(54) СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ОТЛИВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2596933C1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
| Способ сборки блока удаляемых литейных моделей | 2021 |
|
RU2773975C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1985 |
|
SU1281337A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Композиция для изготовления литейных газифицируемых моделей | 2023 |
|
RU2818101C1 |

1
Изобретение относится к литейному производству и может быть использовано для изготовления отливок ответственного назначения с особыми свойствами.
Наиболее близким к изобретению по технической сущности и достигаемому результату способ изготовления отливок по выплавляемым моделям, включающий изготовление модели отливки и модели литниковой системы путем запрес- io с(ки I термопластичного материала в пресс-форму, соединение модели отливки с моделью литниковой системы, формовку огнеупогжым материалом и нагрев .
; Однако известный способ не позволяет получать качественные биметаллические композиционные отливки из металле, которые не о6{ азуют литейных сплавов 20 из-за различия юс физических свойств (температуры плавления и др.). Одновременна J заливка двух металлов в либо поочередная залишса ведет к
кию неоднородных свойств отливок по обьеЫу, потере механических характеристик исходных материалов, а также к появлению брака по несшюшности отливок.
Поверхностное легирование отливок ведет к искажению геометрических параметров и не может быть способом изготовления деталей с соотношением компонентов сплава порядка 1:1.
Цель изобретения - повышение производительности труда и улучшение качества отливок.
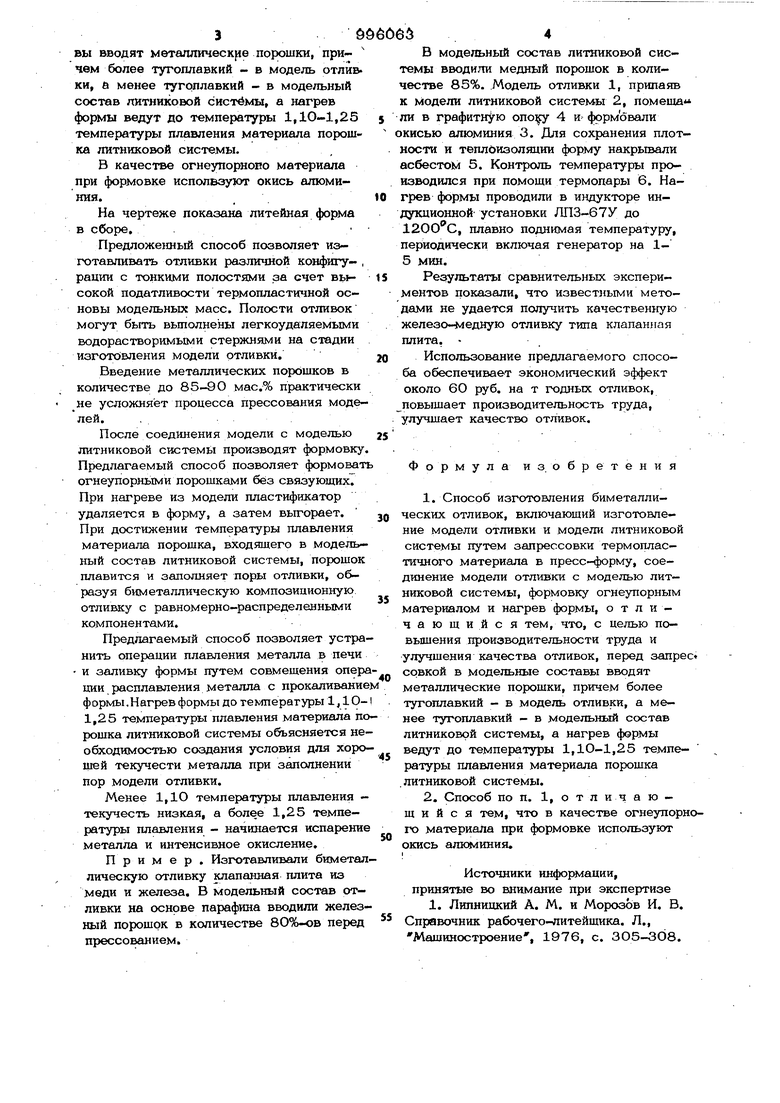
Поставленная цель достигается тем, что согласно способу изготовления биметаллических отливок, включающему изготовление модели отливки и модели литниковой системы путем запрессовки термопластичного материала в прессфор 1У, соединение модели отливки с моделью литниковой системы, формовку огнеупорным материалом и нагрев формы, перед запрессовкой в модельные составы вводят металлическре порошки, причем более тугоплавкий - в модель отливки, а менее тугоплавкий - в модельный состав литниковой системы, а нагрев формы ведут до температуры 1,10-1,25 температуры плавления материала порошка литниковой системы. В качестве огнеупорново материала при формовке исполвзуют окись алюминия. На чертеже показана литейная форма в сборе. Предложе1шый способ позволяет изготавливать отливки различной конфигу- , рации с тонкими полостями за счет вь1сокой податливости термопластичной основы модельных масс. Полости отливок могут быть вьшолнены легкоудаляемыми водорастворимыми стержнями на стадии изготовления модели отливки. Введение металлических порошков в количестве до 8 5-9 О мас.% практически не усложняет процесса прессования моделей. После соединения модели с моделью литниковой системы производят формовку Предлагаемый способ позволяет формоват огнеупорными порошками без связующих При нагреве из модели пластификатор удаляется в форму, а затем вьшорает. При достижении температуры плавления материала порошка, входящего в модельный состав литниковой системы, порошок плавится и заполняет поры отливки, образуя биметаллическую композиционную отливку с равномерно-распределенными компонентами. Предлагаемый способ позволяет устра нить операции плавления металла в печи и заливку формы путем совмещения опер ции расплавления металла с прокаливание формы.Нагрев формы до температуры 1Д О1,25 температуры плавления материала по рошка литниковой системы объясняется не обходимостью создания условия для хоро щей текучести металла при заполнении пор модели отливки. Менее 1,10 температуры плавления текучесть низкая, а более 1,25 температуры плавления - начинается испарение металла и интенсивное окисление. Пример. Изготавливали биметал лическую отливку клапанная плита из меди и железа. В модельный состав отливки на основе парафина вводили железный порошок в количестве 80%-ов перед прессованием. & 54 в модельный состав литниковой системы вводили медный порошок в количестве 85%. Модель отливки 1, припаяв к Модели литниковой системы 2, помеша ли в графитною опо 4 и формовали кисью алюминия 3. Для сохранения плотности и теплбизолямии форму накрывали асбестом 5. Контроль температуры производился при помощи термопары 6. Нагрев формы проводили в индукторе индукционной установки ЛПЗ-67У до 1200с, плавно поднимая температуру, периодически включая генератор на 15 мин. Результаты сравнительных экспериментов показали, что известными методами не удается получить качественную железо-медную отливку типа клапанная плита. Использование предлагаемого способа обеспечивает экономический эффект около 60 руб. на т годных отливок, повышает производительность труда, улучшает качество отливок. Формула из. обретения 1.Способ изготовления биметаллических отливок, включающий изготовление модели отливки и модели литниковой системы путем запрессовки термопластичного материала в пресс-форму, соединение модели отливки с моделью литниковой системы, формовку огнеупорным материалом и нагрев формы, отличающийся тем, что, с целью повышения производительности труда и улучшения качества отливок, перед запрес совкой в модельные составы вводят металлические порошки, причем более тугоплавкий - в модель отливки, а менее тугоплавкий - в модельный состав литниковой системы, а нагрев формы ведут до температуры 1,10-1,25 температуры плавления материала порошка .литниковой системы. 2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что в качестве огнеупорного материала при формовке используют окись алюмини5и Источники информации, принятые во внимбшие при экспертизе 1. Липницкий А. М. и Морозов И. В. Справочник рабочего-тлитейщика. Л., Машиностроение, 1976, с. ЗО5-ЗО8.
5
