Изобретение относится к литейному производству, а именно к изготовлению литейных форм при производстве точных отливок из черных и цветных сплавов по удаляемым (выплавляемым или выжигаемым) моделям, в том числе полученным 3D-печатью по аддитивным технологиям (аддитивным моделям).
Известен способ сборки блока, применяемый в практике литья по выплавляемым моделям, в котором для соединения моделей отливок и элементов литниково-питающей системы в единое целое используется припаивание, когда нагретое лезвие ножа или электрического паяльника помещают между посадочными частями элементов блока, одновременно касаясь и оплавляя их, а затем быстро убирают, а соединяемые части слегка прижимают друг к другу [1].
Недостатками способа являются низкая надежность соединения элементов и высокая вероятность нарушения геометрии блока вплоть до разрушения как во время сборки блока, так и на последующих операциях изготовления литейной формы и отливки. Причиной этого является тот факт, что операции подготовки к сборке блока, в частности, выбор места спая, зачистку места спая, прижим сопрягающихся элементов блока и обеспечение плавности перехода в местах их сопряжения проводят вручную. При этом повышается вероятность смещения моделей, искажения размеров элементов блока из-за излишнего оплавления, а прочность соединения элементов блока нестабильна вследствие неполного пропаивания зазора между посадочными частями сопрягаемых моделей. Поэтому в некоторых случаях для предотвращения поломки блока вынуждены использовать специальные легкоплавкие монтажные сплавы (припои), а также металлические каркасы, что существенно усложняет и повышает трудоемкость операций сборки блока [2]. Кроме того, способ не всегла дает возможность собрать модели из плохо спаивающихся модельных составов, а его реализация применительно к моделям из термопластов с высокой температурой плавления, полученных 3D-печатью по аддитивным технологиям (аддитивные модели), требует высоких энергозатрат и применения специального инструмента.
Известен способ сборки блока, применяемый в практике литья по удаляемым моделям, при котором для повышения точности и надежности соединения моделей отливок и элементов литниково-питающей системы в единое целое используется сборка в кондукторе [1].
Основным недостатком в данном случае является высокая стоимость изготовления кондуктора. Помимо этого сохраняются проблемы, характерные для сборки припаиванием, обсуловленные плохой спаиваиваемостью и высокой температурой плавления материала элементов модельного блока.
Известен способ сборки блока, применяемый в практике литья по удаляемым моделям, в котором для соединения моделей отливок и элементов литниково-питающей системы в единое целое используется секционная сборка на металлический стояк-каркас с механическим зажимом, разработанная в НИИТАвтопроме [1].
Его недостаток – ограниченная область применения (цеха крупносерийного и массового производства отливок), обусловленная необходимостью использования для сборки специальных приспособлений.
Известен способ сборки блока, применяемый в практике литья по удаляемым моделям, в котором для соединения моделей отливок и элементов литниково-питающей системы в единое целое используется их склеивание [3].
Его недостаток связан с необходимостью выбора, подготовки и использования специального клея и, как следствие, увеличением числа производственных операций, а также повышением трудоемкости и длительности изготовления как блока, так и всего производственного цикла производства отливок. Кроме того, операция склеивания элементов блока по причине запаха, высокой летучести и пожароопасности компонентов клея снижает экологическую безопасность на рабочем месте и ухудшает условия труда персонала.
Известен способ сборки блока без клея, при котором размеры сопрягаемых частей блока назначаются с небольшим допуском для получения соединения с натягом [3].
Применение способа ограничено упругими свойствами материала элементов блока.
Известен модельный блок, содержащий модели или секции моделей, питатели с замковой частью, стояк с пазами по месту установки питателей, литниковую чашу, в котором с целью создания возможности автоматизированной сборки моделей в блок пазы выполнены с обратным уклоном 10-60˚, при этом в теле стояка выполнены каналы, диаметр каждого из которых относится к его длине в интервале 0,004-0,010, предназначенные для заполнения модельным составом [4].
Однако данное решение не свободно от недостатков. Область его применения ограничена литьем по выплавляемым моделям, изготовленных из модельных композиций с невысокой температурой плавления, которые при комнатной температуре легко сминаются. Решение характеризуется трудоемкостью реализации из-за сложности конструкции стояка с внутренними каналами, а также необходимости дополнительной операции запрессовки модельного состава в каналы стояка. Наличие взаимообразных уклонов пазов и выступов сопрягаемых элементов блока в полной мере не гарантирует устранения зазора между ними, поскольку при их относительном сдвиге в ходе сборки слой сминаемого материала движется в направлении от зазора, а не наоборот, и не заполняет его. Надежность соединения во многом зависит от полноты затвердевания модельного состава вокруг замковой части выступа питателя и существенно снижается в случае недостаточного уровня давления его запрессовки в каналы стояка по причине газового противодавления.
Наиболее близким к изобретению является способ сборки блока, применяемый в практике литья по удаляемым моделям, в котором для соединения моделей отливок и элементов литниково-питающей системы в единое целое используется механическое соединение «паз-шип» в виде ласточкиного хвоста или другой формы [1]. Данный способ выбран в качестве прототипа.
Недостаток способа – высокая вероятность искажения геометрии блока при сборке и нарушения неразъемности соединения его элементов по причине недостаточной надежности из-за возможного смещения выступа относительно паза, обусловленного наличием зазора между ними.
Этот недостаток устраняется предлагаемым решением.
Решается задача совершенствования способа-прототипа в части повышения надежности соединения элементов блока удаляемых моделей.
Технический результат – минимизация искажения геометрии модельного блока в целом и нарушения неразъемности соединения отдельных элементов блока при сборке.
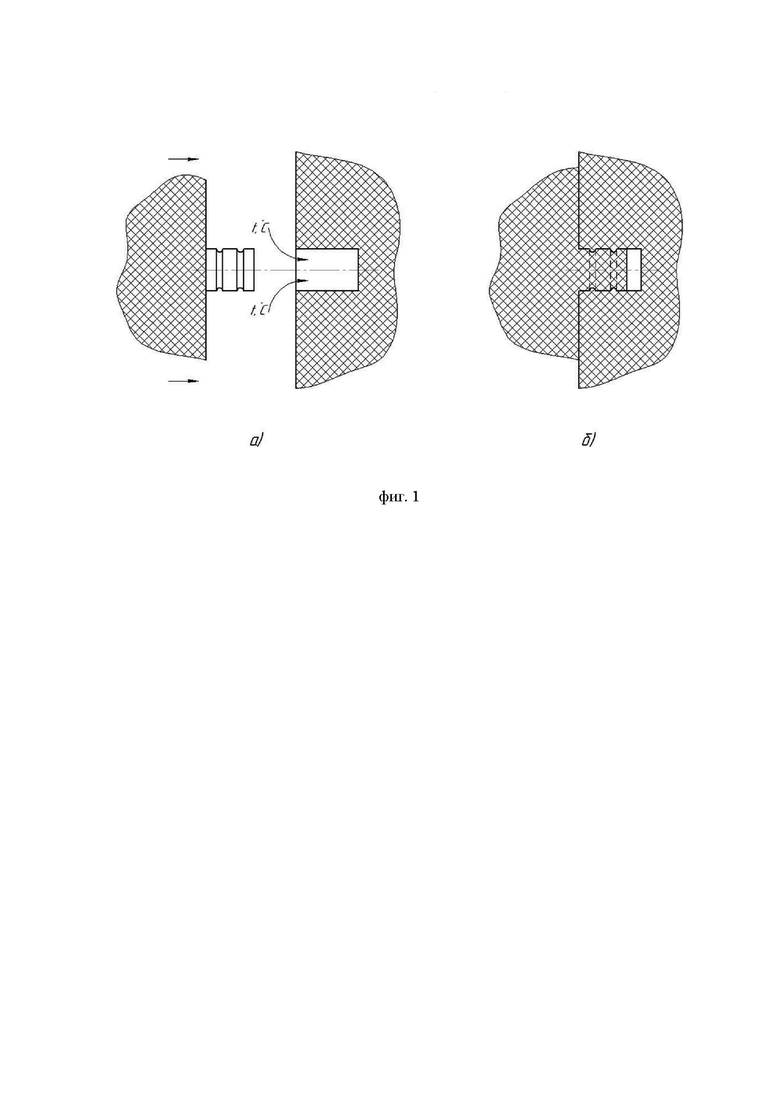
Технический результат достигается тем, что согласно способу сборки блока удаляемых литейных моделей, предусматривающему использование механического соединения «паз-шип» в виде ласточкиного хвоста или другой формы, на посадочной поверхности шипа выполняют канавки, глубину паза выбирают не менее, чем на 25%, большей длины шипа, а посадочную поверхность паза перед сборкой нагревают до температуры на 10-15˚ выше уровня температуры размягчения материала моделей.
Выполнение канавок на посадочной поверхности шипа необходимо для формирования после его сопряжения с пазом (входа шипа в паз сопрягаемого элемента блока) емкости для приема размягченного материала модели и последующего по окончании затвердевания материала образования замка, препятствующего смещению шипа относительно паза.
Выбор глубины паза не менее, чем на 25%, большей длины шипа, дает возможность снизить газовое противодавление, неизбежно возникающее в ходе сборки при введении шипа в паз, если последний представляет собой глухое отверстие. Эмпирически установлено, что при глубине паза, меньшей 25% длины шипа, возникает необходимость увеличения усилия прижима сопрягаемых элементов блока и, как следствие, возрастает вероятность поломки его тонкостенных и ажурных частей.
Нагрев посадочной поверхности паза перед сборкой выполняется для временного увеличения площади сечения, принимающего шип, а также размягчения материала моделей до температуры, при которой резко возрастает его деформируемость и возникает текучесть.
Как показала экспериментальная проверка, проведенная на ряде материалов удаляемых моделей (парафино-стеариновая композиция, полипропилен, темплен, фторопласт, полиарилат, полиамид), превышение уровня температуры размягчения материала моделей на 10-15˚ обеспечивает стабильность эффекта текучести. Нагрев до температур меньшего уровня не гарантирует текучесть материала. Перегрев материала до более высоких температур экономически нецелесообразен и повышает вероятность нежелательной термодеструкции, способствующей возникновению дополнительного газового противодавления в емкости паза.
Способ реализуется следующим образом (фиг.1). На посадочной поверхности шипа предварительно выполняются канавки. Глубину паза выбирают не менее чем на 25%, большей длины шипа. Посадочную поверхность паза перед сборкой нагревают до температуры на 10-15° выше уровня температуры размягчения материала моделей. Затем модель (или секцию моделей) с шипом с небольшим усилием прижимают к сопрягаемому элементу блока с пазом так, чтобы шип полностью вошел в паз. При этом часть отверстия паза остается свободной и выполняет функцию сбора газа, вытесняемого шипом при сборке, а размягченный текучий материал моделей заполняет канавки шипа и после затвердевания в них «запирает» соединение, не давая возможности шипу смещаться относительно паза.
Для оценки эффективности предлагаемого способа по сравнению с прототипом проводилась проверка в условиях действующего производства. Собирались по пять блоков удаляемых литейных моделей согласно предлагаемому способу (опытная партия) и прототипу (контрольная партия). Модели отливок с питателями и стояка изготавливались 3D-печатью по аддитивной FDM-технологии из CAST-пластика – материала на основе полиметилметакрилата (PMMA) с добавлением специальных пластификаторов (термопластичный полимерный материал). Каждый из блоков опытной и контрольной партий включал модель стояка с толщиной стенки 60 мм, а также одну модель отливки с четырьмя питателями (одинаковой геометрии для блоков опытной и контрольной партий). Минимальная толщина стенки модели отливки составляла 12 мм. На торцах питателей выполнялись шипы (выступы) диаметром и длиной по 10 мм. Посадочные поверхности шипов моделей отливок с питателями опытной партии имели по две канавки шириной 2 мм и глубиной 1,5 мм от поверхности. Посадочные поверхности шипов моделей отливок с питателями контрольной партии оставались гладкими и не имели канавок. Глубина пазов в элементах блока опытной партии составляла 15 мм, контрольной партии – 12 мм. Перед сборкой посадочная поверхность пазов газовой горелкой нагревалась до температуры 125°С (температура размягчения PMMA составляет 110°С). Контроль нагрева велся инфракрасным термометром (пирометр) марки DT-811. Модели с шипом с небольшим усилием прижимали к сопрягаемым элементам блоков с пазом так, чтобы шип полностью вошел в паз, после чего выдерживали в течение пяти минут. Затем проводили визуальный контроль качества соединения и манипуляторную проверку его прочности.
Собранные модельные блоки опытной и контрольной партий, успешно прошедшие контроль, использовали для изготовления отливок «Корпус» массой 18,5 кг из стали 40Л ГОСТ 977 методом литья в объемные керамические формы по выжигаемым моделям по технологии, действующей на предприятии. После выбивки до обрубки проводился контроль геометрии отливок с литниково-питающей системой.
Результаты сравнения опытной и контрольной партий приведены в таблице 1.
Испытания показали высокие эффективность предлагаемого способа, качество сборки модельных блоков и получаемых отливок.
Источники информации:
1. Литье по выплавляемым моделям / В.Н. Иванов, С.А. Казеннов, Б.С. Курчман [и др.]; под ред. Я.И. Шкленника, В.А. Озерова. – М.: Машиностроение, 1984. – 408с. – прототип.
2. Репях, С.И. Технологические основы литья по выплавляемым моделям / С.И. Репях. – Днепропетровск: Лира, 2006. - 1056с.
3. Шуляк, В.С. Литье по газифицируемым моделям / B.C. Шуляк. – Спб.: Профессионал, 2007. – 408 c.
4. Авторское свидетельство СССР №1419790, B22 C7/02, 1988.
Таблица 1
(качество и прочность соединения)
и не были допущены в дальнейшее производство
(4 соединения)
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| Способ изготовления керамической формы по выжигаемой полимерной модели в литье по выплавляемым моделям | 2022 |
|
RU2781943C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Композиция для изготовления литейных газифицируемых моделей | 2023 |
|
RU2818101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| Способ изготовления керамических литейных форм по выплавляемым моделям | 1977 |
|
SU764836A1 |
| Литниковая система для сифонной заливки керамических форм | 1989 |
|
SU1720782A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Способ выращивания крупногабаритных тонкостенных моделей отливок деталей двигателестроения с использованием технологии 3D печати | 2022 |
|
RU2807279C1 |
Изобретение относится к литейному производству и может быть использовано при производстве точных отливок из черных и цветных сплавов по удаляемым моделям, в том числе полученным 3D-печатью по аддитивным технологиям. Способ сборки блока удаляемых литейных моделей включает использование механического соединения «паз-шип». Глубину паза выбирают не менее чем на 25% больше длины шипа. На посадочной поверхности шипа выполняют канавки, а перед сборкой посадочную поверхность паза нагревают до температуры на 10-15°С выше уровня температуры размягчения материала литейных моделей. Может быть использовано для механического соединения «паз-шип» в виде ласточкиного хвоста. Обеспечивается повышение надежности соединения элементов блока удаляемых моделей за счет минимизации искажения геометрии модельного блока в целом и нарушения неразъемности соединения отдельных элементов блока при сборке. 1 з.п. ф-лы, 1 ил., 1 табл.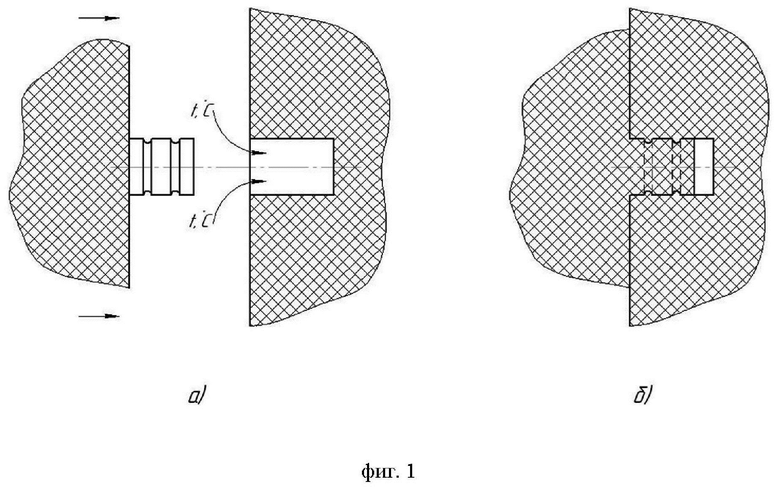
1. Способ сборки блока удаляемых литейных моделей, включающий использование механического соединения «паз-шип», отличающийся тем, что на посадочной поверхности шипа выполняют канавки, глубину паза выбирают не менее чем на 25% больше длины шипа, а посадочную поверхность паза перед сборкой нагревают до температуры на 10-15°С выше уровня температуры размягчения материала литейных моделей.
2. Способ по п. 1, отличающийся тем, что используют механическое соединение «паз-шип» в виде ласточкиного хвоста.
| Литье по выплавляемым моделям | |||
| под ред | |||
| Я.И | |||
| Шкленника, В.А | |||
| Озерова | |||
| Москва | |||
| Машиностроение | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
| Способ получения нитрила 1-бензил4-фенилпиперидинкарбоновой кислоты | 1951 |
|
SU97069A1 |
| Инструмент для растяжки сеток лучевых ламп | 1956 |
|
SU109677A1 |
| CN 208116683 U, 20.11.2018 | |||
| 0 |
|
SU196062A1 | |
| US 7270166 B2, 18.09.2007 | |||
| Устройство для натяжения струны клавишного музыкального инструмента | 1980 |
|
SU1053142A1 |
| Способ сборки выплавляемых моделей в блок | 1981 |
|
SU948529A1 |

