Изобретение относится к литейному производству и может быть использовано для извлечения отливок блока цилиндров из литейных форм.
Целью изобретения является повышение производительности и надежности в работе, снижение брака по бою отливок, а также обеспечение извлечения асимметричных отливок и позиционирования подвижкой рамы по высоте.
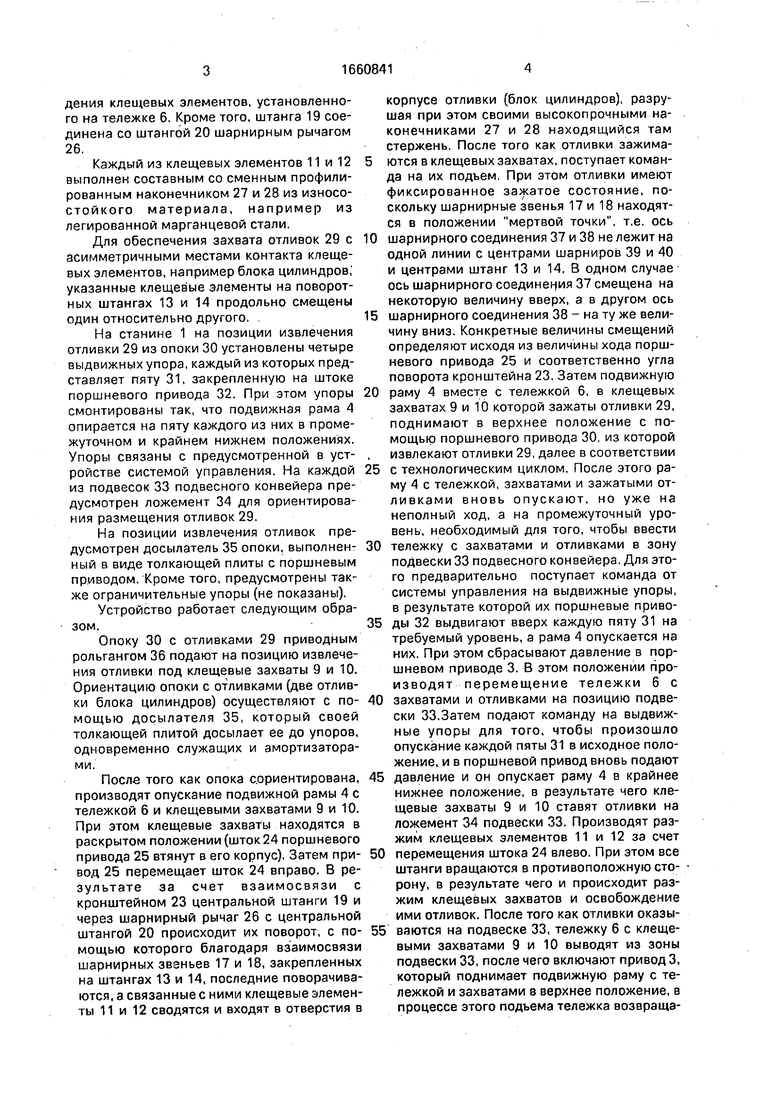
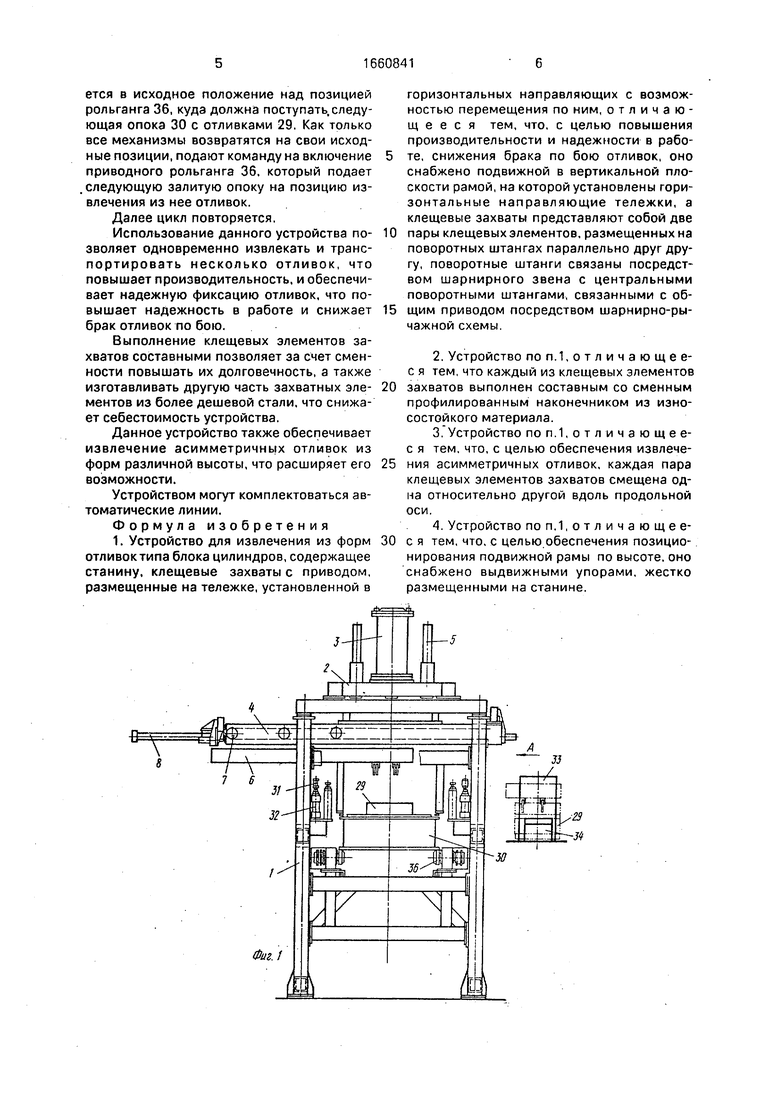
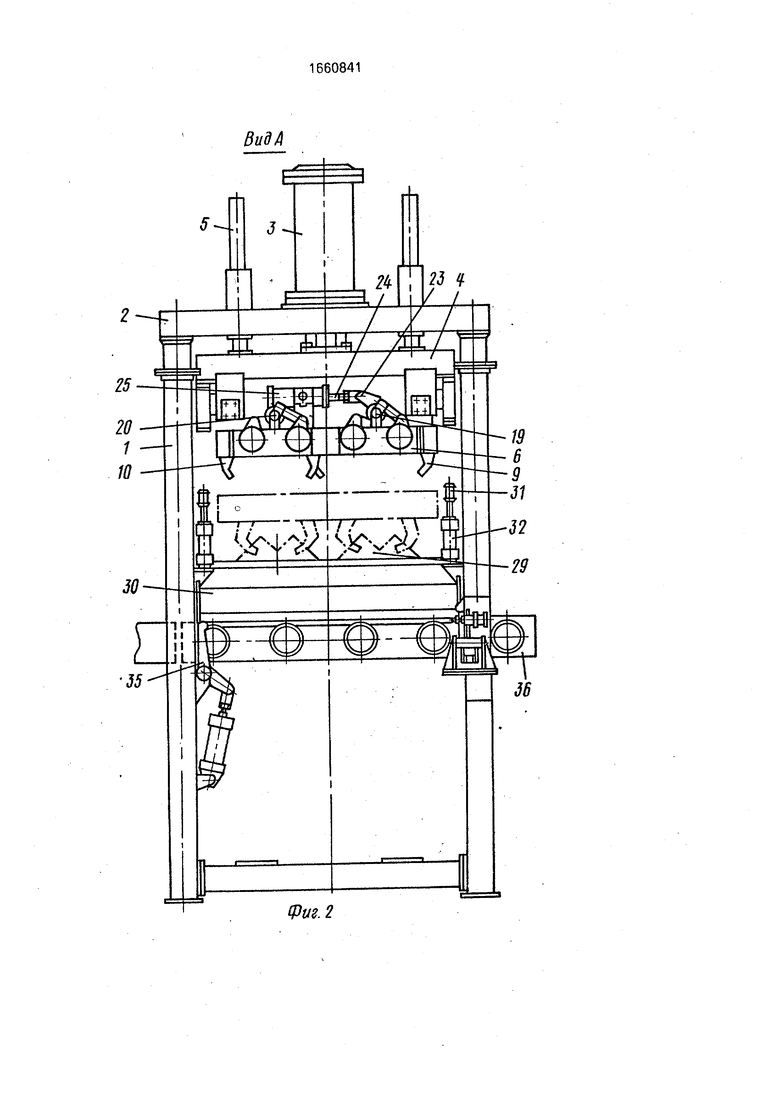
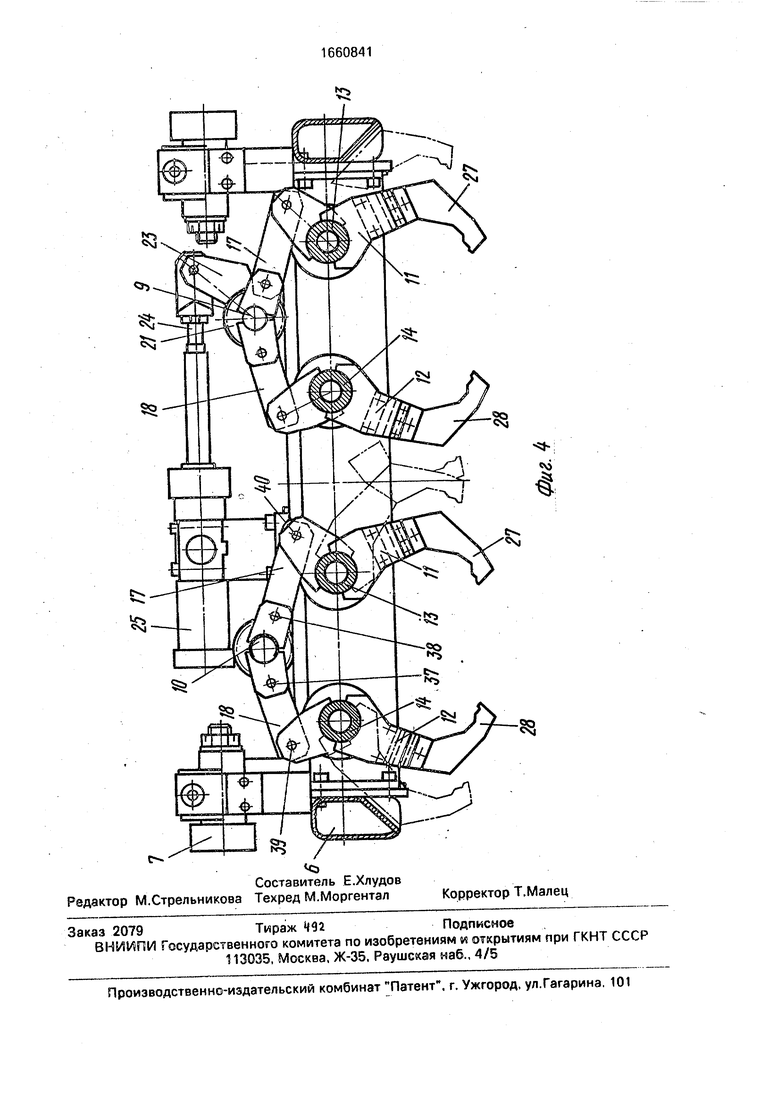
На фиг.1 изображено предлагаемое устройство; на фиг.2 - вмд А на фиг.1; на фиг.З - вид на тележку сверху (подвижная рама и привод не показаны); на фиг.4 - разрез Б-Б на фиг.З.
Устройство содержит станину 1, на траверсе 2 которой установлен поршневой привод 3, соединенный с подвижной рамой 4, выполненной из направляющих рельс и перемещаемой по вертикальным направляющим скалкам 5. На раме с возможностью возвратно-поступательного горизонтального перемещения установлена тележка 6 с роликовыми опорами 7. связанная с поршневым приводом 8 ее перемещения, смонтированным на подвижной раме. На тележке размещены параллельно друг другу два клещевых захвата 9 и 10. Каждый из клещевых захватов состоит как минимум из двух пар клещевых элементов 11 и 12. При этом каждая пара закреплена на поворотных штангах 13 и 14, установленных посредством опор 15 и 16 на тележке 6 Каждая из штанг соединена шарнирным звеном 17 и 18 с соответствующей центральной поворотной штангой 19 и 20, которые установлены в опорах 21 и 22. смонтированных на тележке 6. При этом штанга 19 шарнирно связана кронштейном 23 со штоком 24 поршневого привода 25 для сведения и разве
О
о о
00
4
«сЈ
дения клещевых элементов, установленного на тележке 6, Кроме того, штанга 19 соединена со штангой 20 шарнирным рычагом 26.
Каждый из клещевых элементов 11 и 12 выполнен составным со сменным профилированным наконечником 27 и 28 из износостойкого материала, например из легированной марганцевой стали.
Для обеспечения захвата отливок 29 с асимметричными местами контакта клещевых элементов, например блока цилиндров; указанные клещевые элементы на поворотных штангах 13 и 14 продольно смещены один относительно другого.
На станине 1 на позиции извлечения отливки 29 из опоки 30 установлены четыре выдвижных упора, каждый из которых представляет пяту 31, закрепленную на штоке поршневого привода 32. При этом упоры смонтированы так, что подвижная рама 4 опирается на пяту каждого из них в промежуточном и крайнем нижнем положениях. Упоры связаны с предусмотренной в устройстве системой управления. На каждой из подвесок 33 подвесного конвейера предусмотрен ложемент 34 для ориентирования размещения отливок 29.
На позиции извлечения отливок предусмотрен досылатель 35 опоки, выполненный в виде толкающей плиты с поршневым приводом. Кроме того, предусмотрены также ограничительные упоры (не показаны).
Устройство работает следующим образом.
Опоку 30 с отливками 29 приводным рольгангом 36 подают на позицию извлечения отливки под клещевые захваты 9 и 10. Ориентацию опоки с отливками (две отливки блока цилиндров) осуществляют с помощью досылэтеля 35, который своей толкающей плитой досылает ее до упоров, одновременно служащих и амортизаторами.
После того как опока сориентирована, производят опускание подвижной рамы 4 с тележкой 6 и клещевыми захватами 9 и 10. При этом клещевые захваты находятся в раскрытом положении (шток24 поршневого привода 25 втянут в его корпус), Затем привод 25 перемещает шток 24 вправо. В результате за счет взаимосвязи с кронштейном 23 центральной штанги 19 и через шарнирный рычаг 26 с центральной штангой 20 происходит их поворот, с помощью которого благодаря взаимосвязи шарнирных звэньев 17 и 18, закрепленных на штангах 13 и 14, последние поворачиваются, а связанные с ними клещевые элементы 11 и 12 сводятся и входят в отверстия в
корпусе отливки (блок цилиндров), разрушая при этом своими высокопрочными наконечниками 27 и 28 находящийся там стержень. После того как отливки зажимаются в клещевых захватах, поступает команда на их подъем, При этом отливки имеют фиксированное зажатое состояние, поскольку шарнирные звенья 17 и 18 находятся в положении мертвой точки, т.е. ось
0 шарнирного соединения 37 и 38 не лежит на одной линии с центрами шарниров 39 и 40 и центрами штанг 13 и 14. В одном случае ось шарнирного соединения 37 смещена на некоторую величину вверх, а в другом ось
5 шарнирного соединения 38 - на ту же величину вниз. Конкретные величины смещений определяют исходя из величины хода поршневого привода 25 и соответственно угла поворота кронштейна 23. Затем подвижную
0 раму 4 вместе с тележкой 6, в клещевых захватах 9 и 10 которой зажаты отливки 29, поднимают в верхнее положение с помощью поршневого привода 30, из которой извлекают отливки 29, далее в соответствии
5 с технологическим циклом. После этого раму 4 с тележкой, захватами и зажатыми отливками вновь опускают, но уже на неполный ход, а на промежуточный уровень, необходимый для того, чтобы ввести
0 тележку с захватами и отливками в зону подвески 33 подвесного конвейера. Для этого предварительно поступает команда от системы управления на выдвижные упоры, в результате которой их поршневые приво5 ды 32 выдвигают вверх каждую пяту 31 на требуемый уровень, а рама 4 опускается на них. При этом сбрасывают давление в поршневом приводе 3. В этом положении производят перемещение тележки 6 с
0 захватами и отливками на позицию подвески 33.Затем подают команду на выдвижные упоры для того, чтобы произошло опускание каждой пяты 31 в исходное положение, и в поршневой привод вновь подают
5 давление и он опускает раму 4 в крайнее нижнее положение, в результате чего клещевые захваты 9 и 10 ставят отливки на ложемент 34 подвески 33. Производят разжим клещевых элементов 11 и 12 за счет
0 перемещения штока 24 влево. При этом все штанги вращаются в противоположную сторону, в результате чего и происходит разжим клещевых захватов и освобождение ими отливок. После того как отливки оказы5 ваются на подвеске 33, тележку 6 с клещевыми захватами 9 и 10 выводят из зоны подвески 33, после чего включают привод 3, который поднимает подвижную раму с тележкой и захватами в верхнее положение, в процессе этого подъема тележка возвращэется в исходное положение над позицией рольганга 36, куда должна поступать,следующая опока 30 с отливками 29. Как только все механизмы возвратятся на свои исходные позиции, подают команду на включение приводного рольганга 36, который подает .следующую залитую опоку на позицию извлечения из нее отливок.
Далее цикл повторяется.
Использование данного устройства позволяет одновременно извлекать и транспортировать несколько отливок, что повышает производительность, и обеспечивает надежную фиксацию отливок, что повышает надежность в работе и снижает брак отливок по бою.
Выполнение клещевых элементов захватов составными позволяет за счет сменности повышать их долговечность, а также изготавливать другую часть захватных элементов из более дешевой стали, что снижает себестоимость устройства.
Данное устройство также обеспечивает извлечение асимметричных отливок из форм различной высоты, что расширяет его возможности.
Устройством могут комплектоваться автоматические линии.
Формула изобретения
1. Устройство для извлечения из форм отливок типа блока цилиндров, содержащее станину, клещевые захваты с приводом, размещенные на тележке, установленной в
горизонтальных направляющих с возможностью перемещения по ним, отличающееся тем, что, с целью повышения производительности и надежности в работе, снижения брака по бою отливок, оно снабжено подвижной в вертикальной плоскости рамой, на которой установлены горизонтальные направляющие тележки, а клещевые захваты представляют собой две
пары клещевых элементов, размещенных на поворотных штангах параллельно друг другу, поворотные штанги связаны посредством шарнирного звена с центральными поворотными штангами, связанными с общим приводом посредством шарнирно-ры- чажной схемы.
2.Устройство поп.1,отличающее- с я тем, что каждый из клещевых элементов захватов выполнен составным со сменным профилированным наконечником из износостойкого материала.
3.Устройство поп.1,отличающее- с я тем, что, с целью обеспечения извлечения асимметричных отливок, каждая пара клещевых элементов захватов смещена одна относительно другой вдоль продольной оси.
4.Устройство поп,1,отличающее- с я тем, что, с целью обеспечения позиционирования подвижной рамы по высоте, оно снабжено выдвижными упорами, жестко размещенными на станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для выбивки стопочных форм | 1982 |
|
SU1072993A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Линия отбивки литников и выбивки стержней из отливок | 1980 |
|
SU908519A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Устройство для извлечения модели из формы | 1981 |
|
SU996093A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| Устройство для выбивки литейных форм | 1989 |
|
SU1675044A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1987 |
|
SU1581472A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
Изобретение относится к литейному производству и может быть использовано для извлечения отливок типа блока цилиндров из форм. Цель - повышение производительности и надежности в работе, снижение брака по бою отливок. Устройство содержит станину с выдвижными упорами, клещевые захваты, размещенные на приводной в горизонтальной плоскости тележки, которая установлена на подвижной в вертикальной плоскости раме. Клещевые захваты выполнены составными со сменными наконечниками из износостойкого материала, а клещевые захваты смещены относительно друг друга вдоль продольной оси. 3 з.п.ф-лы. 4 ил.
&з
JJ
Фт.2
с
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
