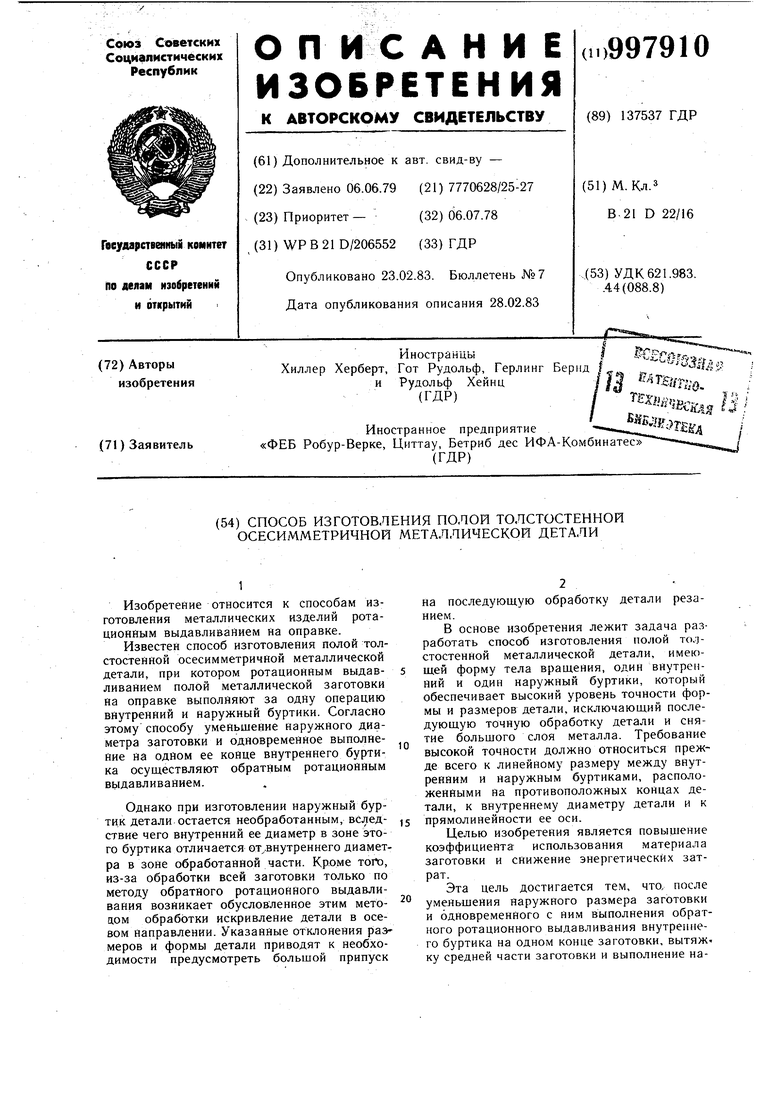
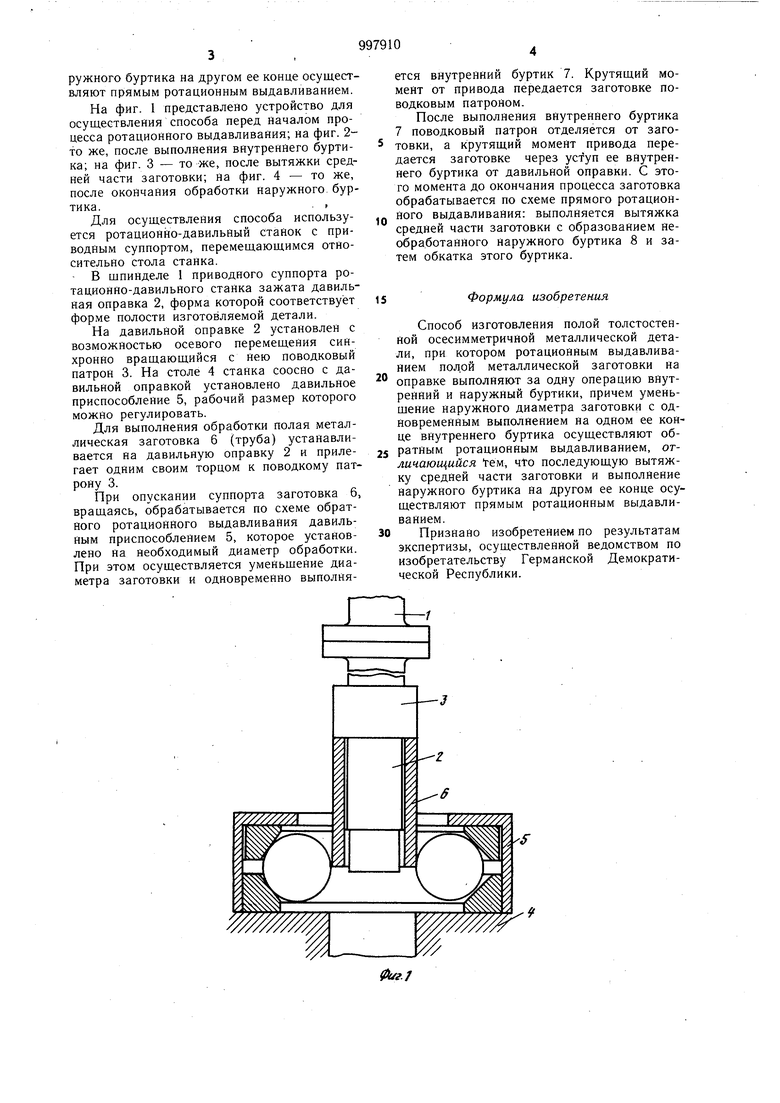
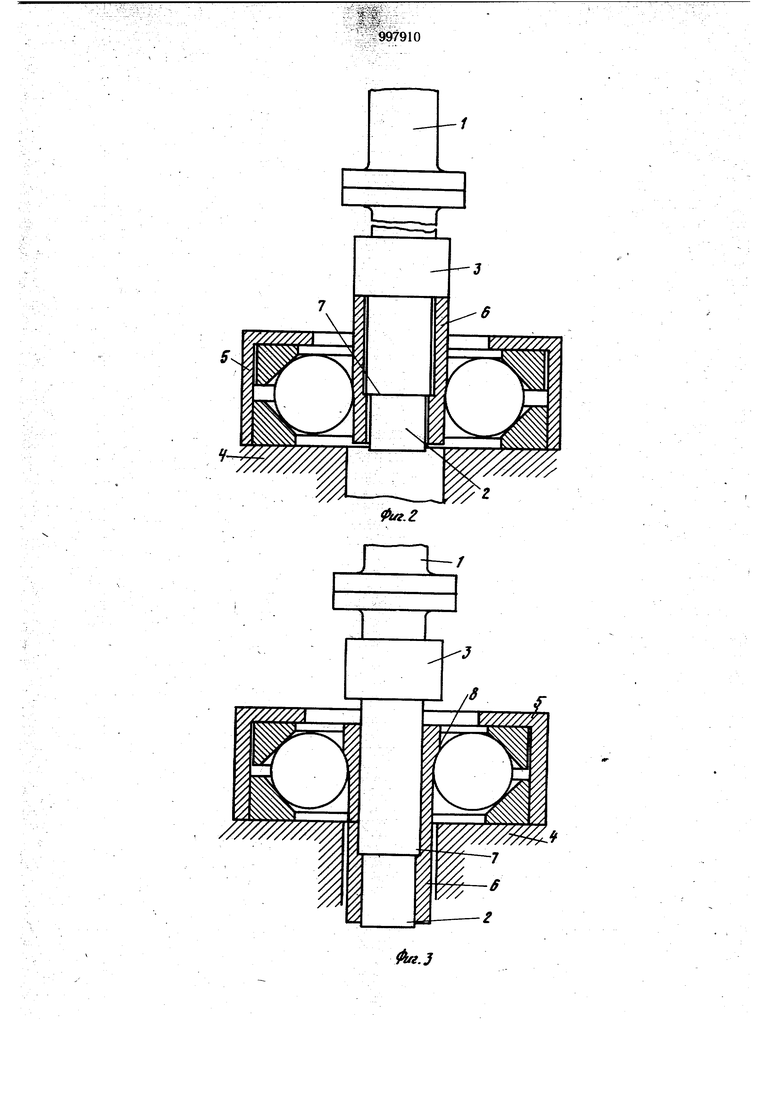
Изобретение относится к способам изготовления металлических изделий ротационным выдавливанием на оправке. Известен способ изготовления полой толстостенной осесимметричной металлической детали, при котором ротационным выдавливанием полой металлической заготовки на оправке выполняют за одну операцию внутренний и наружный буртики. Согласно этому способу уменьшение наружного диаметра заготовки и одновременное выполнение на одном ее конце внутреннего буртика осуществляют обратным ротационным вь1давливанием. Однако при изготовлении наружный буртик детали остается необработанным, вCJIeдствие чего внутренний ее диаметр в зоне этого буртика отличается от.внутреннего диаметра в зоне обработанной части. Кроме того, из-за обработки всей заготовки только по методу обратного ротационного выдавливания возникает обусловленное этим методом обработки искривление детали в осевом направлении. Указанные отклонения раэ меров и формы детали приводят к необходимости предусмотреть большой припуск на последующую обработку детали резанием. В основе изобретения лежит задача разработать способ изготовления полой толстостенной металлической детали, имеющей форму тела вращения, один внутренний и один наружный буртики, который обеспечивает высокий уровень точности формы и размеров детали, исключающий последующую точную обработку детали и снятие большого слоя металла. Требование высокой точности должно относиться прежде всего к линейному размеру между внутренним и наружным буртиками, расположенными на противоположных концах детали, к внутреннему диаметру детали и к прямолинейности ее оси. Целью изобретения является повыщение коэффициента использования материала заготовки и снижение энергетических затрат. Эта цель достигается тем, что, после уменьшения наружного размера заготовки и одновременного с ним выполнения обратного ротационного выдавливания внутреннего буртика на одном конце заготовки, вытяжку средней части заготовки и выполнение наружного буртика на другом ее конце осуществляют прямым ротационным выдавливанием. На фиг. 1 представлено устройство для осуществления способа перед началом процесса ротационного выдавливания; на фиг. 2то же, после выполнения внутреннего буртика; на фиг. 3 - то же, после вытяжки средней части заготовки; на фиг. 4 - то же, после окончания обработки наружного буртика.
Для осуществления способа используется ротационно-давильный станок с приводным суппортом, перемещающимся относительно стола станка.
В шпинделе 1 приводного суппорта ротационно-давильного станка зажата давильная оправка 2, форма которой соответствует форме полости изготовляемой детали.
На давильной оправке 2 установлен с возможностью осевого перемещения синхронно вращающийся с нею поводковый патрон 3. На столе 4 станка соосно с давильной оправкой установлено давильное приспособление 5, рабочий размер которого можно регулировать.
Для выполнения обработки полая металлическая заготовка 6 (труба) устанавливается на давильную оправку 2 и прилегает одним своим торцом к поводкому патрону 3.,, При опускании суппорта заготовка о вращаясь, обрабатывается по схеме обратного ротационного выдавливания давильным приспособлением 5, которое установлено на необходимый диаметр обработки. При этом осуществляется уменьщение диаметра заготовки и одновременно выполняW//////M
ется внутренний буртик 7. Крутящий момент от привода передается заготовке поводковым патроном.
После выполнения внутреннего буртика 7 поводковый патрон отделяется от заготовки, а крутящий момент привода передается заготовке через уступ ее внутреннего буртика от давильной оправки. G этого момента до окончания процесса заготовка обрабатывается по схеме прямого ротационного выдавливания: выполняется вытяжка средней части заготовки с образованием необработанного наружного буртика 8 и затем обкатка этого буртика.
Формула изобретения
Способ изготовления полой толстостенной осесимметричной металлической детали, при котором ротационным выдавливанием полой металлической заготовки на оправке выполняют за одну операцию внутренний и наружный буртики, причем уменьщение наружного диаметра заготовки с одновременным выполнением на одном ее конце внутреннего буртика осуществляют обратным ротационным выдавливанием, отличающийся -гем, что последующую вытяжку средней части заготовки и выполнение наружного буртика на другом ее конце осуществляют прямым ротационным выдавливанием.
Признано изобретением по результатам экспертизы, осуществленной ведомством по изобретательству Германской Демократической Республики.
21
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых осесимметричных деталей со ступенчатой внутренней поверхностью | 1990 |
|
SU1771851A1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2638605C2 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ МАЛОГАБАРИТНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2556194C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| Способ изготовления осесимметричных тонкостенных оболочек и устройство для изготовления осесимметричных тонкостенных оболочек | 2019 |
|
RU2727370C1 |
Фиг.
