Изобретение относится к технологическим процессам и может быть использовано при сварке металлов и сплавов, на поверхности которых образуется тугоплавкая окисная пленка.
Цель изобретения - расширение области применения и упрощение оборудования.
На чертеже изображена схема устройства для реализации предлагаемого способа сварки.
К одной клемме источника 1 переменного токга с падающей внешней характеристикой подключена сварочная горелка с вольфрамовым электродом 2. К другой клемме источника 1 переменного тока подключены свариваемое изделие 3 через соединенные встречно- параллельно диод 4 и тиристор 5 и при с ад6чная проволока чб через тиристор 7 и токоограничивающий резис:тор 8, Управляющие электроды и катоды тиристоров 5 и 7 подключены: к блоку 9 управления, вход которого соединен с выходными клеммами источника 1 переменного тока.
В процессе сварки дуга прямой полярности возбуждается и горит между вольфрамовым электродом 2 и свариваемым изделием 3. При смене полярности тока с прямой на обратную включается тиристор 5 или тиристор 7. Поочередное включение тиристоров 5 и 7 осуществляется блоком 9 управления, который контролирует полярность напряжения на выходных клеммах источника 1 переменного тока и вырабатывает сиг налы управления в момент смены полярности с прямой на обратную. Если включают тиристор 5, дуга обратной .полярности возбуждается и горит между вольфрамовым электродом 2 и свари,ваемым изделием 3. Если включают тиристор 7, дуга обратной полярности возбуждается и горит между вольфрамовым электродом 2 и присадочной проволокой 6.
I Пример. Производят ручным способом наплавку валика на пластину из сплава АМг 5 размером 100x30x1 мм сварочной горелкой ЭЗР-5-2 с вольфрамовым электродом диаметром 1 мм. В качестве присадки применяют проволоку СвАК5 диаметром 1,6 мм, которую подклк)чают к сварочной цепи при помощи гибкого проводника сечением 1,25 мм. Поверхность пластины и
проволоки после длительного хранения перед наплавкой только обезжиривают ацетоном. Расход защитного газа - аргона, устанавливают 5 л/мин-. Питание
дуги осуществляют переменным прямоугольным током частотой 50 Гц с соотношением длительности прямой и обратной полярности тока 4/1. Величина тока дуги между вольфрамовым электродом
и пластиной составляет 36...40А,
между вольфрамовым электродом и присадочной проволокой - 16...20 А. Присадочную проволоку подают в зону горения дуги возвратно-поступательными
движениями и следят за состоянием
ее поверхности. При появлении блеска, характерного для очищенной катодным распылением поверхности и оплавлении . торца проволоки, расплавленный металл
присадки переходит в сварочную ванну.
В процессе наплавки присадочную проволоку периодически выводят .из зо.ны действия защитного газа, что способствует интенсивному окислению нагретого участка. В эти промежутки времени дуга между вольфрамовым электродом и присадочной проволокой не возбуждается. При последующем введении окисленного участка проволоки в зону горения дуги характерный процесс очистки поверхности проволоки перед расплавлением и переходом расплавленного металла в сварочную ванну восстанавливается. Это свидетельствует о снижении требований к качеству предварительной подготовки поверхности присадочной проволоки перед сваркой согласно предлагаемому способу. Металлографический анализ структуры наплавленного металла показывает, что окисные включения и поры отсутствуют.
Формула изобретения
Способ дуговой сварки алюминиевых сплавов на переменном токе неплавящимся электродом с подачей присадочной проволоки в зону горения дуги, по которому проволоку очищают от пленки катодным распылением, отличающийся тем, что, с целью упрощения оборудования,
в полупериоды обратной полярности поочередно возбуждают дугу между электродом и изделием и между электродом и присадочной проволокой.
,1266687
i4
причем в момент возбуждения дугиволокой ток в сварочной цепи уменьмежду электродом и присадочной про-шают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
Изобретение относится к способам сварки алюминия и его сплавов и позволяет упростить оборудование за счет отсутствия устройства для очистки проволоки. Сварку осуществляют переменным током. При смене полярности тока с прямой на обратную поочередно включают тиристоры 5 и 7. При включении тиристора 5 дуга горит между электродом и изделием и происходит очистка изделия от окисных пленок. При включении тиристора 7 дуга горит между электродом и присадочной проволокой и происходит очистка проволоки, при этом величину тока в сварочной цепи уменьшают. Данный способ позволяет снизить квалифика(Л Дию сварщика при ручной сварке, т.к. отпадает необходимость строго контролировать качество защиты. 1 ил. Ж t 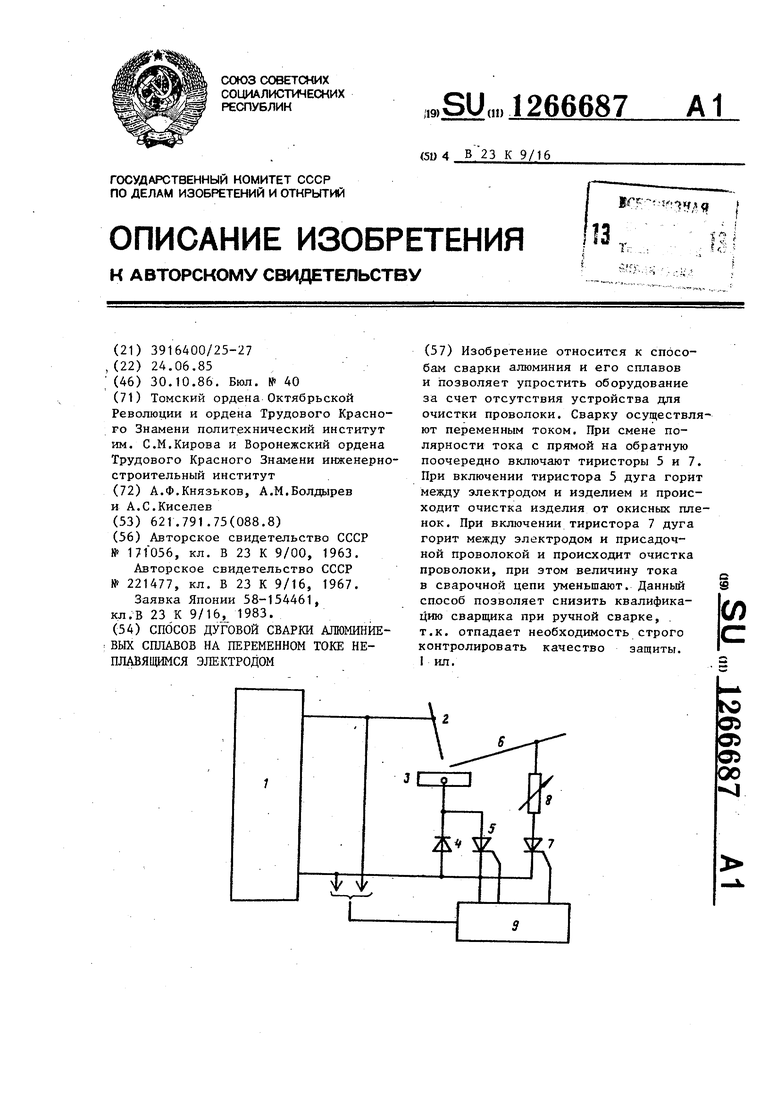
| 0 |
|
SU171056A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ | 0 |
|
SU221477A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
