(54) СПОСОБ ЗАПРАВКИ И ПРОВОДКИ ТКАНИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАПРАВКИ И ПРОВОДКИ ТКАНИ | 1972 |
|
SU341535A1 |
| Способ проводки полотна ткани на отделочных операциях в текстильном производстве | 1975 |
|
SU622901A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОДГОТОВКИ ВИСКОЗНЫХ ШТАПЕЛЬНЫХ ТКАНЕЙ | 1993 |
|
RU2037588C1 |
| Отбельный агрегат для хлопчатобумажных тканей | 1957 |
|
SU115243A1 |
| ПРОЗРАЧНЫЕ СШИВАЮЩИЕ СПИРАЛИ | 2004 |
|
RU2347027C2 |
| Устройство для запаривания текстильных полотен в жгутах | 1986 |
|
SU1401087A1 |
| Устройство для продольного складывания текстильного полотна | 1986 |
|
SU1308538A1 |
| Устройство для обработки трикотажного полотна | 1990 |
|
SU1724759A1 |
| Способ транспортирования жгутов в отделочной текстильной машине и устройство для его осуществления | 1990 |
|
SU1721130A1 |
| МАШИНА ДЛЯ МНОГООПЕРАЦИОННОЙ ЖИДКОСТНОЙ ОБРАБОТКИ ПОЛОТНА В ЖГУТЕ | 1968 |
|
SU220217A1 |
Изобретение относится к способам заправки и проводки ткани и предназначено для применения в отбельных цехах красильно-отделочных производств текстильной промышленности.
По основному авт.св. 341535 известен способ заправки и проводки ткани, заключающийся в том, что расправленные полотна ткани при одинаковом натяжении перед входом в отбельную поточную линию накладывают одно на другое, а затем совместно сожгучивают, причем проводку сожгученных полотен через машины осуществляют таким образом, что направление движения ткани в спиралях в каждой мойной и материальной машине противоположно направлению движения спирали предыдущей и последующей машин и перпендикулярно общей оси линии, а выход жгу-: та ткани в каждой машине производят напротив входа его в последующую ма- . шину линии 1 .
Однако такой способ заправки не устраняет полностью закручивания жгута ткани на выходе из линии, образующегося при спиральной заправке ткани в мойно-материальные машины, гДе ткань движется по винтовой линии по поверхности валов и роликов машины.
ввиду отсутствия контроля за одинаковым числом петель заправки в с 8седних машинах, равномерным и выбранным в соответствии с шириной жгута шагом петель в заправке и четностью заправок в линии, что при прохождении одного полотна ткани уменьшает активную поверхность и ухудшает процесс про10питки и про1ив:1вки ткани, затрудняет расправление жгута на выходе из линии, а при проводке нескольких полотен в одном жгуте дополнительно затрудняет процесс их разделения для последующей обработки.
15
Целью изобретения является повышение качества обработки ткани.
Поставленная цель достигается тем, что согласно способу заправки и проводки ткани шаг петель в спи20ральной заправке выбирают равным соответствующей ширине жгута ткани, при этом число петель в каждой спирали, образующих смежную пару, выбирают одинаковым, а число спираль25ных заправок в линии - четным.
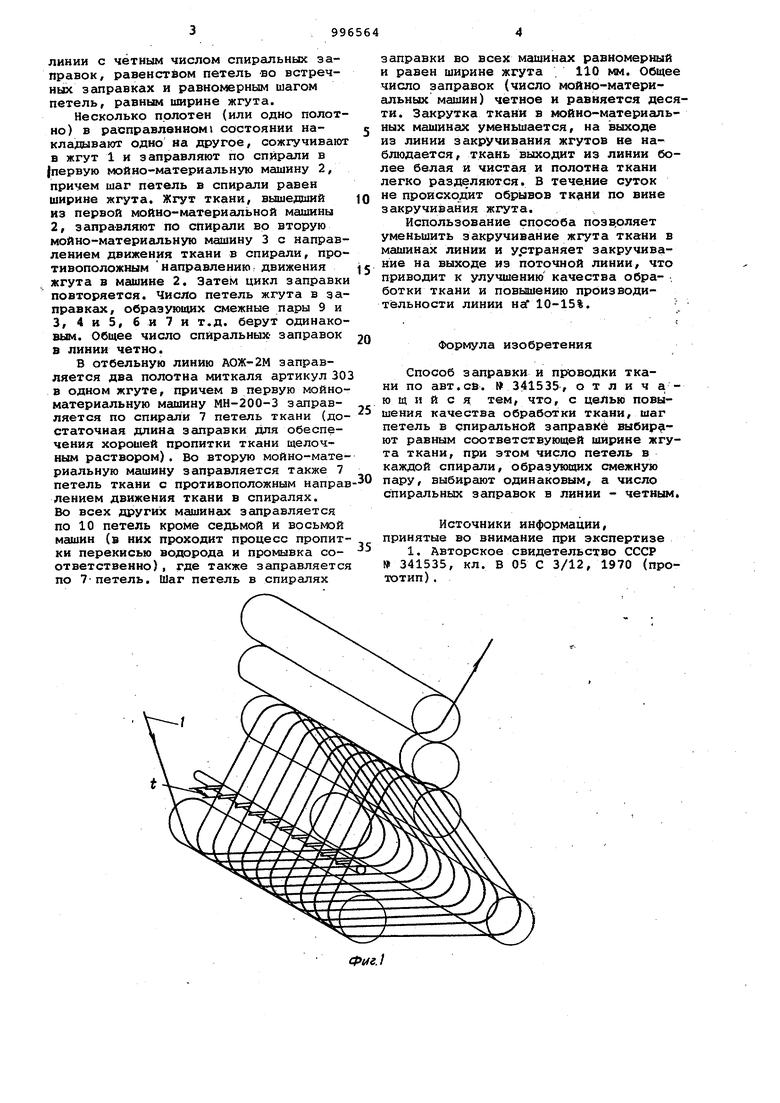
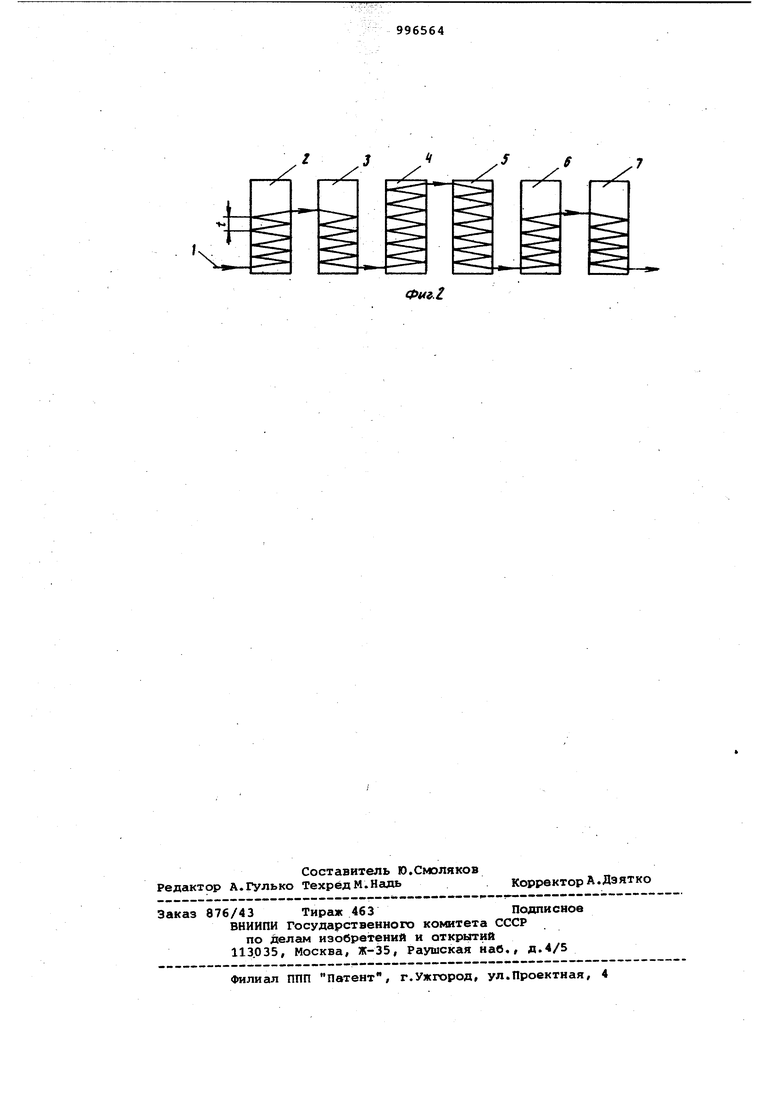
На фиг.1 изображена схема заправки ткани в мойно-материальную машину, где показан шаг t, равный ширине жгута; на фиг.2 - схема заправки и
ЗЪ ПРОВОДКИ ткани в поточной отбельной линии с четным числом спиральных заправок, равенством петель во встречных заправках и равномерным шагом петель, равным ширине жгута. Несколько полотен (или одно полотно) в расправленном состоянии накладывают одно на другое, сожгучивают в жгут 1 и заправляют по спирали в {первую мойно-материальную машину 2, причем шаг петель в спирали равен ширине жгута. Жгут ткани, вышедший из первой мойно-материальной машины 2,заправляют по спирали во вторую мойно-материальную машину 3 с направлением движения ткани в спирали, противоположным направлению движения жгута в машине 2. Затем цикл заправки повторяется. Число петель жгута в заправках, образующих смежные пары 9 и 3,4 и 5, 6 и 7 и т.д. берут одинаковым. Общее число спиральных- заправок в линии четно. В отбельную линию АОЖ-2М заправляется два полотна миткаля артикул 303 в одном жгуте, причем в первую мойноматериальную машину МН-200-3 заправляется по спирали 7 петель ткани (достаточная длина заправки для обеспечения хорошей пропитки ткани щелочным раствором). Во вторую мойно-материальную машину заправляется также 7 петель ткани с противоположным направ лением движения ткани в спиралях. Во всех других машинах заправляется по 10 петель кроме седьмой и восьмой машин (в них проходит процесс пропитки перекисью водорода и промывка соответственно), где также заправляется по 7-петель. Шаг петель в спиралях заправки во всех машинах равномерный и равен ширине жгута . 110 мм. Общее число заправок (число мойно-материсшьных машин) четное и равняется десяти. Закрутка ткани в мойно-материальных машинах уменьшается, на выходе из линии закручивания жгутов не наблюдается, ткань выходит из линии более белая и чистая и полотна ткани легко разделяются. В течение суток не происходит обрывов ткани по вине закручивания жгута. Использование способа позволяет уменьшить закручивание жгута ткани в машинах линии и устраняет закручивание на выходе из поточной линии, что приводит к улучшению качества обра- , ботки ткани и повышению производительности линии наГ10-15%. Формула изобретения Способ заправки и проводки ткани по авт.ей. № 341535, отличающийся тем, что, с целью повышения качества обработки ткани, шаг петель в спиральной заправке выбир ют равным соответствующей ширине жгута ткани, при этом число петель в каждой спирали, образующих смежную пару, выбирают одинаковым, а число спиральных заправок в линии - четным. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 341535, кл. В 05 С 3/12, 1970 (прототип) .
