Изобретение .относится к строительству, а 1менно производству двухслойных изделий из стекла.
: К этому производству относится изготовление художественной сортовой посуды с накладом из бесцветного стекла, образующего внутренний слой изделия, покрытогоснаружи слоем цветного стекла, с последующим нанесением рисунка, на изделие техни-. ческой алмазной грани, с последующим прорезанием.всего слоя цветного стекла я частично бесцветного. V Кроме того, к этому производству относится также изготовление-двухслойных упрочненных полых стеклонзделий из бесцветного стекла, образующего внутренний слой изделия, покрытого снаружи слоем стекла с .меньшим, коэффициентом термического расширения, за счет чего в наружном слое изделия после затвердевания образуются напряжения сжатия, увеличивающие общую прочность стеклоизделия.
До настоящего времени полые двухслойные изделия изготавливаются только, вручную, процесс отличается сложностью, высокой трудоемкостью и требует высококвалифицированного труда.
Известен загрузчик дтпрессованнс плит с помсядью сталкивателя. подача отпрессованных плит в печь нагрева осуществляется кареткой с обратным
ходом 11
- Однако такая конструкция непригодна для получения накладного стекла при работе извзстных автоматов с
10 капельным питанием.
Наиболее близким к предлагаемому по технической сущности, является автомат для изготовления полых стеклоизделий путем выдувания, в.ключаю15 щий вращающуюся карусель с приемны ми столиками, дутьевыми головками и чистовыми формами, устройство для прессования таблетки с приемной плитой, устройство для переноса таблет20ки на приемные столики карусели, лоток 2.
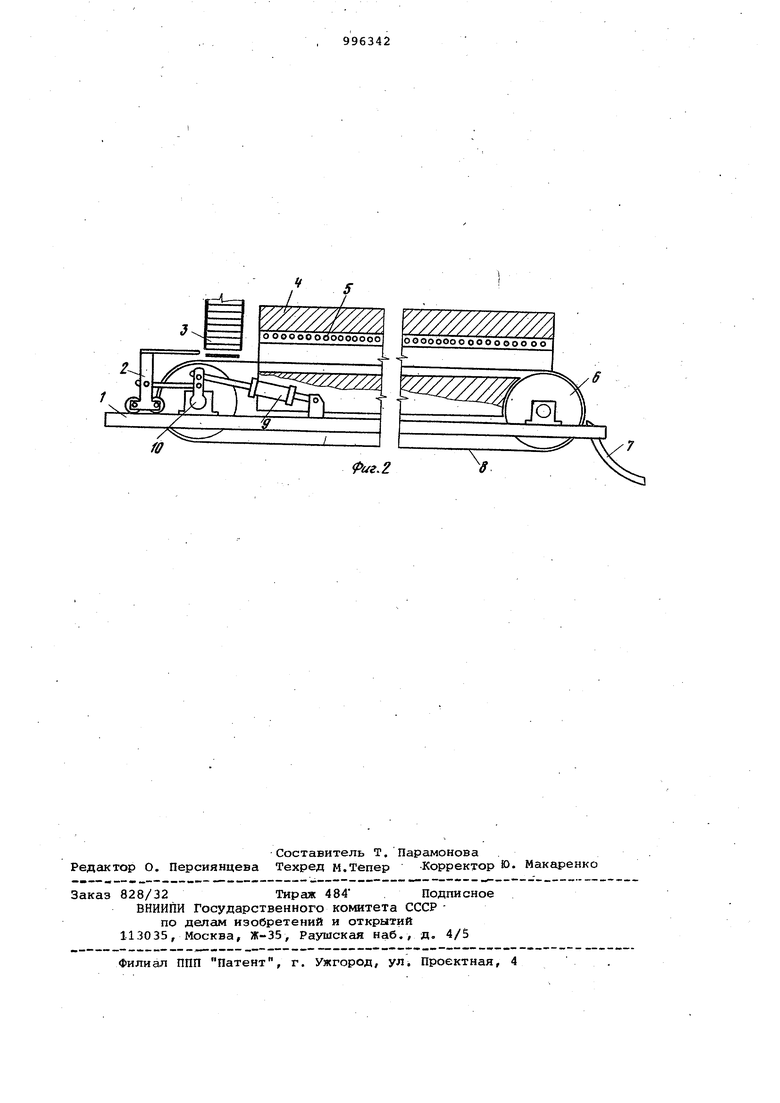
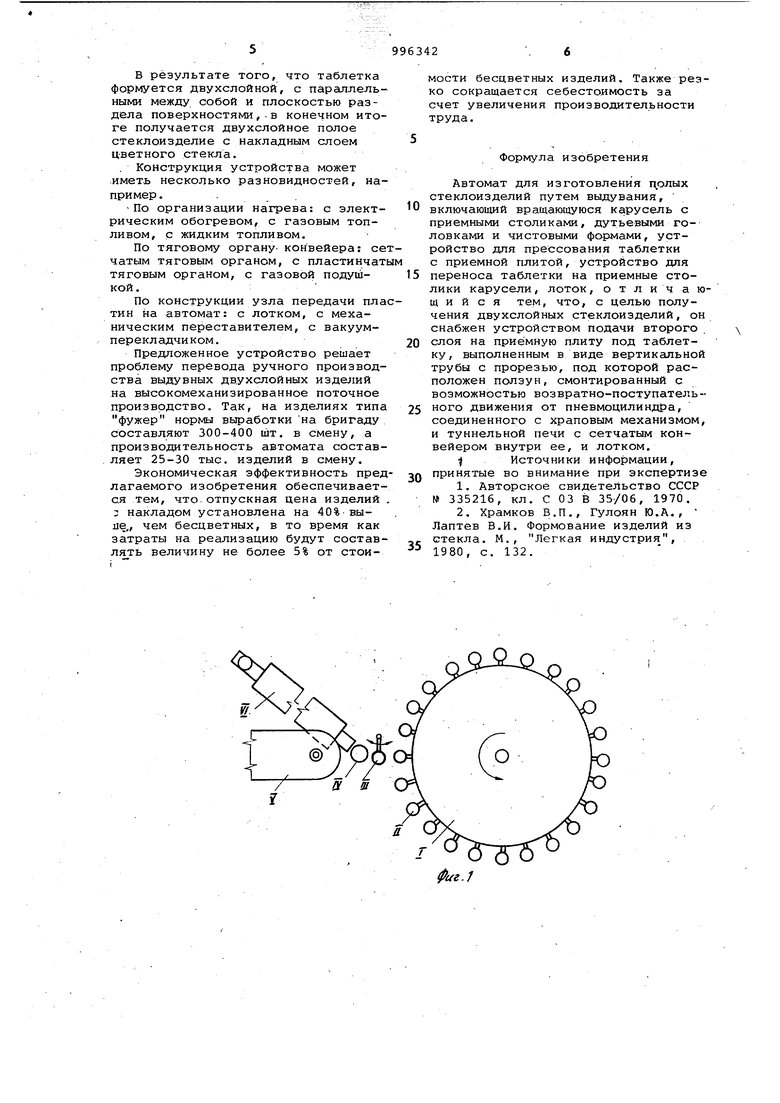
Автомат -состоит из карусели, оборудованной 16-24 формовочными комплектами, состоящими из приемных сто25 ликов, дутьевых головок и чистовых форм с устройством приема капли стекломассы, формования из неё таблетки и передачи этой таблетки на приемные столики, состоящие из при30 емной плиты и вакуум-перекладчика Недостатком этих автоматов явч ляется невозможность изготовления на них двухслойных полых стеклоизделий . Цель.изобретения - получение по лых двухслойных стеклоизделий. Поставленная цель достигается тем, что автомат для изготовления лых стеклоизделий путем выдувания, включающий вращающуюся карусель с приемными столиками, дутьевыми головками и ЧИСТОВЫ1УИ формами, устро ство для прессования таблетки с пр емной плитой, устройство для переноса таблетки на .приемные столики карусели, лоток, снабжен устройств подачи второго слоя на приемную плиту под таблетку, выполненным в де вертикальной трубы с прорезью, под которой расположен ползун, смо тированный с возможностью возвратно-поступательного движения от пне моцилиндра, соединенного с храповы механизмом, и туннельной печи с се чатым конвейером внутри ее, и лотком. На фиг. 1 схематично представле карусель I автомата, приемные столики II автомаха, вакуум-переклгщчик III автомата, приемная плита I автомата, капельный питатель V, ус ройство VI подачи второго слоя на приемную плиту под таблетку. На фиг. 2 представлено предлага мое устройство. Предлагаемое устройство состоит из рамы 1, ползуна 2, вертикальной трубы с прорезью 3, туннельной печи 4 , электронагревателей 5, барабана б, лотка 7, конвейерной сетки 8, пневмоцилиндра 9, храпового механизма Id . Малогабаритная туннельная печь обогревается нагревателями 5, разделенными .на четыре зоны, обеспечи вающих нагрев внутреннего пространства печи по заданной кривой на рева. Внутри печи проходит конвейер, состоящий из сетки 8, плетенной из нихромовой проволоки, что обеспечивает ее сохранность при высоких температурах нагрева. Сетка натянута на два стальных барабана б, закрепленных на раме 1. Движение сетки конвейера циклическое с ходом, обеспечивающим ее передвижение на расстояние, позволяющее сбрасывать с конвейера поочередно по одной цветной пластине стекла. Циклическое движение сетки обеспечивается храповым механизмом 10, представляю щим собой храповое колесо, жестко насаженное на вал барабана, и поводок, свободно сидящий на валу и совершающийвокруг него возвратнопоступательное вращение пневмоцилиндром 9. При движении рычага поводка вправо защелка храпового механизма упирается в зубы храпового колеса и передвигает его вместе с барабаном конвейера на определенный угол, соответствующий требуемому ходу передвижения сетки. При движении влево защелка проскакивает по зубьям, храповое колесо и,.следовательно, барабан конвейера находятся в покое. Обратный и прямой ходы пневмоцилиндра синхронизируются .с работой автомата для выдувных изделий . С поводком храпового механизма ры гажно связан ползун 2, сбрасывающий пластину. Ползун совершает возвратно-поступательное движение по раме синхронно с движением рычага поводка. Ползун при движении вправо упирается в торец нижней цветной пластинки, находящийся в вертикальной трубе с прорезью 3, и сбрасывает . ее на сетку конвейера. При движении влево ползун совершает холостой ход. Цветная пластина стекла, циклически передвигаясь по конвейеру, нагревается и через правый барабан конвейера сбрасывается на лоток 7, который направляет ее на приемную плиту IV автомата формования. Работа устройстваосуществляется следующим образом. вертикальная труба 3 предварительно заполняется пластинами цветного стекла требуемого цвета. При , подаче сжатого воздуха в пневмоцилиндр 9 шток отходит вправо, увлекая за собой ползун 2., который сбрасывает одну пластину на сетку 8 конвейера. Одновременно с этим поворотом рычаг 10 храпового механизма передвигает сетку конвейера на один шаг. При обратном ходе пневмоцилиндра ползун возвращается в исходное положение. Далее циклы движения повторяются. Цветные пластины, проходя через печь 4 с нагревателями 5, разогреваются до требуемой температуры и, дойдя до конца печи, при очередном движении барабана б падают на лоток. 7, затем подаются на приемную плиту III автомата перед падением на нее очередной капли бесцветного стекла из питателя V. Капля бесцветного стекла, падая на разогретую пластину цветного стекла, спаивается с ней, даЛее подвергается прессованию, превращающему ее в двухслойную таблетку, которую вакуум-перекладчик переносит на очередной приемный столик II карусели Т автомата. На приемных столиках при непрерывном вращении карусели происходит раздув из таблетки пульки изделия, а из, пульки - самого изделия в чистовой форме. В результате того, что таблетка формуется двухслойной, с параллельными между собой и плоскостью раздела поверхностями,.в конечном ито ге получается двухслойное полое стеклоизделие с накладным слоем ц-ветного стекла. Конструкция устройства может .иметь несколько разновидностей, на пример. По организации нагрева: с электрическим обогревом, с газовым топливом, с жидким топливом. По тяговому органу- конвейера: се чатым тяговым органом, с пластинчат тяговым органом, с газовой подушкой. По конструкции узла передачи пла тин на автомат: с лотком, с механическим переставителем, с вакуумперекладчиком. Предложенное устройство решает проблему перевода ручного производства выдувных двухслойных изделий на высокомеханизированное поточное производство. Так, на изделиях типа фужер нормы выработки на бригаду составляют 300-400 шт. в смену, а производительность автомата составляет 25-30 тыс. изделий в смену. Экономическая эффективность пред лагаемого изобретения обеспечивает ся тем, что отпускная цена изделий :; накладом установлена на 40% выле,, чем бесцветных, в то время как затраты на реализацию будут состав лять величину не более 5% от стоимости бесцветных изделий. Также резко сокращается себестоимость за счет увеличения производительности труда. Формула изобретения Автомат для изготовления долых стеклоизделий путем выдувания, включающий вращающуюся карусель с приемными столиками, дутьевыми головками и чистовыми формами, устройство для прессования таблетки с приемной плитой, устройство для переноса таблетки на приемные столики карусели, лоток, отличающийся тем, что, с целью получения двухслойных стеклоизделий, он снабжен устройством подачи второго слоя на приёмную плиту под таблетку, выполненным в виде вертикальной трубы с прорезью, под которой расположен ползун, смонтированный с возможностью возвратно-поступательного движения от пневмоцилиндра, соединенного с храповым механизмом, и туннельной печи с сетчатым конвейером внутри ее, и лотком. ij Источники инфо змации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 335216, кл. С 03 В 35/06, 1970. 2.Храмков В.П., Гулоян Ю.А., Лаптев В.И. Формование изделий из стекла. М., Легкая индустрия, 1980, с. 132.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механизированного изготовления полых стеклоизделий с накладом | 1983 |
|
SU1157029A1 |
| Устройство для изготовления стеклоизделий на ножке | 1978 |
|
SU885161A1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Автомат-укладчик кирпича полусухого прессования на вагонетки туннельных обжиговых печей | 1983 |
|
SU1113259A1 |
| БЕЗВОДНЫЙ СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И СТРОИТЕЛЬНОГО МУСОРА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2000 |
|
RU2176566C1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| СПОСОБ ГРАНУЛИРОВАНИЯ СТЕКЛА В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2020 |
|
RU2746632C1 |
| Устройство для передачи стеклоизделий | 1981 |
|
SU1000428A1 |
| Способ изготовления декоративно-облицовочных плит | 1984 |
|
SU1253965A1 |