1
Изобретение относится к неря рушающему контролю качества материалов и изделий, в частности, к ультразвуковым средствам контроля изделий цилиндрической формы.
Известно устройство для неразрушаюшего контроля цилиндрических изделий и труб, содержащее каретку с . роликами, устанавливаемую на контролируемую трубу, которая затем приводится во вращение 1.
Недостатком этого устройства является ограниченный диапазон его применения, вызванный необходимостью иметь отдельр1ый при-, вод для вращения контролируемой трубы.
Наиболее близким по технической сущности к изобретению является устройство для автоматизированного ультразвукового, контроля труб разного диаметра,содержащее каретку, привод ее перемешения, размещенный на каретке преобразователь и узел поджима каретки к контролируемой трубе 2.
Однако известное устройство характеризуется недостаточной производительностью и надежностью контроля труб, загрязненных технологическими веществами, так как оно не
содержит специальных приспособлений дня очистки поверхности трубы в местах прижатия ультразвукового преобразователя. Кроме того, использование витой пружины, охватывающей трубу с целью прижатия к ней устройства,
5 ограничивает возможность перемещения устройства по загрязненной технологическими веществами контролируемой Трубе.
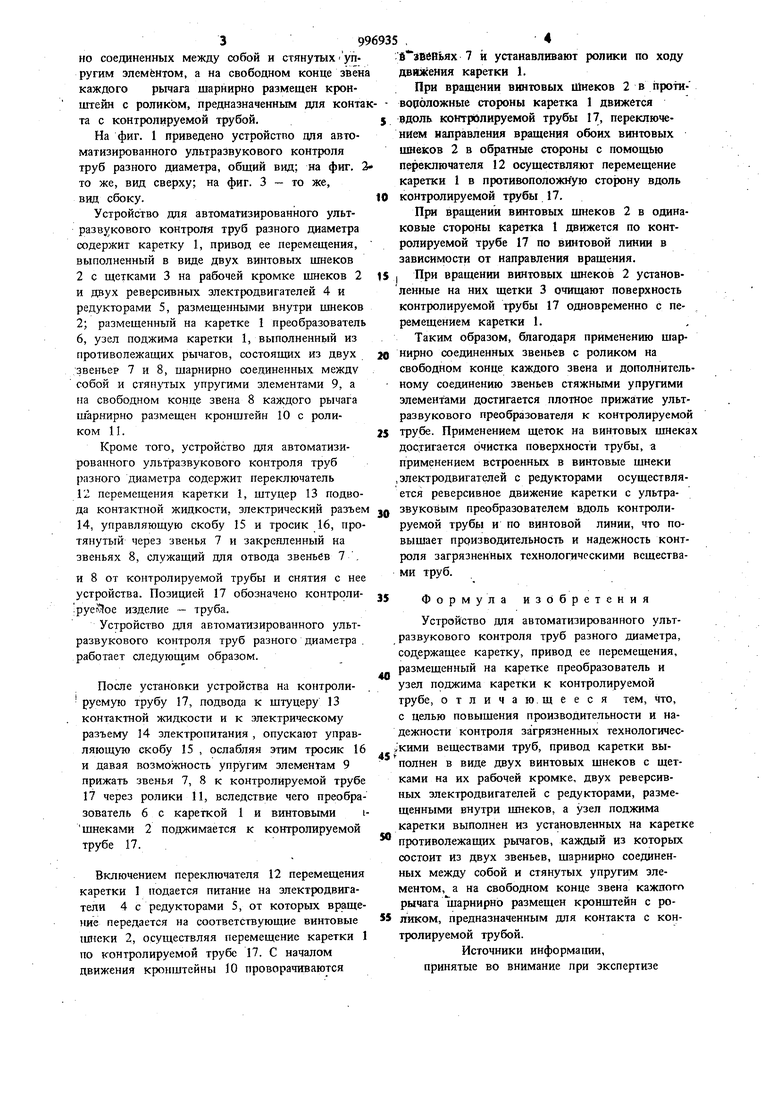
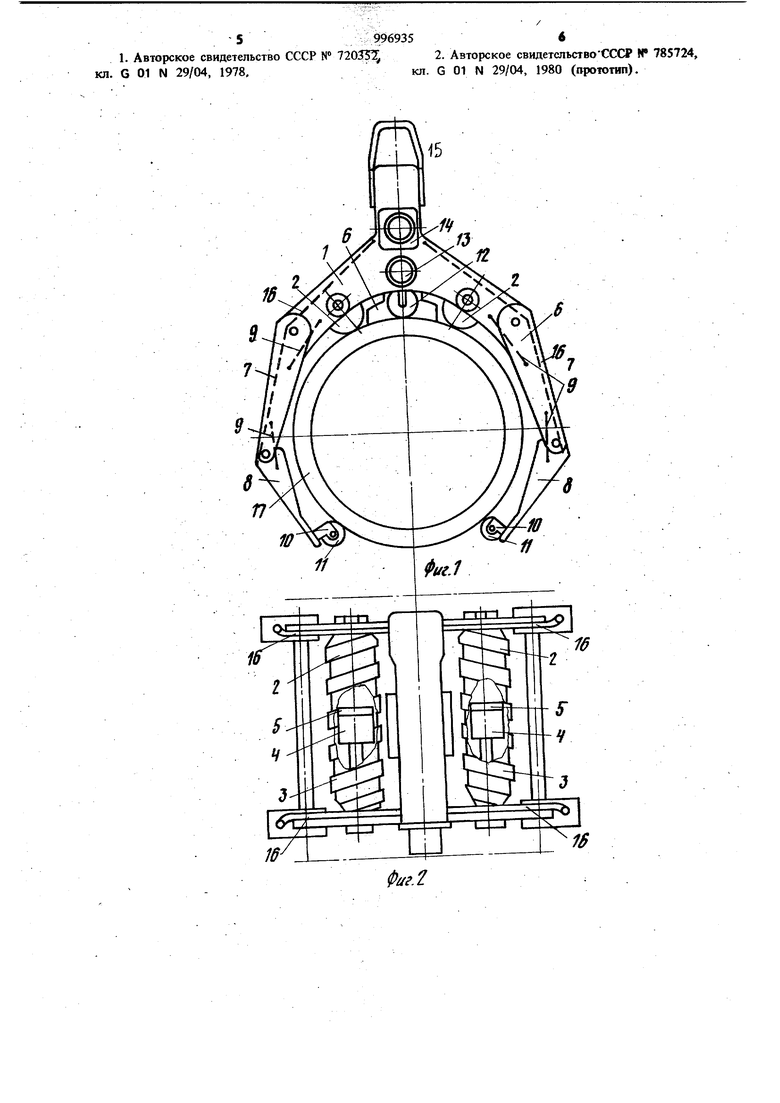
Цель изобретения - повьпиение производительности и надежности контроля загрязнен0 ных -технологическими веществами труб. Цель достигается тем, что в устройстве для автоматизированного ультразвукового контроля труб разного диаметра, содержащем каретку, привод ее перемещения, размещен5 ный на. каретке преобразователь и узел поджима каретки к контролируемой трубе, привод каретки выполнен в вщк двух винтовых щнеков с щетками на их рабочей кромке, двух реверсивных электродвигателей с редукторами, размещенными внутри щнеков, а узел поджима каретки выполнен из установпенньпс на каретке противолежащих рычагов, каждый из которых состоит из двух звеньев, щарнир39но соединенных между собой и стянутых упругим элементом, а на свободном конце звен каждого рычага шарнирно размещен кронштейн с роликом, предназначенным для конта та с контролируемой трубой. На фиг. 1 приведено устройстпо для автоматизированного ультразвукового контроля труб разного диаметра, общий вид; на фиг. то же, вид сверху; на фиг. 3 то же, вид сбоку. Устройство для автоматизированного ультразвукового контроля труб разного диаметра содержит каретку 1, привод ее перемещения, выполненный в виде двух винтовых шнеков 2 с щетками 3 на рабочей кромке щнеков 2 и двух реверсивных электродвигателей 4 и редукторами 5, размещенными внутри шнеков 2; размещенный на каретке 1 преобразователь 6, узел поджима каретки 1, выполненный из противолежащих рычагов, состоящих из двух звеньер 7 и 8, шарнирно соединенных между собой и стянутых упругими элементами 9, а на свободном конце звена 8 каждого рычага шарнирно размещен кронштейн 10 с роликом 11. Кроме того, устройство для автоматизированного ультразвукового контроля труб разного диаметра содержит переключатель 12 перемещения каретки 1, штуцер 13 подвода контактной жидкости, электрический разъем 14, управляющую скобу 15 и тросик 16, про тянутый через звенья 7 и закрепленный на звеньях 8, служащий для отвода звеньев 7 , и 8 от контролируемой трубы и снятия с нее устройства. Позицией 17 обозначено контроли:руег5 ое изделие - труба. Устройство для автоматизированного ультразвукового контроля труб разного диаметра . работает следующим образом. После установки устройства на контроли руемую трубу 17, подвода к штуцеру 13 контактной жидкости и к электрическому разъему 14 электропитания , опускают управляющую скобу 15 , ослабляя этим тросик 16 и давая возможность упругим элементам 9 прижать звенья 7, 8 к контролируемой трубе 17 через ролики И, вследствие чего преобразователь 6 с кареткой 1 и винтовьпии шнеками 2 поджимается к контролируемой трубе 17. Включением переключателя 12 перемещения каретки 1 подается питание на электродвигатели 4 с редукторами 5, от которых враще}ше передается на соответствующие винтовые шнеки 2, осуществляя перемещение каретки 1 по контролируемой трубе 17. С началом движения кронштейны 10 проворачиваются Ё звеНьях 7 и устанавливают ролики по ходу движения каретки 1. При вращении винтовых Шнеков 2 в противоцоложные стороны каретка 1 движется вдоль контрЬлируемой трубы 17, переключением направления вращения обоих винтовых шнеков 2 в обратные стороны с помощью переключателя 12 осуществляют перемещение каретки 1 в противоположную сторону вдоль контролируемой трубы 17. При вращении винтовых шнеков 2 в одинаковые стороны каретка 1 движется по контролируемой трубе 17 по В1ШТОВОЙ линии в зависимости от направления вращения. I При вращении винтовых шнеков 2 установ ленные на них щетки 3 очищают поверхность контролируемой трубы 17 одновременно с перемещением каретки 1. Таким образом, благодаря применению шарнирно соединенных звеньев с роликом на свободном конце каждого звена и дополнительному соединению звеньев стяжньт1И упругими элементами достигается плотное прижатие ультразвукового преобразователя к контрюлируемой трубе. Применением щеток на винтовых щнеках достигается очистка поверхности трубы, а применением встрюенных в винтовые щнеки .электродвигателей с редукторами осуществляется реверсивное движение каретки с ультразвуковым преобразователем вдоль контролируемой трубы и по винтовой линии, что повышает производительность и надежность контроля загрязненных технологическими веществами труб. Формула изобретения Устройство для автоматизированного ультразвукового контроля труб разного диаметра, содержащее каретку, привод ее перемещения, размещенный на каретке преобразователь и узел прджима каретки к контролируемой трубе, отличаю.щееся тем, что, с целью повышения производительности и надежности контроля загрязненных технологичес;кими веществами труб, привод каретки выполнен в виде двух винтовых шнеков с щетками на их рабочей кромке, двух реверсивных электродвигателей с редукторами, размещенными внутри шнеков, а узел поджима каретки выполнен из установленных на каретке противолежащих рычагов, каждый из которых состоит из двух звеньев, щарнирно соединенных между собой и стянутых упругим элементом, а на свободном конце звена каждого рычага 1царнирно размещен кронщтейн с роликом, предназначенным для контакта с контролируемой трубой. Источники информации, принятые во внимание при экспертизе кл.
/
//
15
tef 5.; 996935 4 1. Авторское свидетельство СССР N 720357 А„ « г, м м -ю/п. ,«10 J Авторское свидетсльствоСССР № 785724 G 01 N 29/04, 1978, кл. G 01 N 29/04, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ | 1998 |
|
RU2132054C1 |
| Устройство для дефектоскопии цилиндрических изделий | 1991 |
|
SU1797048A1 |
| Устройство для ультразвукового контроля трубчатых изделий | 1986 |
|
SU1415177A1 |
| Устройство для перемещения ультразвукового преобразователя внутри ферромагнитных труб | 1985 |
|
SU1244585A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| Сканирующее устройство | 1982 |
|
SU1019325A1 |
| Устройство для внутритрубной роботизированной механической очистки поверхности трубопроводов | 2024 |
|
RU2837919C1 |
| Устройство для неразрушающего контроля поверхности электропроводящих объектов | 1989 |
|
SU1682903A1 |
| Устройство для ультразвукового контроля труб | 1975 |
|
SU555333A1 |
| Устройство очистки внутренней поверхности труб | 2022 |
|
RU2794193C1 |
//
8 Vlff
ги:
ЛЩI
utd
