Изобретение относится к текстильной промышленности и может быть использовано для отделки текстильных полотен.
Известно устройство для жидкостной обработки расправленного текстильного полотна, содержащее установленные в ванне верхний и нижний ряды направляющих роликов для петлеобразной проволоки полотна и средства для подвода и отвода обрабатывающей жидкости 1.
Однако данное устройство малоэффективно.
Целью изобретения является интенсификация процесса жидкостной обработки.
, Поставленная цель достигается тем, что устройство для жидкостной обработки расправленного текстильного полотна, содержащее установленные в ванне верхний и нижний ряды направляющих роликов для петлеобразной проводки полотна и средства для подвода и отвода обрабатывающей жидкости, имеет закрепленные на стенках ванны дугообразные пластины, размещенные над уровнем обрабатывающей жидкости поперечно направлению движения полотна между его ветвями, с зазором одна
над другой, и объединены в группы, при этом пластины смежных групп обращены одна к другой вогнутыми поверхностями и установлены так, что зазор между кромками пластин и плоскостью перемещения ветви убывает в направлении движения ветви полотна, а длина каждой пластины превышает ширину полотна.
10
Величина минимального зазора между кромками пластин и плоскостью перемещения ветви полотна составляет 1-2 мм, а максимального -.15-20 мм.
Дугообразные пластины в Кс1ждой
15 группе расположены одна от другой на расстоянии 30-40 мм и смонтированы на стенках ванны посредством планок , каждая из которых имеет фиксатор ее положения.
20
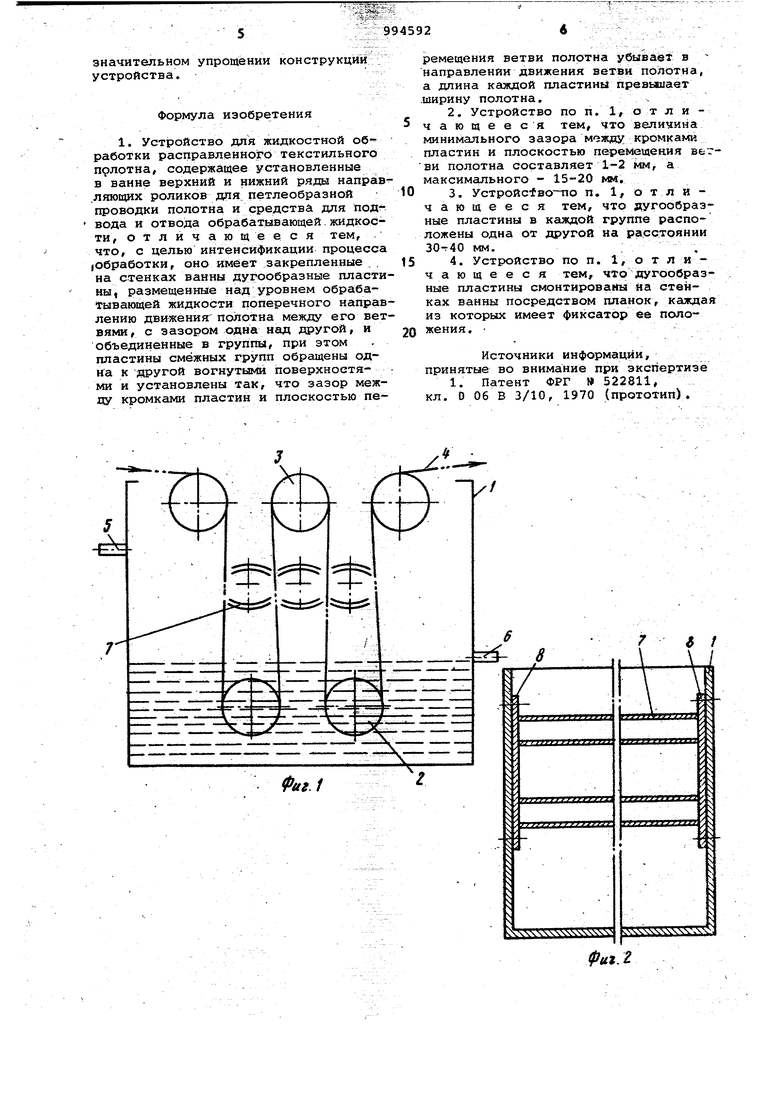
На фиг. 1 изобргикена сзфма предлагаемого устройства, общий вид; на фиг. 2 - поперечный разрез устройства; на фиг. 3 - схема крепления направителей потока на стенках ванны,25на фиг. 4 - схема расположения направителей потока относительно соседних ветвей полотна.
Устройство включает в себя ванну 1, нижний ряд направляющих роликов 2,
30 установленный под уровнем обрабатывающей жидкости и верхний ряд направляющих роликов 3, установленный выше уровня жидкости, на которые заправлено полотно 4, средство для подвода обрабатывающей жидкости 5 и средство для ее отвода б, смонтированные выше уровня жидкости, группы из дугообразных пластин 7, закрепленных на стенках ванны посредством пластинок 8. Планки 8 имеют пазы, через которые при помощи болтов 9 закреплены на стенках ванны 1.
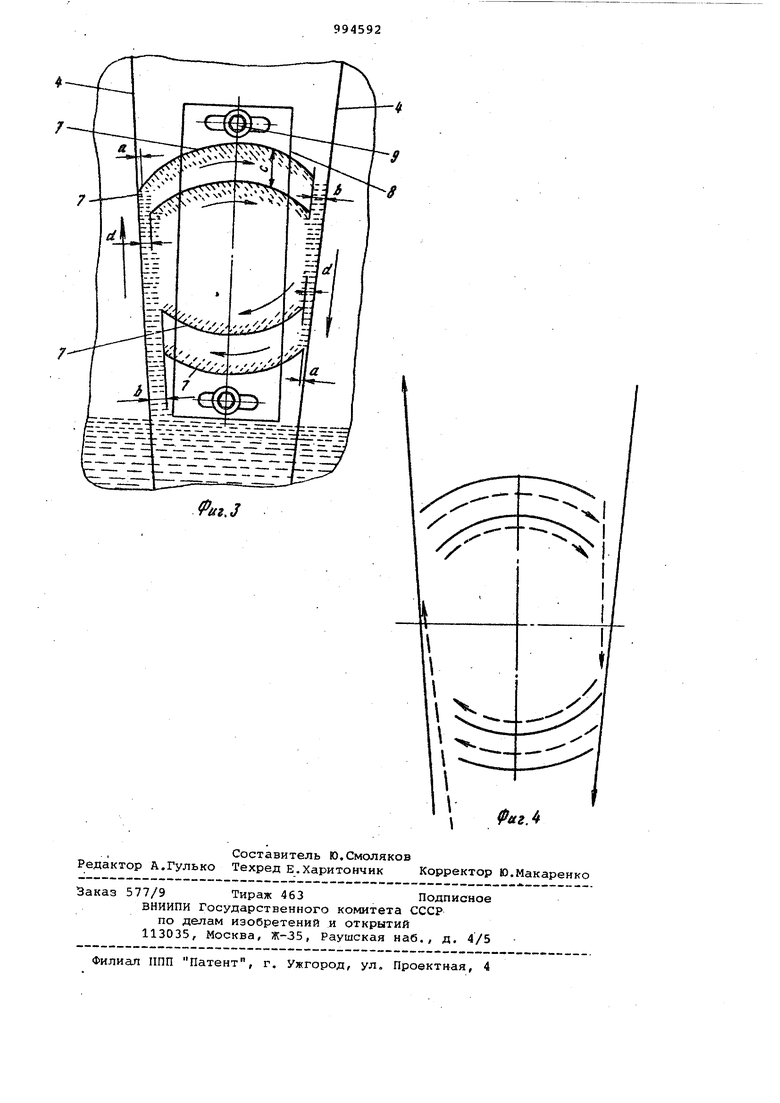
Дугообразные пластины 7 расположены с зазором одна над другой и объединены в группы. Пластины смежных групп обращены одна к другой вогнутыми поверхностями и установлены таким образом, что зазор между :Кромками пластин и плоскостью пере;мещения ветви полотна убывает в направлении движения ветви полотна, а длина каждой пластины 7 превышает ширину полотна,
В каждой группе зазор а между дугообразной пластиной и ветвью полотна, движущейся навстречу его вогнутой поверхности, составляет 1-2 мм а зазор b между дугообразной пластиной и ветвью полотна, движущейся навстречу его выпуклой поверхности, составляет 15-20 мм.
При наличии в группахпо две дугообразных пластины, зазор с между пластинами составляет 30-40 мм, а зазор d между пластинами, непосредственно обращенными вогнутыми поверхностями друг к другу в смежных группах и ветвями полотна, движущегося навстречу их вогнутым поверхностям, в 2-4 раза превышает величину зазора а.
Направления движения ветвей п6лот яа и обрабатывающей жидкости внутри группы дугообразных пластин указано стрелками.
Работа устройства происходит слецующим образом,.
Полотно 4, петлеобразно заправленное по роликам верхнего 3 и нижнего 2 рядов, перемещается по ванне 1, последовательно погружаясь в обрабатывающую жидкость и выходя из нее. Выходя из жидкости, полотно 4-увлекает на себя жидкость и чем выше скорость полотна, тем брльце жидкости увлекает оно на себя,Например, при скорости около 100 м/мин, каждай сторона полотна хлопковой ткани увлека ,ет слой жидкости толщиной около 10-12 м Поднимающаяся из уровня обрабатывающей жидкости ветвь полотна проносит на себе увлекаемый слой жидкости мимо дугообразных пластин 7, которые обращены выпуклой поверхностью навстречу движущейся ветви полотна, так как зазор между дугообразными пластинами 7 и ветвью полотна боль.ше толщины слоя жидкости увлекаемой
полотном. Продолжая движение вверх, полотно проходит мимо дугообразных пластин 7, обращенных навстречу движению этой ветви вогнутыми поверхностями и, так как зазор между полотном и дугообразными пластинами 7 меньше толщины слоя жидкости увлекаемой полотном, слои жидкости срезаются с полотна дугообразными пластинами 7, перехЬдят на вогнутые поверхности их и за счет кинетической энергии , полученной от полотна, обрабатывающая жидкость забрасывается на ветвь полотна движущуюся в противоположном направлении, которая в свою очередь увлекает жидкость вниз, Вместе с этой ветвью полотна жидкость движется до дугообразных пластин 7, обращенных вогнутой поверхностью навстречу движущейся ветви, которые опять срезают жидкос-ть с полотна и направляет ее на ветвь полотна, движущейся в противоположном направлении и т,д. Таким образом, в пределах смежных групп дугообразных пластин 7 образуется циркуляционный контур обрабатывающей жидкости,энергично взаимодействующий с полотном над уровнем жидкости в ванне 1, причем на создание этого циркуляционногр контура не требуется ни дополнительной затраты энергии, ни конструктивно сложных устройств. При скорости движения полотна до 100 м/мин достаточно иметь в каждой группе по одной дугообразной пластине, обращенные зогнутой стороной друг к другу,
При скорости более 100 м/мин, когца толщина слоя увлекаемой полотном жидкости превышает 10-12 мм для исключения недопустимо сильного динамического воздействия жидкости на полотно, в этом случае целесообразна установка 2-х дугообразных пластин в каждой группе, что позволяет отделить от.полотна не сразу всю жидкость, а послойно, часть первым по ходу, а другую часть вторым по ходу полотна дугообразной пластиной, для чего зазор между попотном и первой дугообразной пластиной 7 в 2-4 раза больше, чем зазор между полотном и второй дугообразной пластиной,
Циркуляция отсекаемой жидкости внутри смежных групп дугообразных пластин осуществляется, при этом, аналогично описанному.
При изменении толщины обрабатываемого полотна зазоры между дугообразными пластинами и полотном регулируются смещением секций вдоль пазов в пластинах 8 с полющью предварительного ослабления и последующей затяжки болтов 9.
Применение устройства позволяет повысить эффективность жидкостной обработки текстильного полотна без дополнительной затраты энергии и при
значительном упрощении конструкции устройства.
Формула изобретения
1, Устройство для жидкостной обработки расправленного текстильного пфлотна, содержащее установленные в ванне верхний и нижний ряды направ .ляющих роликов для петлеобразной проводки полотна и средства для подвода и отвода обрабатывающей.жидкости, отличающееся тем, что, с целью интенсификации процесса {Обработки, оно имеет закрепленные . на стенках ванны дугообразные пластины, размещенные над уровнем обрабатывающей жидкости поперечного направлению движения полотна между его ветвями, с зазором одна над другой, и объединенные в группы, при этом пластины смежных групп обращены одна к другой вогнутыми поверхностя- : ми и установлены так, что зазор между кромками пластин и плоскостью перемещения ветви полотна убывает в направлении движения ветви потготна, а длина каждой пластины превыиает .ширину полотна,,
2. Устройство по п, 1, о т ли чающееся тем, что величина минимального зазора между кромками пластин и плоскостью перемещения ветви полотна составляет 1-2 мм, а максимального - 15-20 мм.
0 3. Устройс во т О п. 1, о т л и чающееся тем, что дугообразные пластины в каждой группе расположены одна от другой на расстоянии 30-40 мм.
5 4. Устройство по п,
1, о т л и что дугообразчающееся тем, ные пластины смонтированы на стенках ванны посредством планок, каждая из которых имеет фиксатор ее поло0 жения.
Источники информации, принятые во внимание при экспертизе
1, Патент ФРГ 522811, кл, О 06 В 3/10, 1970 (прототип).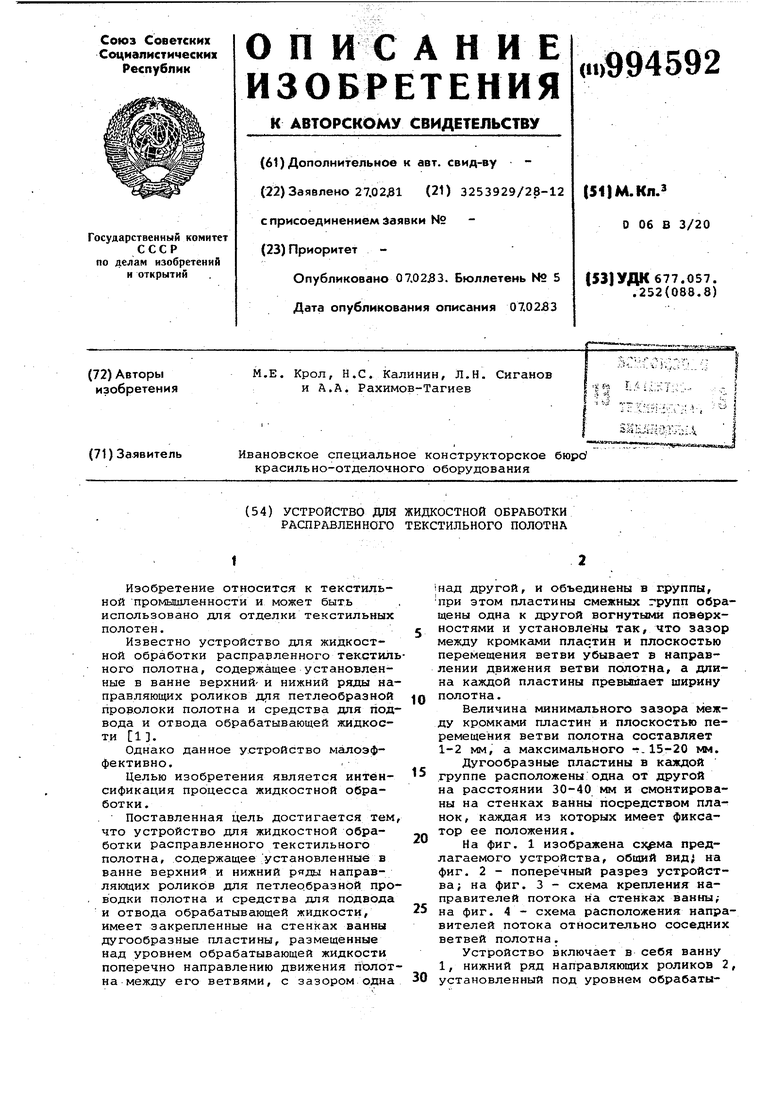
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для жидкостной обработки текстильного материала | 1990 |
|
SU1712493A1 |
| Способ жидкостной обработки текстильного материала и устройство для его осуществления | 1991 |
|
SU1804514A3 |
| Устройство для жидкостной обработки текстильных материалов | 1990 |
|
SU1719488A1 |
| Устройство для жидкостной обработки текстильного материала | 1990 |
|
SU1721138A1 |
| Устройство для жидкостной обработки непрерывно движущегося текстильного материала | 1982 |
|
SU1097736A1 |
| Устройство для транспортирования текстильного полотна врасправку в машинах отделочного производства | 1983 |
|
SU1142545A1 |
| Устройство для пропитки текстильного полотна | 1990 |
|
SU1724755A1 |
| Устройство для промывки текстильного материала | 1987 |
|
SU1520166A1 |
| Устройство для жидкостной обработки движущегося полотна | 1989 |
|
SU1633040A1 |
| Устройство для нанесения красителя на движущееся текстильное полотно | 1980 |
|
SU1088667A3 |