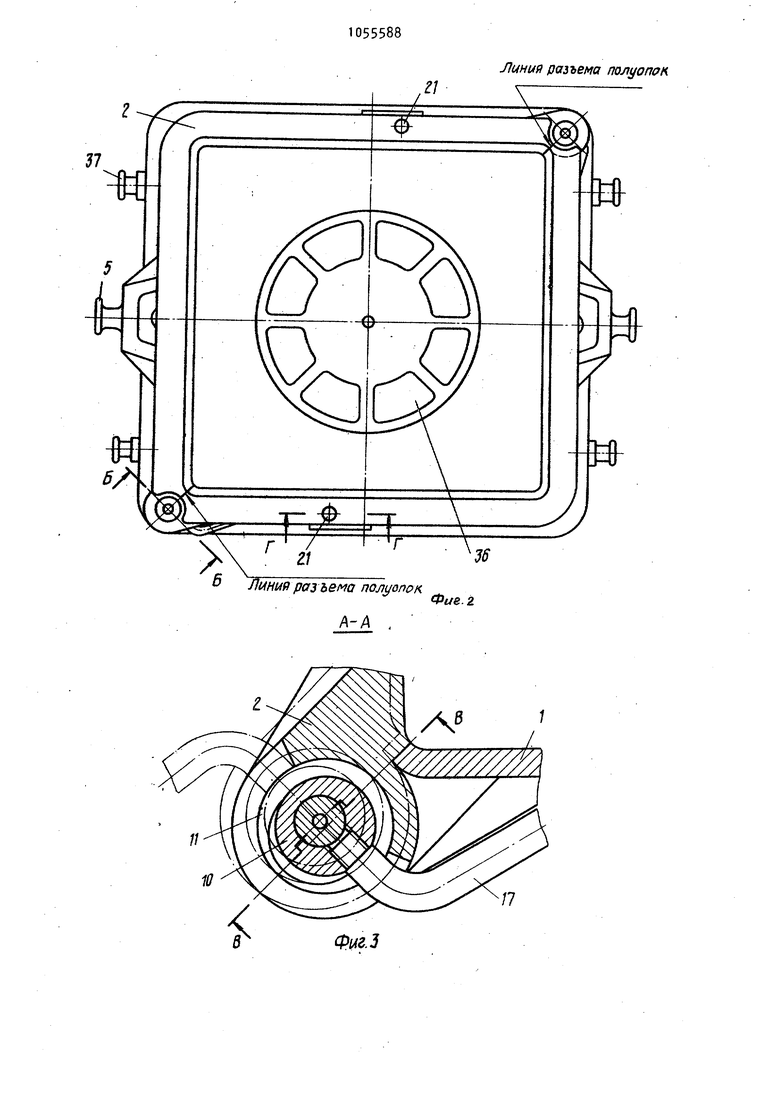
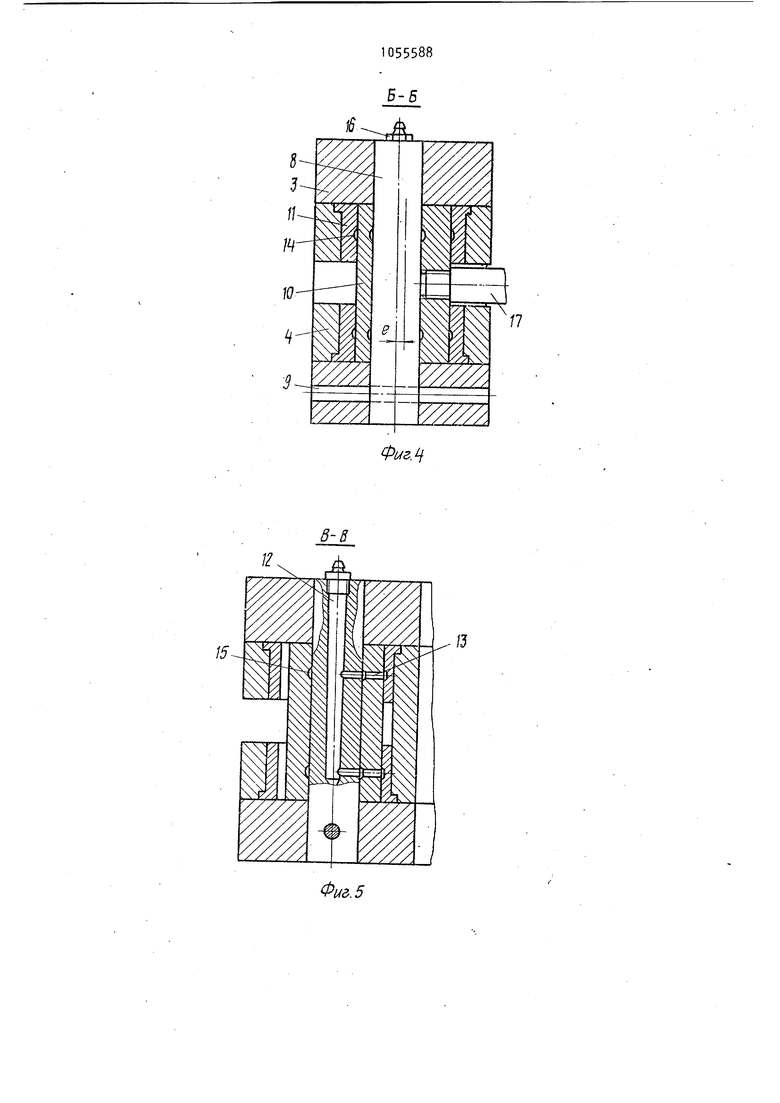
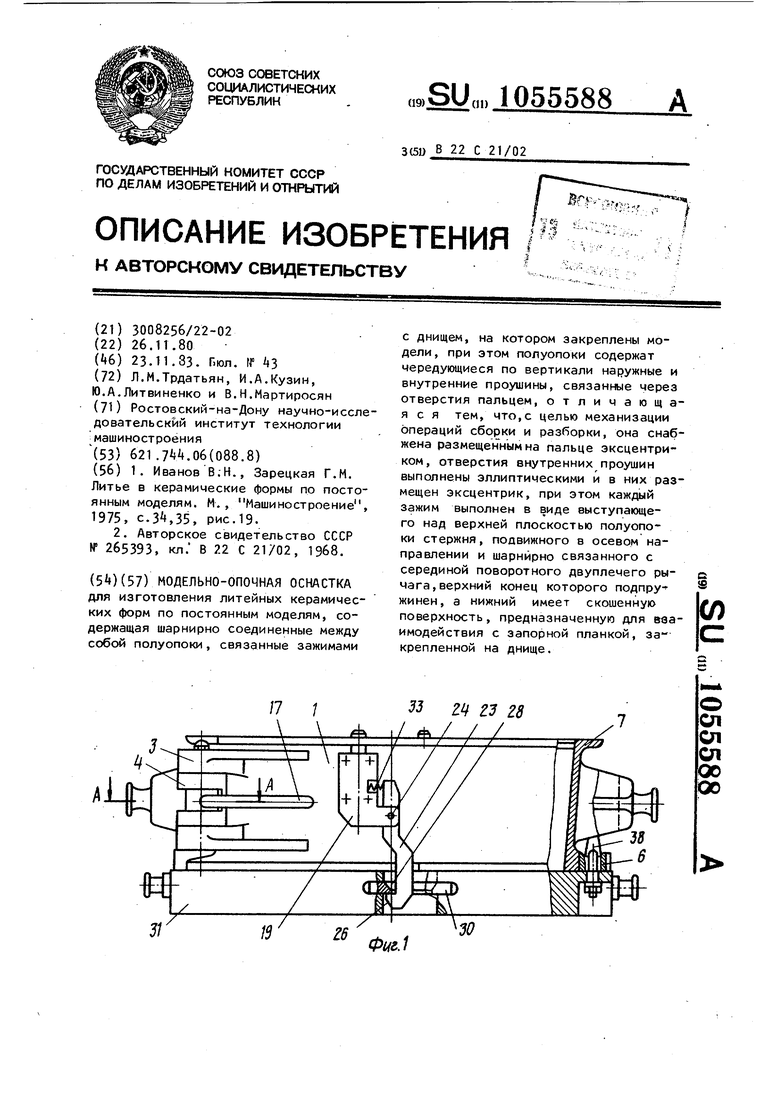
/7 / 33 / А г гд гз / / / Изобретение относится к литейно- му производству, а именно к оснастке литейных цехов, в частности разъемным олокам с зажимами, предназначенными для изготовления литейных керамических форм по постоянным моделям. Известна разъемная опока, предназначенная для изготовления керамичес ких форм, представляющая из себя прямоугольный деревянный яи1ик, собранный из двух Г-образных половин, соединенных между собой с помощью клиньев и установленный свободно на подмодельной плите 1 . Данная опока состоит из нескольки разъемных элементов и не закреплена на подмодельной плите, что исключает ее применение в автоматических линия изготовления керамических форм ввиду недостаточной жесткости конструкции и отсутствия зажимов, скрепляющих опоку с подмодельной плитой, из-за чего его нельзя кантовать при извлечении модели из формы. Наиболее близкой к изобретению является оснастка, содержащая шарнир но соединенные между собой полуопоки, связанные зажимами с днищем, на котором закреплены модели,при этом полуопоки содержат чередующиеся по вертикали наружные и внутренние проу шины, связанные через отверстие пальцем С2 J. Недостатком известной конструкции является то, что полуцилиндры соединены между собой одним пальцем,ввиду чего возможен их перекос относительн друг друга, а центрация днииа по пояску не исключает попадание заливаемой смеси в зазоры между выточками в полуцилиндрах и пояском днища, а также прилипание к их поверхностям, что затрудняет сборку и разборку формы. , Кроме того, для закрепления модельного комплекта, сборки и разборк формы требуется применение ручного труда, вследствие чего невозможна автоматизация производственного процесса. Целью изобретения является механизация сборки и разборки оснастки. Цель достигается тем, что модельно-опочная оснастка для изготовления керамических форм по постоянным моделям, содержащая шарнидно соединен ные между собой полуопоки, связанные зажимами с днищем, на котором закреп лены модели, при этом полуопоки 88 держат чередующиеся по вертикали наружные и внутренние проушины, связанные через отверстия пальцем, снабжена размещенным на пальце эксцентриком, отверстия внутренних проушин выполнены эллиптическими и в них размещен эксцентрик, при этом каждый зажим выполнен в виде выступающего над верхней плоскостью полуопоки стержня, подвижного в осевом направлении и шарнирно связанного с серединой поворотного двуплечего рычага, верхний конец которого подпружинен, а нижний имеет скошенную поверхность, предназначенную для взаимодействия с запорной планкой, закрепленной на днище. На фиг.1 схематически изображена предлагаемая оснастка; на фиг.2 то же, вид сверху; на фиг.З - сечение А-А на фиг.1; на фиг. - сечение В-Б на фиг.2; на фиг.5 - сечение В-В на фиг.З; на фиг.6 - сечение Г-Г на фиг.2. Оснастка для изготовления литейных керамических Форм по постоянным моделям содержит полуопоки 1 и 2 с наружными 3 и внутренними проушинами, цапфами 5, направляющими втулками 6 и буртиком 7, связанные между собой пальцами 8, закрепленными неподвижно в наружных проушинах 3 с помощью штифта 9« Внутренние проушины k размещены между наружными 3. На пальцы 8 свободно насажены эксцентрики 10, контактирующие с эллиптической внутренней поверхностью втулок 11, которые закреплены во внутренних проушинах j. Буртик 7, расположенный в верхней части полуопок 1 и 2, служит для предотвращения .выпадания готовой керамической формы при переворачивании опоки и по высоте на 1-1,5 мм меньше эксцентриситета е эксцентриков 10. В пальцах В и эксцентриках 10 выполнены смазочные отверстия 12 и 13, а во втулках 11 и эксцентриках 10 - смазочные канавки I и 15,в которые через масленку 16 напрессована смазка, необходимая для легкости поворота эксцентриков 10 от рукояток 17, закрепленных на эксцентриках 10. На боковых стенках полуопоки 1 и 2 прикреплены на болтах 18 зажимы 19, состоящие из корпуса 20,внутри которого с возможностью осевого перемещения размещен стержень 21,выступающий над опокой и через ось 22 соединенныи с плечом рычага 23,который шарнирно установлен на оси . Нижнее плечо рычага выполнено в виде кг)юка 25 со скосами 26 и 27,которые могут взаимодействовать со скосами 28 и 29 запорной планки 30, закрепленной в днище 31 винтами 32. Посредством пружины 33 крюк 25 поджат к поверхности полуопок 1 и 2 и предназначен для фиксации стержня 21 через ось 22 в верхнем положении выступающим над опокой. Для смазки полости корпуса 20, в которой перемещается стержень 21, служит масленка 35. На днище 31 закреплены постоянные модели Зб, цапфы 37 и направляющие штыри 38. Сборка опоки с днищем осуществляется следующим образом. С помощью рукояток 17 поворачивают эксцентрики 10 вокруг пальцев 8, воздействуя на внутреннюю поверх ность втулок 11, эксцентрики 10 сводят полуопоки 1 и 2, перемещают их навстречу друг другу до тех пор, пока не выберется зазор между стыками полуопок 1 и 2. При этом достигается равенство размеров между осями направляющих втулок 6 и штырей 38,а также между рычагами 23 и отверстиями в запорных планках 30. На днище 31 с моделями 36 опускают опоку, вначале направляющие штыри 38 входят в направляющие втулки 6 а затем нижняя часть рычага 23 входит в отверстия запорных планок 30, скользя скосами 2б по скосам 28 план ки 30. Вследствие того, что опока по отношении к днищу 31 зафиксирована с помощью направляющих втулок 6 и штырей 38, нижнее плечо рычага 23, преодолевая сопротивление пружины 33 отжимается от поверхности 28, крюк 25 проходит сквозь планку 30 и, скользя скосами 29 по скосам 27 запорной планки 30, под действием пружины 33 защелкивается под планкой 30. Другое плечо рычага 23, воздействуя через ось 22 на стержень 21, поднимает его над поверхностью полуопок ,1 и 2. Днище 31 с полуопоками 1 и 2 с помощью зажимов плотно соединены друг с другом, опока готова к заливке керамической смесью. Разборка оснастки производится следующим образом. После заливки и застывания керамической смеси опоку с днищем 31 переворачивают на 180°, застывшая смесь благодаря буртику 7 удерживается в опоке. Перевернутая опока опускается на подкладную плиту и захватами прижи- мается вместе с плитой к рольгангу (не показаны ). Стержни 21, опираясь на подкладную плиту, утапливаются заподлицо с,верхней плоскостью полуопок 1 и 2 и через оси 22воздействуют на рычаги 23, выводя крюки 25 из защепления с запорной планкой 30. Днище 31 с моделями 36, не связанное с опокой, поднимают вертикально вверх, а опока с керамической формой остается на подкладной плите, освобождается от захватов и перемещается по рольгангу на позицию извлечения керамической формы(не показаг на ). С помощью рукояток 17 эксцентрики 10 поворачиваются вокруг пальцев 8 в направлении, противоположном повороту их при сборке опоки, и, воздействуя на внутреннюю поверхность втулок 11, раздвигают полуопоки 1 и 2 одна от другой на величину, равную 2е.Буртик 7 выходит из образованной им канавки, и керамическая форма освобождается от опоки. За цапфы 5 полуопоки 1 и 2 поднимают вверх и перемещают на позицию сборки с днищем 31 . Керамичес- кая форма остается на Подкладной плите и по рольгангу перемещается Hi следующую позицию. Использование изобретения позволит автоматизировать сборку и разборку опок с подмодельной плитой (днищем ) и извлечение готовых керамических форм, что noBbiujaeT производительность, технику безопасности, при обслуживании и улучшает условия труда.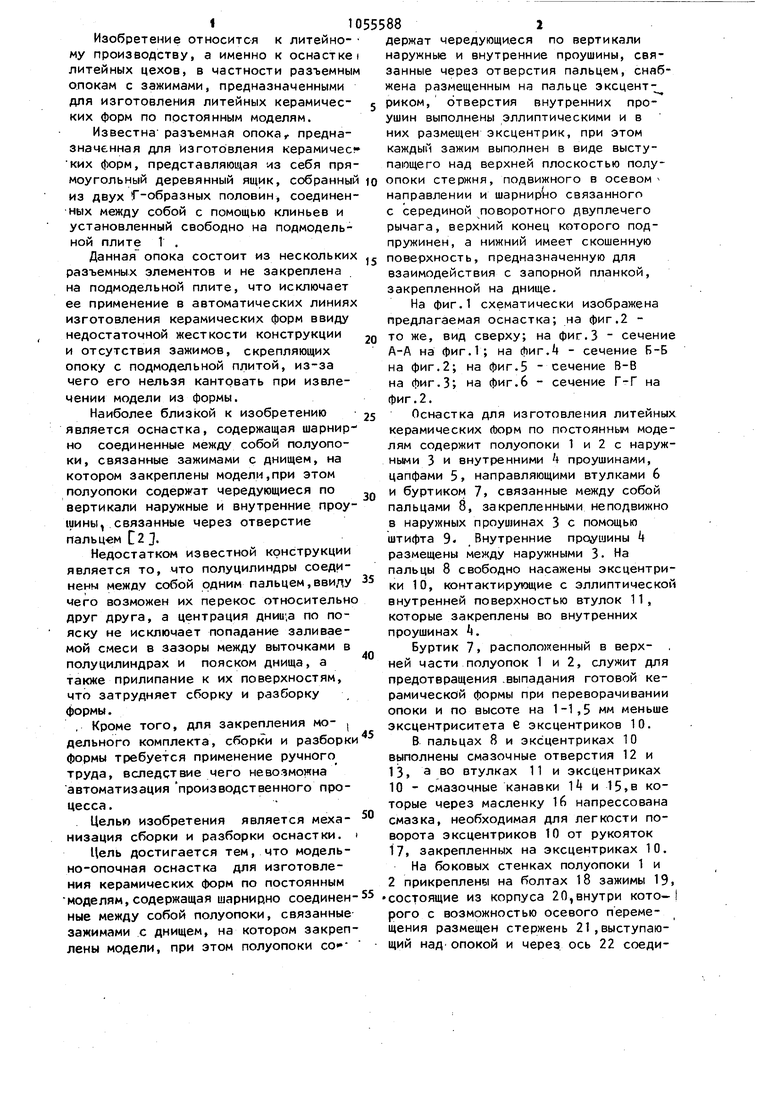

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления опоки к подмодельной плите | 1980 |
|
SU933193A1 |
| Механизм крепления подмодельной плиты к опоке | 1980 |
|
SU969428A1 |
| Способ извлечения постоянной модели из керамической формы и устройство для его осуществления | 1986 |
|
SU1369871A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| КОМПЛЕКТ ОСНАСТКИ ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ТОЧНОСТИ АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЙ | 2023 |
|
RU2831460C1 |
| ПОДМОДЕЛЬНАЯ ВАКУУМИРУЕМАЯ ПЛИТА ДЛЯ ИЗГОТОВЛЕНИЯ ВАКУУМНО-ПЛЕНОЧНЫХ ЛИТЕЙНЫХ ФОРМ | 2005 |
|
RU2292983C2 |
| Опока для вакуумно-пленочной формовки | 1990 |
|
SU1799663A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ГАЗООТВОДНЫХ КАНАЛОВ В ЛИТЕЙНОЙ ФОРМЕ | 2019 |
|
RU2704776C1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
.Ц
Фиг,. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Иванов В.-Н., Зарецкая Г.М | |||
| Литье в керамические формы по постоянным моделям | |||
| М., Машиностроение, 1975, с.3.35, рис.19 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ | 0 |
|
SU265393A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
