i
Изобретение относится к литейному производству, в частности к формовочному оборудованию.
Известен кантователь для опок, состоящий из четерык стоек, внутри которых расположены подвижные рейки, ша1 нирно связагл0 1е с подвижным столом и приводимые в движение от привода. На противоположных внутренних сторойах стола установлены гнезда и шарнирно закреплены рычаги, одним концом свйзавные с шестернями реечных механизмов приводшлых в движение от рычагов. Кантователь служит для установки на стол опоки, подаваемой тележкой, подъема ее, переворачивания на с переносом на другую позицию и опускания опоки на приводной рольганг ij.
Недостатками этой конструкций являются необходимость точной ориентации опоки относительно гнезд стола, ограниченное перемещение опоки (в пределах размера опоки) с позиции на позицию -при
повороте ее, возможность щэвменения опок только ОДНО1Ч) типоразмера, возмож ность перекоса опоки вшду наличия зазсм ров и люфтов в зацеплениях, двух прнво дов поворота и консольных рялчагов, вследствие чего возможно выпадение опок из гнезд. Кроме того, наличие pyt ного управления приводами 1Ю позволяет встраивать: кантователь в автс 4атвчес ,jj кую линию изготовления форм.
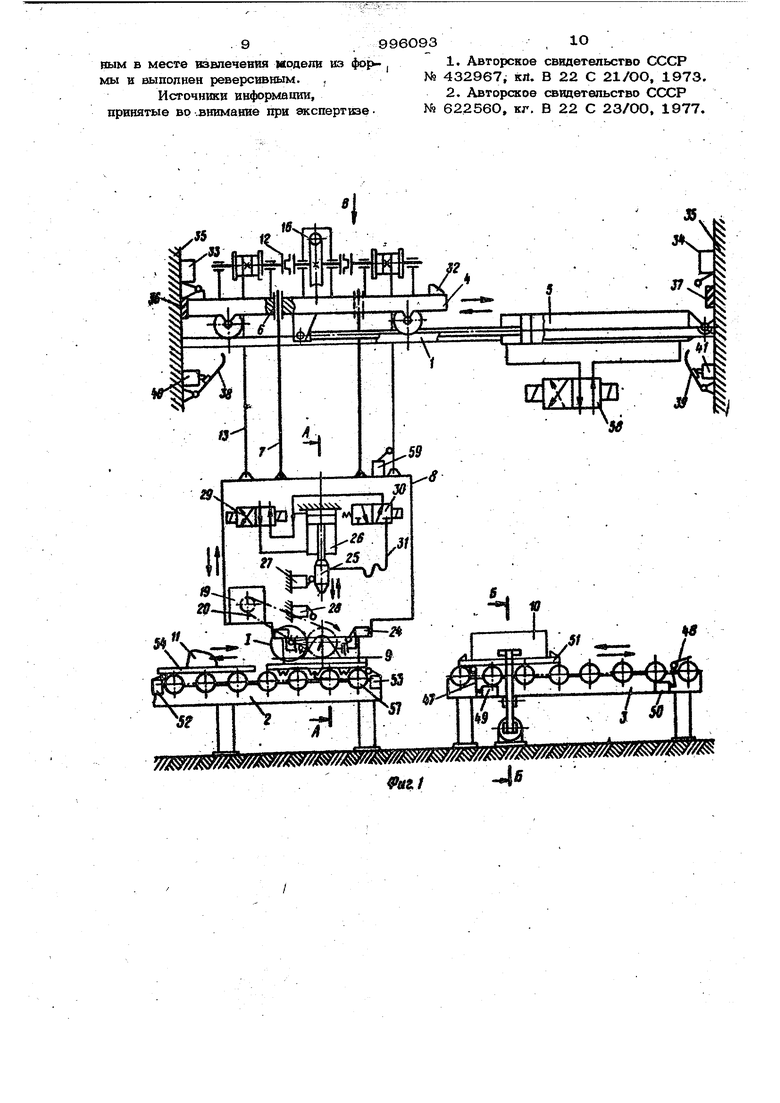
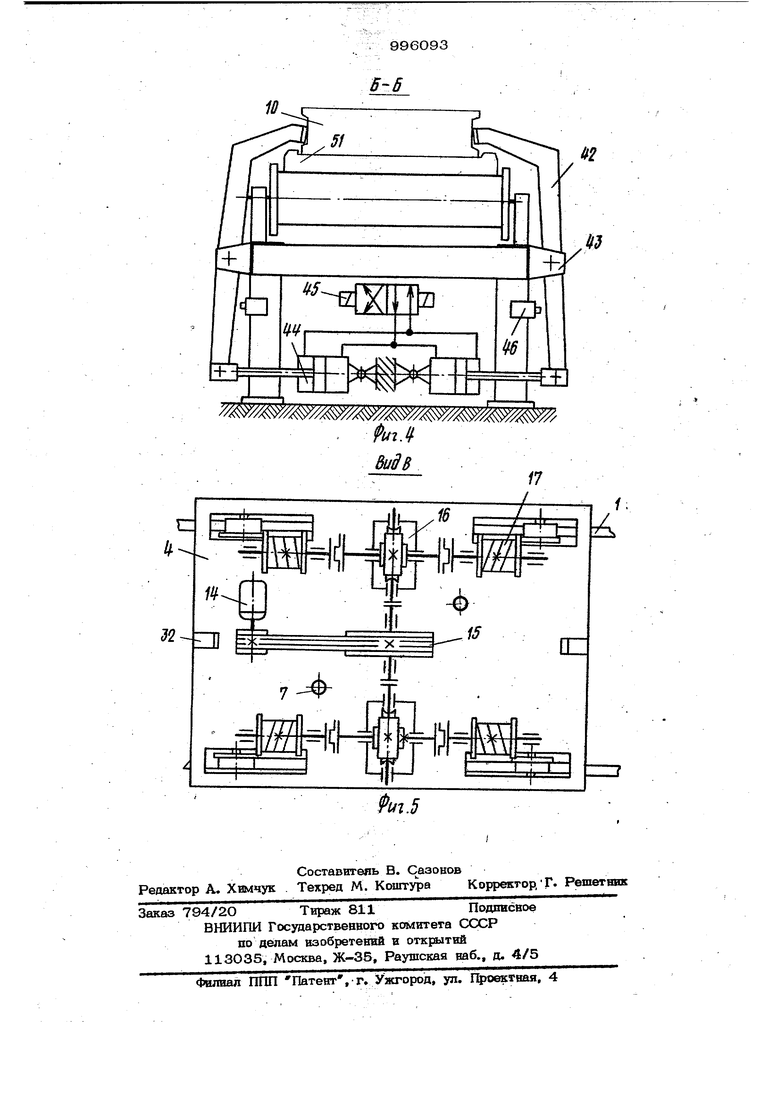
Наиболее близким к предлагаемому является устройство для извлечения сь&яных частей моделей, содержащее раму с рольгангом, на которой усташюлена водная тележка, несущая направляющие втулки с расположеннь1МИ в них вертикальными штангами, соединенными с први водным поворотным и .захватным органа20 ми. Углы наклона штанг к вертикальной оси и расстояние между ними регулируется. Захватывающие и поворотные рычаги, а также вертикальные штанги име ют приводы, выполненные в виде пневмо- цилиндров. Заформованная опока с отъемными частями модели подается под раму по неприводному рольгангу. Устройство служит для извлечения отъемных частей моделей из опок, переноса их к подмодельной плите и установки в модель Г2}. Недостатком известной конструкции является необходимость точной выставки штанг относительно опоки для обеспечения вы емки отъемных, частей модели без разрушения форм, что трудно осуществимо ввиду нескольких степеней свободы во всем устройстве (в опоке, в тележке со штангами и в штанге), наличия люфтов в подвижных соединениях и отсутстгвия приспособлений для фиксации опоки. Кроме того, известная конструкция не позволяет использовать устройство в а томатических линиях изготовления форм из-оа отсутствия автоматической системы управления его механизмами, отсутствия приводных рольгангов и фиксир5аощего приспособления для жесткого закрепления опоки в определенном месте. Цель изобретения - повышение надежности работы устройства. Цель достигается тем, что устройств для извлечения модели из формы, содержащее раму с рольгвнгом, на которой установлена приводная тележка, несущая направляющие втулки, с расположенными в них вертикальными штангами, соединенными с приводным поворотным и захватным органами, снабжено соплом, установленным по центру захватного о{ гана с возможностью вертикального перемещения, а поворотный и захватный органы выполнены в виде жестко связанного с вертикальными штангами кантователя, соединенного с приводом вертикального перемещения гибкими связями, причем захватный орган выполнен в )виде прямоугольника, незамкнутого со стороны загрузки форм, а рольгангснабжен захватным устройством, располо женным в месте извлечения модели из формы и выполнен реверсивным. На фиг. 1 схематически показано предлагаемое устройство для извлечения модели из формы; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - сечение А-А на фиг. .1; на фиг. 4 - сечение Б-Б на фиг 1; на фиг. 5 - вид В на фиг. 1. Устройство для извлечения модели из формы содержит раму 1 с приводными рольгангами 2 в 3, на которой установлена тележка 4 с приводом 5, несущая направляющие втулка 6, в которых с озможностью осевого перемещения установлены вертикальные штанги 7 с жесто закрепленным на их концах кантователем 8 с поворотным прямоугольным ахватом 9, открытым со стороны загрузки форм 10 с моделью 11. Кантователь 8 св;язан с приводом 12 посредством тросов 13. Привод кантователя состоит из электродвигателя 14, ременной передачи 15, редукторов 16 и барабанов 17, на которых намотань тросы 13. Поворотный захват 9 шарнирно на осях 18 закреплен на кантователе 8 и имеет.реверсивный привод 19, соединенный с за хватом 9 через цепную передачу 20, и оснащен жестко закрепленным на захвате 9 рычагом 21, контактирующим в крайних положениях с регулируемым упором 22.. На конце рычага 21 установлена пластина 23, взаимодействующая с выключателями 24. В кантователе 8 по, центру захвата 9 с возможностью вергтикального перемещения размещено соп ло 25 с приводом 26. В крайних поло жениях сопла 25 на кантователе 8 установлены выключатели 27 и 28, электр чески связанные с клапаном 29 управления приводом 26 и клапаном ЗО подачи воздуха в сопло 25 через .шланг 31. На тележке 4 закреплены кутшчки 32, контактирующие с выключателями 33 и 34, установленными на торцовых стенках 35 станины 1 в крайних положениях тележки 4, над ограничителями 36 и 37 хода. Там же, на торцовых стенках 35 под станиной 1 установлены рычаги 38 и 39 и выключатели 40 и 41, предназначенные для контроля подъема кантователя 8 на позициях загрузки формь 10 в захват 9 и извлечения модели 11 из формы 10. Рольганг 3 оснащен захватным устройством, состоящим из двухплечих рычагов 42, закрепленнъ1Х шарнирно в кронштейнах 43 и соединенных с приводами . 44. Для управления приводами 44 предназначен клапан 45, электрически связанный с выключателями 46. На концах рольганга 3 установлены рычаги 47 и 48 и выключатели 49 и 5О, взаимодейн ствующие с подкладной плитой 51, служащей опорой для формы 10. На концах рольга{дпа 2 установлены выключатели 52 и 53,взаимодействующие с плитой 54, на которой закреплена модель 11. Приводы рольгангов 2,3 реверсивные. с двух сторон захвата 9 закреплены ограничивающие утопки 55, а снизу поперечные утопки 56, которые могут при затрузке в захват 9 формы 10 раопопататься между приводными роликами 57 рольтанта 2 ниже их поверхности. Дпя управления приводом 5 предна значен клапан 58. На кантователе 8 уотановпен выключатель 59, постоянно кон тактирующий с тросом 13. Первый выключатель 24 и выключатель 4О, левый выключатель 24 и выключатель 41 заблокированы между собой и привод 5 мо жет быть включен только при условии срабатывания обоих выключателей этих пар. Выключатели 28 и 53 сблокированы с выключателем 59 икаждый из них может срабатывать только при отключен ном выключателе 59, т.е. котда кантова .тель 8 опирается через захват 9 на рольтанти 2 или 3. Устройство работает следующим обраПеред загрузкой фо|ыы 10 с моделью 11 и плитой 54 в захват 9, кантователь 8 располагается в нижнем положении так, чтобы поперечные утолки 56 располатались ниже роликов 57 рольгвнта 2 и не препятствовали продвижению форлы 10с плитой 54 в зев захвата 9, между уголками 55 и 56. Сопло 25 находится в верхнем положении. Форма 10 с моделью 11 и плитой 54 подается на роль танг 2.. Плита 54 воздействует на выключатель 52, к.оторый подает команду на включение привода рольтанга 2, и форма 10 с моделью 11 и плитой 54 перемещается вправо в зев захвата 9 до упора в заднюю стенку. Плита 54 воздействует на Ыз1к;початель 53, который подает команду на отключение привода рольганга 2 и включение привода 12. Кантователь 8 поднимается вверх и через рычаг 38 воздействует на выключатель 40, подающий команду на остановку привода 12 и включение приводов 5 и 1 При локь&ле кантователя 8 плита 54 опирается на поперечные утолки 56 и силами трения фиксируется в захвате 9. Захват 9 вместе с формой 10, моделью 11и плитой 54 поворачивается вокруг осей 18 на 18О° по часовой стрелке до взаимодействия рычага :21 с упором 22. При повороте плита 54 с закрепле ной на ней формой 1О опирается на заднюю стенку захвата 9. Пластина 23 воэдействует на выключатель 24, подаютоий команду на остановку привода 19 и включение привода 5. В перевернутом положении форма 1О с плитой 54 зависает на уголках 56. Тележка 4 с поднятым жантователем 8 пер©«1ещается до упора в ограничитель 37 хода на позицию извлечения модели из формы. Кулачек 32 воздействует на выключатель 34, который подает команду на включение привода 12. Подкладная плита 51 подается рольгангом 3 на ао зишпо извлечения модели из формы, при этом она через рычат 47 воздействует на выключатель 49, который отключает привод рольганга 3. Кантователь 8 опуокается, и (|ю5ма 10 с моделью 11 и платой 54 устанавливается {ш подкладную плиту 51. Тросы 13 свободно провисают и выключатель 59, срабатывая, дает команду на отключение привода 12 и вклкьчение приводив 26 и 44. Рычати 42 затсватного устройства прижимают форму 10 к плите 51, жестко фиксируя ее на позиции извлечения модели из формы. СОЕН ло 25 опускается на .шщту 54, своим наконечником входит в отверстие для подачи воздуха в модель 11 и поджимается к плите 54. В нижнем положении со№ ло 27 воздействует на выключатель 28, включающий клапан ЗО подачи воздуха через сопло 25 в пространство между моделью 11 и формой 1О. Выключатель 28 имеет электрическую связь с реле времени (не показано), которое через определенное время, необх димое для отрыва модели 11 с плитой 54 от формы 1О, включает привощл 12 К26. Благодаря гибким связям (через тросы 13) кантователя 8 с приводом 12, модель 11 с плитой 54, захватом 9 и кантователем 8 может, при подаче воздуха в пространство между моделью : 11 и формой Ю, приподниматься над фopvJoй 1О. Это обеспечивает надежное отделение модели 11 от формы 10. После подрыва модели 11 от формы 1О сопло 25 поднимается вверх. Кантователь 8 вместе с длитой 54 В моделью 11 поднимается и в верхнем положении через рычат 39 воздействует на выключатель 41, который дает к манду на гаспючение приводов 5 в 44, Рычаги 42 расходятся и освобождают форму 1О, при этом они воздействуют на выключатели 46, которые подают оманду на включение привода рольганга 3. Форма 10 с подкладной плитой 51 перемещается рольгангом 3 вправо на следующую поэицщо (не показана). Плита 51 через рычаг 48 воздействует на выключатель 50, который отключает привод рольганга 3. В это время сопло 25, переместившись вверх, нажимает на выключатель 27, дающий команду на 1жлючение привода 19. Захват 9 вместе с плитой 54 и моделью 11 поворачивается на 180 против часовой стрелки до взаимодействия рычага 21 с упором 22. Пластина 23 воздействует на выключатель 24, который отключает привод 19 и дает команду на включение привода 5. Тележка 4 перемешается влево до упора в ограничитель хода 36 на позшдшо загрузки формы в захват. Кулачок 32 воздействует на выключатель 33, включающий привод 12. Кант ватель 8 опускается на рольганг 2 и опирается через захват 9 на его раму. Тросы 13 свободно провисают I отчего срабатывает выключате; 59, подающий . команду на отключение привода 12. Плита 54 нажшч ает на выключатель 53, ко,торый подает команду на включение при,вода рольганга 2. Ролшси 57, вращаясь против часовой стрелки, переносят плиту 54 с моделью 11 влево, на позицию сборки формы с моделью (не показана), Цикл автоматического извлечения модели из формы повторяется. Использование предлагаемого устройства 11сключает применение ручного труда повыщает TexHtey безопасности и качество изготовляемых форм и позволяет автоматизировать технологический процесс изготовления керамических форм по постоянным моделям. Жесткая связь кан- .тователя с вертикальными штангами и гибкая связь его с приводом вертикального перемещения обеспечивает ориентированное 1 ертикальное перемещение его, без смещения и перекоса и позволяет точно фиксировать захват относительно рольганга. Кроме того, гибкая связь га.рантирует подрыв моделей от форм при подаче воздуха череа сопло в пространство между моделью и формой, так как кантователь имеет возможность свободно подниматься вверх под воздействием дав ления воздуха. Выполнение захвата поворотном в виде прямоугольника, незамкнутого со стороны загрузки форм, а рольганга с реверсивным приводом не требует предварительной точной выставки формы на рол ганге относительно кантователя ввиду того, что форма подается рольгангом в прямоугольш51Й захват до упора (задней стенки), тем самым точно ориентируя ее относительно сопла. Установка сопла в кантователе по центру захвата с возможностью его вертикального перемещения, позволяет поворотному захвату вместе с формой и моделью, при поднятом сопле, поворачиваться на 180°, а соплу - опускаться и поджиматься к подмодельной плите, входя наконечником в- отверстие для подачи воздуха в модель. Оснащение рольганга захватным устройством в месте извлечения модели из форм позволяет жестко фиксиррвать форму относительно кантователя при извлечении из нее модели. Оснащение устройства конечными выключателями, установленными в крайних положениях его приводных органов (тележ ки, кантователя, захвата, сопла, рольганга и захватного устройства) и имеющими электрическую связь с их приводами, а также наличие у рольганга реверсивного привода, позволяет автоматизировать извлечение модели из формы, так как прием сигналов от движущихся частей устройства и подачи их на исполнительные органы .(приводы) осуществляется в определенной последовательности, согласно техпроцесса. Кроме того, исполнительные органы имеют электрическую обратного cBsl3b, что также способствует надежному, последовательному их срабатыванию. Формулаизобретснкя Устройство для извлечения модели из формы, содержащее раму с рольгангом, на которой установлена приводная тележка, несущая направляющие втулки с расположенными в них вертикальными щта№гами, соединенными с приводным поворотным и захватным органами, отличающееся тем, что, с целью повышения надежности работы, оно снабжено соплом, установленным по центру захватного органа с возможностью вертикального перемещения, а поворотный и захватвый органы выполнены в виде жестко связанного с вертикальными штангами кантователя, соединенного с приводи вертикального перемещения гибкими связя- ми, причем захватный орган выполнен в виде прямоугольника, не замкнутого со стороны загрузки форм, а рольганг снаб- жен захватным устройством, расположенным в месте взвпечевия модели из фо мы н аыпопнен реверсивным. ,
Источники ив |юрмаш1И, принятые во .внимание при экспертизе
1.Авторское свидетельство СССР
№ 432967, кл. В 22 С 21/ОО, 1973,
2.Авторское свидетельство СССР
№ 622560, кг. В 22 С 23/ОО, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для извлечения из форм отливок типа блока цилиндров | 1989 |
|
SU1660841A1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| Кантователь | 1986 |
|
SU1389895A2 |
| Кантователь | 1975 |
|
SU523758A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Поворотно-протяжная машина | 1974 |
|
SU519282A1 |
| Модельно-опочная оснастка | 1980 |
|
SU1055588A1 |
| Подвесной грузонесущий конвейер | 1977 |
|
SU745801A1 |
| Устройство для извлечения отъемных частей модели | 1977 |
|
SU622560A1 |

W
J- /
Щ
XV
s
Li
2B
56 57
5}
4ff
