(54) ШТАМП ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ КРАЯ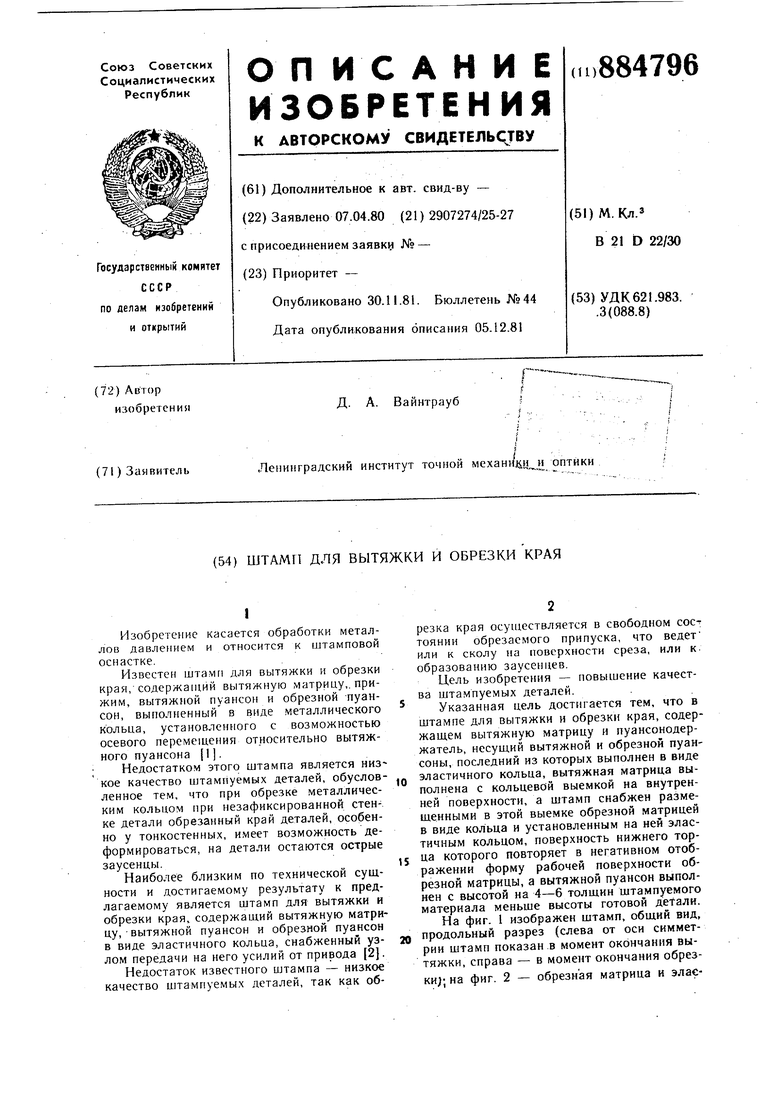
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки и обрезки | 1982 |
|
SU1015973A1 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Комбинированный штамп для вытяжки и обрезки в ленте | 1979 |
|
SU871905A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| Штамп для вытяжки и обрезки припуска | 1979 |
|
SU933163A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
I
Изобретение касается обработки металлов давлением и относится к штамповой оснастке.
Известен штамп для вытяжки и обрезки края, содержащий вытяжную матрицу,, прижим, вытяжной пуансон и обрезной пуансон, выполненный в виде металлического кольца, установленного с возможностью осевого перемещения относительно вытяжного пуансона 1.
Недостатком этого штампа является низ кое качество штамг1уемых деталей, обусловленное тем, что при обрезке металлическим кольцом при незафиксированной стенке детали обрезанный край деталей, особенно у тонкостенных, имеет возможность деформироваться, на детали остаются острые заусенцы.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является штамп для вытяжки и обрезки края, содержащий вытяжную матрицу,-вытяжной пуансон и обрезной пуансон в виде эластичного кольца, снабженный узлом передачи на него усилий от привода 2.
Недостаток известного штампа - низкое качество штампуемых деталей, так как обрезка края осуществляется в свободном состоянии обрезаемого припуска, что ведет или к сколу на поверхности среза, или к. образованию заусенцев.
Цель изобретения - повышение качества штампуемых деталей.
Указанная цель достигается тем, что в штампе для вытяжки и обрезки края, содержаш,ем вытяжную матрицу и пуансонодержатель, несущий вытяжной и обрезной пуансоны, последний из которых выполнен в виде эластичного кольца, вытяжная матрица вы10полнена с кольцевой выемкой на внутренней поверхности, а штамп снабжен размещенными в этой выемке обрезной матрицей в виде кольца и установленным на ней эластичным кольцом, поверхность нижнего тор,5 ца которого повторяет в негативном отображении форму рабочей поверхности обрезной матрицы, а вытяжной пуансон выполнен с высотой на 4-6 толщин штампуемого материала меньше высоты готовой детали.
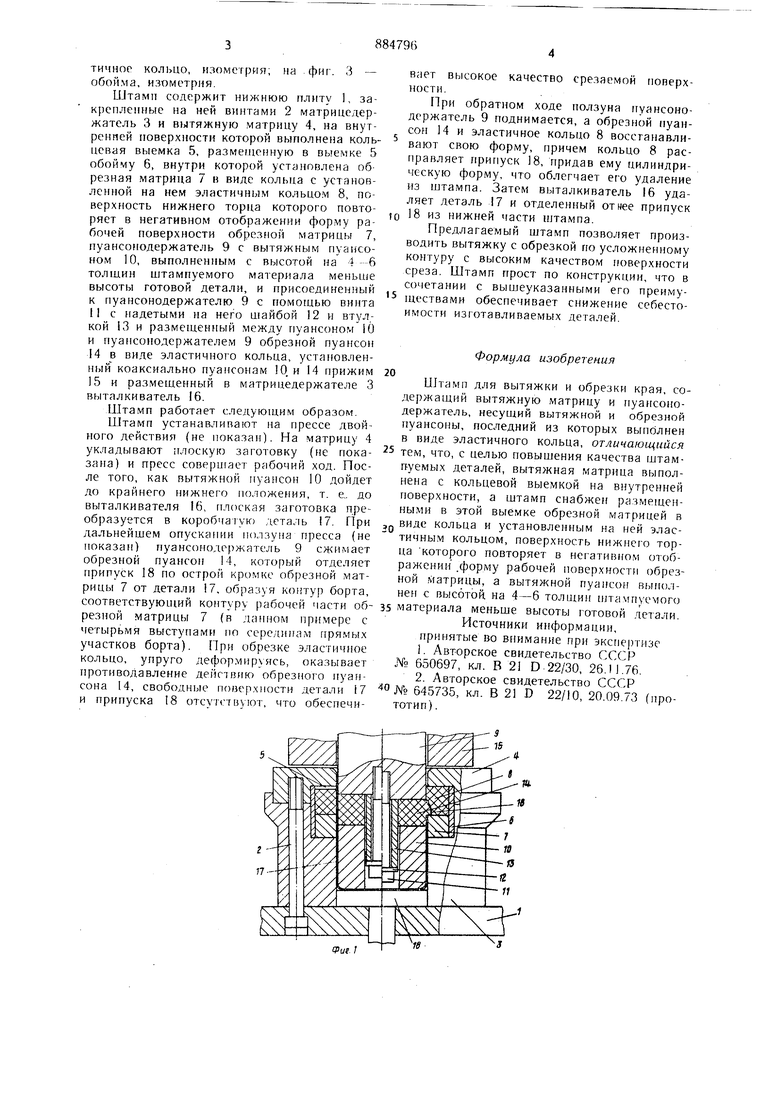
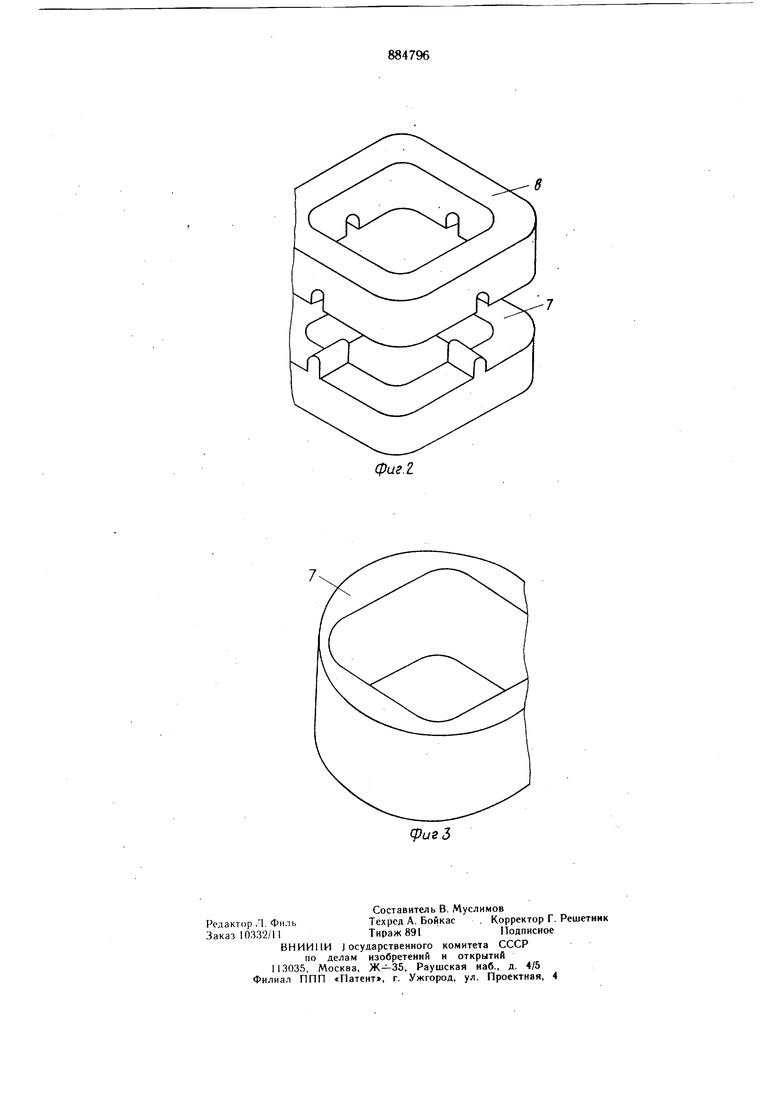
На фиг. 1 изображен штамп, общий вид, 2Q продольный разрез (слева от оси симметрии штамп показан .в момент окончания вытяжки, справа - в момент окончания обрезки;- на фиг. 2 - обрезная матрица и элаетичнор кольцо, нзометрия; на .фиг. 3 - обойма, изомстрня. Штамп содержит нижнюю плиту 1, закрепленные на ней винтами 2 матрицедержатель 3 и вытяжную матрицу 4, на внутренней поверхности которой выполнена коль цевая выемка 5, разметенную в выемке 5 обойму 6, внутри которой установлена обрезная матрица 7 к виде кольца с установленной на нем эластичным кольцом 8, поверхность нижнего торца которого повторяет в негативном отображении форму рабочей поверхности обрезной матрицы 7, пуансонодержатель 9 с вытяжным пуансоном 10, выполненным с высотой на 46 толщин штампуемого материала меньше высоты готовой детали, и присоединенный к пуансонодержателю 9 с помощью винта 11 с надетыми на него шайбой 12 н втулкой 13 и размещенный между пуансоном 10 и пуансонодержателем 9 обрезной пуансон 14в виде эластичного кольца, установленный коаксиально пуансонам 10 и 14 прижим 15и размещенный в матрицедержателе 3 выталкиватель 16. Штамп работает следуюпд,им образом. Штамп устанавливают на прессе двойного действия (не показан). На матрицу 4 укладывают плоскую заготовку (не показана) и пресс совершает рабочий ход. После того, как вытяжной пуансон 10 дойдет до крайнего нижнего положения, т. е„ до выталкивателя 16, гтлоская заготовка преобразуется в коробчатую деталь 17. При дальнейшем опускании ползуна пресса (не показан) пуансонодгржатель 9 сжимает обрезной пуансон 14, который отделяет припуск 18 по острой кромке обрезной матрицы 7 от детали 7, образуя контур борта, соответствующий контуру рабочей части обрезной матрицы 7 (в данном примере с четырьмя выступами по сере.-чинам прямых участков борта). При обрезке эластичное кольцо, упруго деформируясь, оказывает противодавление действию обрезного пуансона 14, свободные поиер.хмости детали (7 и припуска 18 отсутствуют, что обеспечивает высокое качество срезаемой поверхности. При обратном ходе ползуна пуансонодержатель 9 поднимается, а обрезной пуансон 14 и эластичное кольцо 8 восстанавливают свою форму, причем кольцо 8 расправляет припуск 18, придав ему цилиндрическую форму, что облегчает его удаление из штампа. Затем выталкиватель 16 удаляет деталь 17 и отделенный от нее припуск 18 из нижней части штампа. Предлагаемый штамп позволяет производить вытяжку с обрезкой по усложненному контуру с высоким качеством поверхности среза. Штамп прост по конструкции, что в сочетании с вышеуказанными его преимуществами обеспечивает снижение себестоимости изготавливаемых деталей. Формула изобретения Штамп для вытяжки и обрезки края, содержащий вытяжную матрицу и пуансонодержатель, несущий вытяжной и обрезной пуансоны, последний из которых выполнен в виде эластичного кольца, отличающийся тем, что, с целью повышения качества щтамп-уемых деталей, вытяжная матрица выполнена с кольцевой выемкой на внутренней поверхности, а штамп снабжен размещенными в этой выемке обрезной матрицей в виде кольца и установленным на ней эластичным кольцом, поверхность нижнего торца которого повторяет в негативном отобажении .форму рабочей поверхности обрезой .матрицы, а вытяжной пуансон в(п1олен с высотой на 4-6 толщин штампуемого атериала меньше высоты готовой детали. Источники информации, принятые во ВЕШмание при экспертизе 1.Авторское свидетельство СССР 9 650697, кл. В 21 D-22/30, 26.11.76. 2.Авторское свидетельство СССР 645735, кл. В 21 D 22/10, 20.09.73 (проотип).
