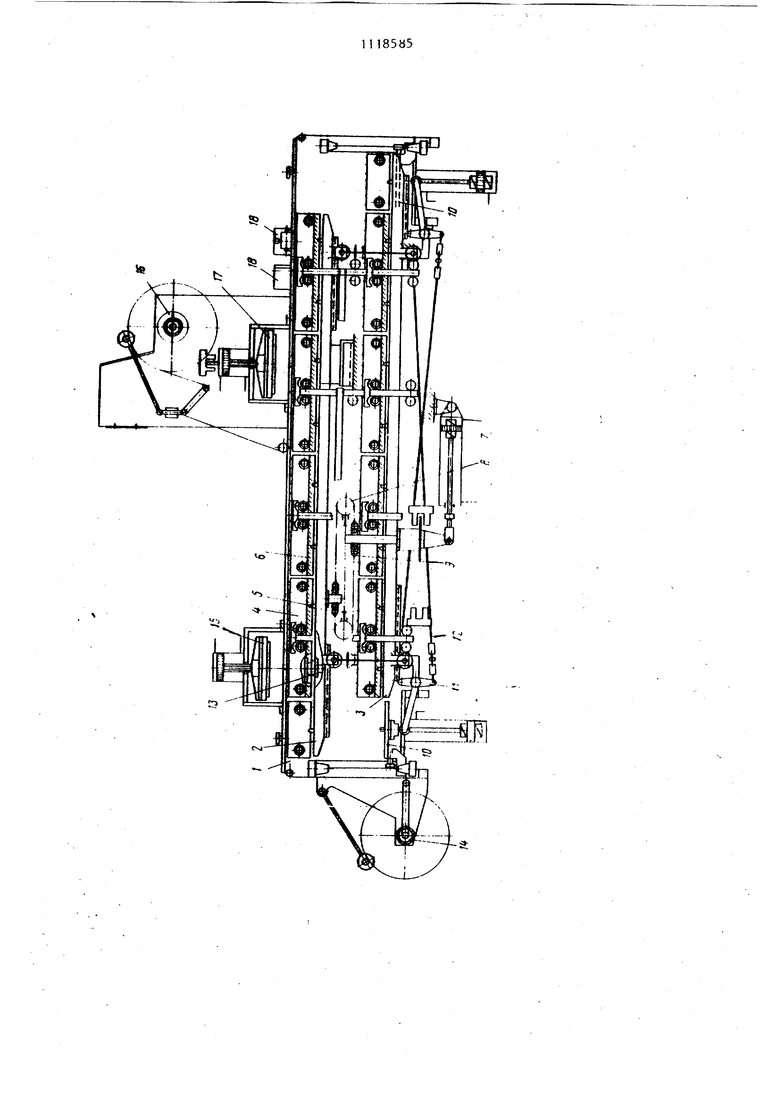
сл Изобретение относится к упаковке в частности к устройствам .для упаковки предметов в термопластичнце пленки. Известно устройство для упаковки нэделий в нагретую пленку, содержащее конвейер, перемещающий пленку, вдоль которого установлен нагревател приспособление формирующее оболочки сварочные и резательные механизмы. Конвейер выполнен с возможностью по тупательного движения в горизонталь ной плоскости, приспосббление,форми рующее оболочки, выполнено с возможностью такого же движения в вертикальной плоскости l 3 Недостатком известного устройства является сложность получения упаковок с весом более 0,5 кг, так :как конструкция устройства не позволяет зафиксировать изделие в форме. Известно также устройство дляt упаковки изделий в оболочки, содержащее корпус, бесконечный горизонтальный конвейер, кассеты, сообщенные с вакуумной системой посредством .вакуумного присоса, нагреватели и механизм дпя разделения упаковок 2 Однако у из-вестноЕО устройства длительный цикл упаковки, обусловлен ный тем, что все переходы выполняются на одной позиции. Цель изобретения - повышение прои водительности процесса упаковки. Поставленная цель достигается тем что в устройстве для упаковки издели в полимерную пленку, содержащем корпус, бесконечный горизонтальный конвейер, кассеты, сообщенные с вакуумной системой посредством вакуумного присоса, нагреватели и механизм для разделения упаковок, конвейер имеет две каретки вильчатой формы, одна из которых расположена под верхней, а другая - под нижней ветвью конвейе ра, вакуумный присос установлен на верхней каретке, при этом каретки снабжены штырями, кассеты имеют отверстия под последние и установлены нд роликах в неподвижных направляющих, а в корпусе смонтированы пневмоподъе ники для кассет, кинематически связа ные посредством коромысел с каретками. На чертеже изображено устройствоJ общий вид. В корпусе 1 устройства помещены верхняя 2 и нижняя 3 каретки вильчатой формы. Каретки 2 и 3 подвижной посадкой соединены с отверстиями кассет 4 посредством штырей 5, установленных в верхних плоскостях кареток 2 и 3. Сами кассеты 4 установлены в неподвижных направляющих 6 корпуса I и имеют иголки на торцовой поверхности для крепления пленки. Д(й осуществления возвратно-поступательного движения в горизонтальной плоскости каретки 2 и 3 связаны с Пневмоприводом 7 посредством цепного конвейера 8 и поводков 9. Дпя передачи кассет 4 с одной каретки на другую в левой и правой части корпуса по торцам кареток 2 и 3 уста-.новлены два пневмоподъемника 10, которые посредством коромысла I1 и тяги 12 связаны с каретками 2 и 3. На верхней каретке 2, в передней ее части, установлен подпружиненный вакуумный присос 13, связанный с вакуумной системой (не показана). Снаружи корпуса 1 последовательно установлены; рулонодержатель 14 нижней пленки, нагреватель 15, рулонодержатель для верхней пленки 16, сварочный узел 17, механизм разделения упаковок 18. .Устройство работает следующим об1разом. Перед началом работы пленка протягивается с рулонодержателей 14 и 16 и закрепляется на иголках кассеты. Включаются для выхода на рабочий режим нагреватель и сварочный узел. Работа на установке осуществялется в автоматическом режиме (схема автоматики в описании не приводится). В момент пуска устройства одновременно включаются три механизма. Нагреватель 15 опускается вниз, оставаясь в данном положении до конца работы и занимает положение в 3-5 см от пленки, инструмент сварочного узла 17, опустившись вниз, сжимает верхнкио и нижнюю пленки к торцам кассеты 4 и производят сварку, а ножи механизма разделения упаковки 18, совершают полный ход в прорезях между кассетами 4. По истечению заданного времени нагрева нижней пленки, вakyy «aя система через вакуумный присос 13 соединяется с полостью кассеты 4, находящейся под нагревателем 15. Разогретая пленка под действием разряжения в кассете отформовывается, принимая оболочку будущей упаковки. Каретки
2 и 3 перемещаются на один шаг, причем каретка 2 вправо, а каретка 3 влево. Перемещеиие кареток 2 и 3 происходит в результате действия пневмопривода 7 через конвейер 8 на поводок 9. После этого цикл повторяется, При повторном цикле включаются пневмоподъемники 10. При этом левый пневмоподъемник 10 подхватывает кассеты 4, надвинутые на него кареткой 3, а правый пневмоподъемник поднимается вхолостую. При перемещении вверх пневмоподъемиики 10 освобождают рачаги короьшсел II и под действием тяги 12 каретки 2 и 3 опускаются вниз, при этом штыри 5 выходят из соединения с кассетами 4, а сами кассеты остаются на направляющих 6 корпуса I. При достижении подъемниками 10 верхнего крайнего положения2о шает
включается пневмопривод 7 и каретки 2 и 3 возвращаются в исходное положение, т.е. каретка 2 перемещается на шаг влево, а каретка 3 - на шаг
вправо. Так как каретки имеют; вильчатую конструкцию, причем паз соответствует размерам дна кассеты, кассета, находивщаяся на левом пневмоподъемнике 10, отсекается от него верхней кареткой 2, а правая крайняя кассета, находившаяся на каретке 2, остается на правом пневмоподъемнике 10. Каретки, вернувшись в исходное положение, дают команду на опуск пневмоподъемников 10.
Опустившись вниз, пневмоподъемники нажимают на рычаги коромысел 11 и Iкаретки2 и 3 поднимаются вверх, а их штыри 5 попадают в отверстия кассет 4 и при следующем цикле заставляют двигаться кассеты вместе с собой
Таким образом, устройство со1веррацииi формовку оболочки, сварку упаковки м разделение упаковок. Устройство обеспечивает повьппение производительности. следукнцие технологические one
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для группового упаковывания предметов в пленку | 1990 |
|
SU1736848A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ | 2001 |
|
RU2192373C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для упаковки изделий в термопластичный материал | 1981 |
|
SU994344A1 |
| Устройство для упаковывания изделий в термопластичный материал | 1990 |
|
SU1747314A1 |
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| Устройство для упаковывания концевых частей длинномерных изделий | 1989 |
|
SU1659299A1 |
| Устройство для расфасовки и упаковки продуктов | 1981 |
|
SU969599A1 |
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
УСТРОЙСТВО ДЛЯ УПАКОВКИ ИЗДЕЛИЙ В ПОЛИМПРПУЮ ПЛЕНКУ, содержащее корпус, бесконечный горизонтальный конвейер, кассеты, сообщенные ,с вакуумной системой посредством вакуумного присоса, нагреватели и механизм для разделения упаковок, .отличающееся тем, что, с целью 11овыше1П1я производительности, конвейер имеет две каретки вильчатой формы, одна из которых расположена под верхней, а другая под нижней ветвью комнейера, вакуумный присос установлен на верхней каретке, при этом каретки снабжены штырями, кассеты имеют отверстия под последние и установлены на роликах R неподвижных направляющих, а в корпусе смонтированы пневмоподъемники для кассет, кинематически связанные посредством кором.1сел с карет(Л ками. с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4064676, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для упаковки изделийМЕжду дВуХ ОбОлОчЕК | 1979 |
|
SU806531A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
