(.U) УСТРОЙСТВО ДЛЯ ГОРИЗОНТАЛЬНОГО ПЕРЕМЕЩЕНИЯ
И КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИН ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК
1
Изобретение относится к металлургии, конкретнее может быть использовано ,на машинах полунепрерывного литья заготовок (МПНЛЗ), у которых заготовки извлекаются вверх по оси машины.
В опытных МПНЛЗ с целью удешевления и упрощения конструкции использУют обратный ход тянущей клети для извлечения заготовок из машины.В этом случае необходимо, чтобы крис таллизатор смещался от рабочего положения по горизонтали на 0,5-1 м.
В. изв,естных МПНЛЗ кристаллизаторы установлены на колесных тележках, перемещающихся по горизонтальным рельсам, а привод качания его, как правило, размещен на перекрытии колодца под рабочей площадкой.
Известно устройство, состоящее из металлоконструкции на четырех холесах, в роликах которого подвешен кристаллизатор, механизмов качания
кристаллизатора и перемещения устройства по рельсамО .
Известно, что качество непрерывной заготовки в значительной степени зависит от точности установки кристаллизатора относительно технологической оси машины.
Недостатком известного является необходимость оснащения тележки приспособлениями, обеспечивающими наюдежную и достаточно точную фиксацию кристаллизатора в рабочем положении,5.е. усложняется конструкция и, главное, требуется дополнительное время в процессе его эксплаута15ции. Кроме того, конструкция механизма качания кристаллизатора громоздка и требует значительную площадь .
Цель изобретения - обеспечение
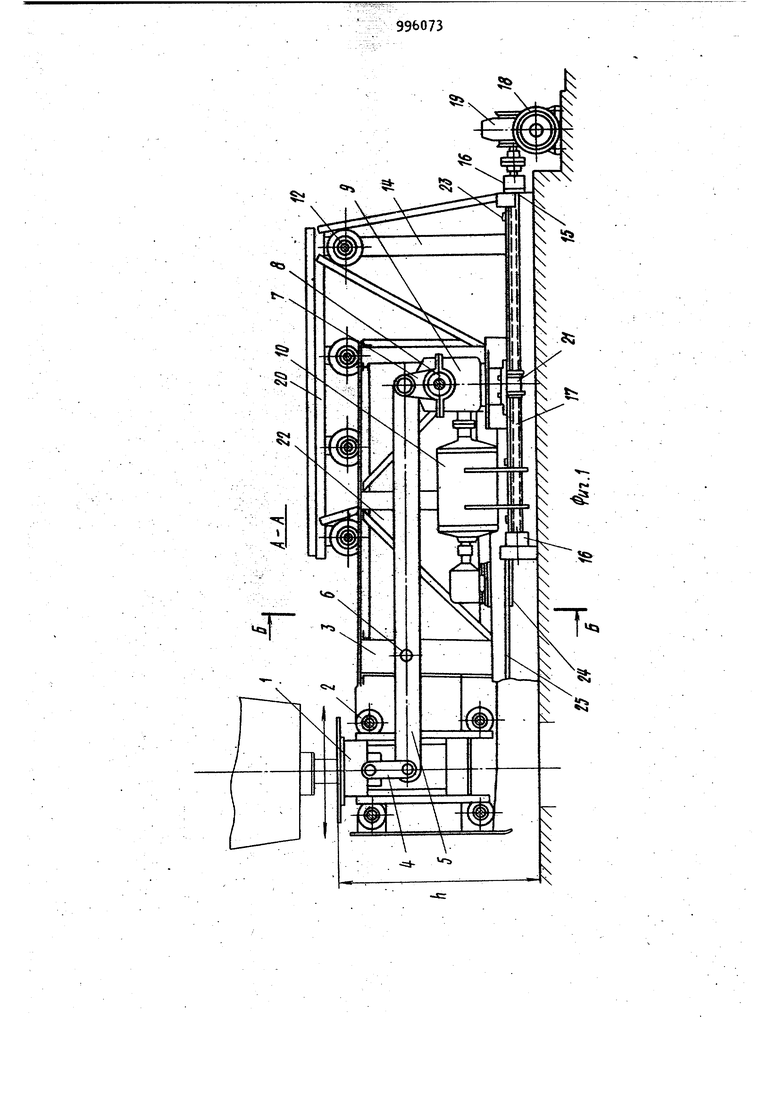
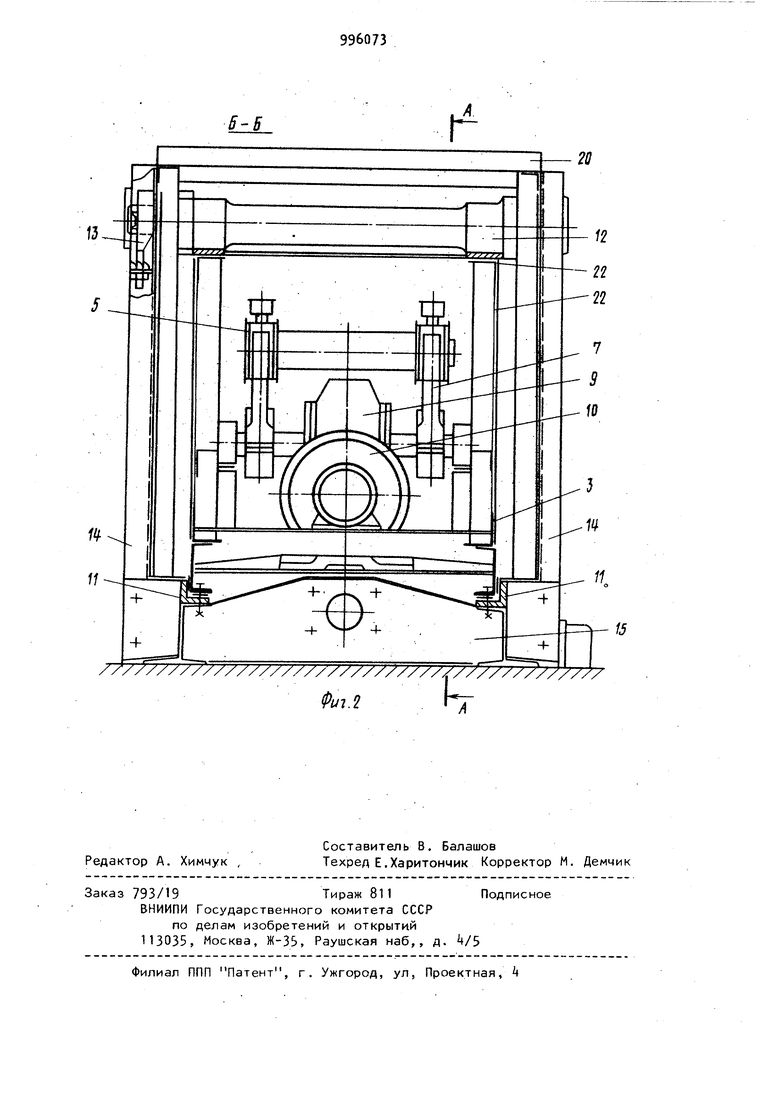
20 точной и быстрой установки кристаллизатора по оси машины, а также обеспечение компактности и надежности устройства. . предлагаемое устройство для перемещения и качания кристаллизатора на МПНЛЗ (разрез на фиг.2); на фиг. 2- разрез Б-Б на фиг. 1.. Кристаллизатор 1 фиксируется роли ками 2 в несущей металлоконструкции, выполненной в виде рамы 3, внутри которой смонтирован привод качания кристаллизатора - серги k, коромысло 5 (фиг. 1 и 2), ось поворота коромысла 6, эксцентриковые бугеля 7, эксцентрики 8, червячный редуктор 9 электродвигатель постоянного тока 10 Рама 3 перемещается- в направляющих 11, а сверху прижимается роликами 12 при помощи винтовых серег 13Направляющая 11 и боковины крепятся к станине 15 к которой прикреплены корпуса подшипников 16, несущие ходовой винт 17, вращающийся электродвигателем постоянного тока 18 через редуктор 19. Боковины 1, несущие ролики 12 и винтовыесерги 13 сверху соединены рамой 20. Винт 17, вращаясь, перемещает гайку 21 , которая прикреплена в штанге 3. Штанга 3, боковины 1 и рама 20 облицованы сменными стальными листами 22. Конечные выключатели 23 и 24 и нониусная линейка25 (на фиг. 1 показаны условно) обеспечивают точную установку кристаллизатора по оси машины и безопасную работу. Для транспортировки кристаллизатора в рабочее положение включают пакетник вперед, двигатель 18, который через редуктор 19, винт 17, гайку 21 перемещает штангу 3 &. кристал39960734Цель достигается тему что устроит лизатором 1 в раЬочее положение. Посство для горизонтальнего перемеще-ле окончания разливки ( до извлечения и качания кристаллизатора машинния слитка включают пакетник наполунепрерывного литья заготовок, со- зад, двигатель 18 и т.д. После поддержащее несущую кристаллизатор метал-5готовки МПНЛЗ к разливкам в момент локонструкцию с приводом ее переме-j открытия стопора включают двигатель щения и механизм К 1чания крИсталлиза 10 KOToptin через редуктор 9, экса тора, снабжено двумя направляющимицентрики 8, бугеля 7, коромысло 5 скольжения и прижимнь Ми роликамии серги качает кристаллизатор 1 в с индивидуальной винтовой настройкой, юроликах 2. фиксирующими металлоконструк- Применение этого устройства позцию, при этом механизм качания кристаллизатора смонтирован внутри несущей металлоконструкции. На фиг. 1 схематически изображено t$ раза при одновременном уменьшении воляет сократить время установки кристаллизатора по оси машины с ,5-5 мин до .1-1,5 мин, т.е. в З- смещения оси кристаллизатора относительно оси МПНЛЗ с О,-0,5-ммДля известных тележеЧиых устройств до 0,1-0,2 мм, т.е. в 2-2,5 раза. Габарит устройства, перемещающего кристаллизаторы высйтой Н 700900 мм с поперечным размером до 200 мм, составляет 1010х.1220х х3750 мм, такая компактность, особенно для механизма, расположенного над рабочей площадкой, позволяет сократить капитальные и эксплуатационные расходы. Формула изобретения Устройство для горизонтального перемещения и качания кристаллизатора машин,полунепрерывного литья заготовoк содержащее несущую кристаллизатор металлоконструкцию с приводом ее перемещения и механизм качания кристаллизатора, отличающееся тем, что, с целью обеспечения точной и быстрой установки кристаллизатора по оси машины, компактности и надежности устройства, оно снабжено двумя направляющими скольжения и прижимными роликами с индивидуальной винтовой настройкой для фиксации несущей металлоконструкции, при этом механизм качания кристаллизатора смонтирован внутри несущей металлоконструкции. Источники информации, принятые во внимание при экспертизе 1. Бойченко М. С. и др. Непрерывм ная разливка стали. М. , 19б1, с.133, рис. 8.
SM
Эс
9
Фит.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Установка многоручьевой полунепрерывной разливки стали | 1974 |
|
SU519274A1 |
| Машина для полунепрерывного литья слитков | 1977 |
|
SU679305A1 |
| Устройство для выдачи слитков машины полунепрерывного литья заготовок | 1982 |
|
SU1103939A1 |
| Способ получения заготовок | 1980 |
|
SU969433A1 |
| Устройство для подачи шлакообразующей смеси в кристаллизатор слябовой машины непрерывного литья заготовок | 2015 |
|
RU2630913C2 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Стенд для установки сталеразливочных и промежуточных ковшей | 1978 |
|
SU774780A1 |