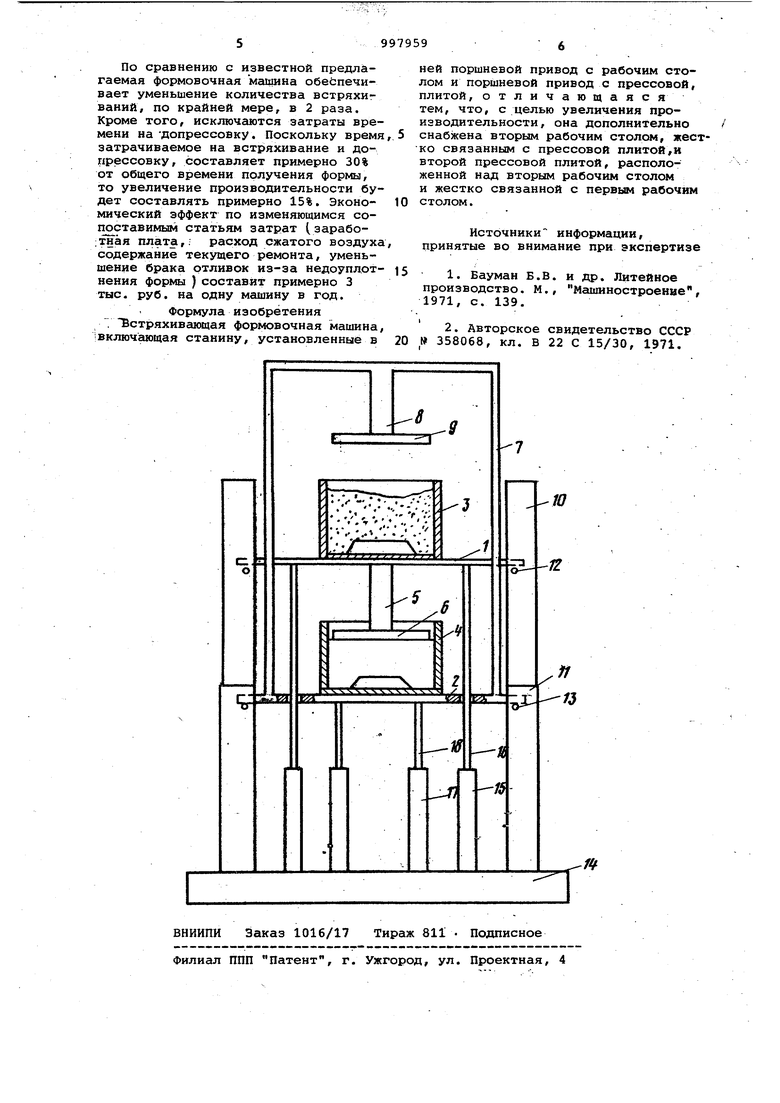
С верхним столом через шток 5 скреплена нижняя прессовая плита 6 для опоки 4. С нижним столом через портал 7 и шток 8 скреплена верхняя прессовая плита 9. Неподвижные стойки 10 и 11 стани имеют фиксирующие выдвижные упоры 12 и 13, служащие для фиксирования положения соответственно верхнего или нижнего стола в то время, когда установленная на нем опока доуплотняется ударами. Для перемещения сто его упоры выдвигаются, и он может перемещаться как вверх так и вниз через это положение. Нижняя плита 14станины является опорной. ДЛЯ подъема и свободного падени встряхивающих столов применяются пневмоцилиндры с поршнем и штоком, которые могут работать как в режиме пневмоцилиндра исполнительного механизма (без резкого падения давления под поршнем), так и в режиме пневмоцилиндра обычной встряхивающе машины. Во втором случае после поступления .под поршень сжатого воздух поршень вместе со столом и опокой поднимается на определенную высоту где в пневмоцилиндре резко открывае ся выхлопное окно, давление под пор шнем быстро падает, и стол с опоко оказывается в состоянии свободного падения. При этом пневмоцилиндры 15со штоком 16 служат для перемещения верхнего стола, а пневмоцилин ры 17 со штоком 18 - для перемещения нижнего стола. Устройство работает следующим образом. После протяжки, наприг р, нижней формы, установленная на нижнем сто опока засыпается смесью. Верхний стол устанавливается на выдвинутые упоры. Нижний стол 2 и связанные с ним портал 7 и верхняя прессовая плита 9 включением пневмоцилинДров перемещаются, пока из-за резкого падения давления под поршнем эта систем не начнет падать с заданного положения ударной плиты над верхней опо кой. При этом фиксаторы 13 нижней опоки- выдвинуты и не мешают перемещению нижнего стола при его подъе ме и свободном падении. При ударе Верхней прессовой плиты 9 о контрла верхней опоки происходит резкая остановка нижней опоки 4 и, следовательно, ее уплотнение встряхиванием и одновременно ударное доуплотнение .о -контрлад верхней опоки,: После этого нижний стол 2 опять поднимается, и ударное встряхивание повторяется нужное количество раз, после чего осуществляется протяжка верхней формы (полуформы ), которая идет на сборку. Установленная или устанавливаемая на верхнем столе опока 3 засыпается формовочной смесью, нижний стол 2 устанавливается на фиксаторы (если он не был установлен на них после прекращения его встряхивания ), и производится встряхивание верхнего стола путем его подъемаи свободного падения, которое тормозится ударом нижней ударной плиты о формовочную смесь нижней опоки. Затем производится протяжка верхней формы и т.д. Для дополнительного гашения уда;ра опоки, стойки или опорная плита могут устанавливаться на амортизаторах. Перемещение фиксаторов может осуществляться как с помощью дополнительных пневмомеханизмов, так и электромагнитами . С помощью электромагнитных механизмов может также осуществляться и фиксация положения встряхивающих столов, а также их перемещение. В принципе система может работать и без фиксации положения стола, поддерживая стол с помощью пневмоцилиндров. Фиксация положения стола может также осущест-; вляться и непосредственно фиксацией положения штока пневмоцилиндров. Последовательност-ь операции уплотнения формы встряхиванием и ударом в некоторых случаях может быть изменена на обратную. Предлагаемое устройство обеспечивает следующие экономические преимущества. Улучшается равномерность уплотнения формы. Уменьшается воздействие на фундамент при уплотнении встряхиванием, обеспечивая у еньшение энергозатрат при формовке, поскольку кинетическая энергия падающей формы в значительной степени гасит(я в формовочном слое предыдущей формы, выполняя полезную работу уплотнения ее верха - контрлада. Это может позволить 5 меньшить высоту падения до соударения. Уменьшается износ амортизаторов. Исключается процесс допрессовки, поскольку лад формы упрочняется при ее торможении во время встряхивания, а контрлад ударным уплотнением, обеспечивая этим торможение и, следовательно, уплотнение встряхиванием другой формы. Увеличивается производительность, поскольку уменьшается число встряхиваний , необходимых для улучшения равномерности уплотнения. Исключается дополнительная операция допрессовки, а операции уплотнения одной формы и доуплотнения другой совмещаются. Исключается пресс для подпрессовки. Исключается переворачивание столов при одновременном уплотнении двух форм путем их столкновения, что приводит к уменьшению стоимости и упрощению конструкции формовочной машины.
По сравнению с известной предлагаемая формовочная машина обейпечивает уменьшение количества встряхиваний, по крайней мере, в 2 раза. Кроме того, исключаются затраты времени на -допрессовку. Поскольку время затрачиваемое на встряхивание и допрессовку, составляет примерно 30% от общего времени получения формы, то увеличение производительности будет составлять примерно 15%. Экономический эффект по изменяющимся сопоставимым статьям затрат (зарабо:тная плата,; расход сжатого воздуха содержание текущего ремонта, уменьшение брака отливок из-за недоуплотнения формы ) составит примерно 3 тыс. руб. на одну машину в год.
Формула изобретения . Встряхивающая формовочная машина включающая станину, установленные в
ней поршневой привод с рабочим столом и поршневой привод с прессовой, плитой, отличающаяся тем, что, с целью увеличения производительности, она дополнительно снабжена вторым рабочим столом, жестко связанным с прессовой плитой,и второй прессовой плитой, расположенной над вторым рабочим столом и жестко связанной с первьа рабочим столом.
Источники информации, принятые во внимание при экспертизе
1.Бауман Б.В. и др. Литейное производство. М., Машиностроение, 1971, с. 139.
2.Авторское свидетельство СССР 358068, кл. В 22 С 15/30, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Формовочная машина | 1986 |
|
SU1379076A2 |
| Формовочная машина | 1987 |
|
SU1503979A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Встряхивающая формовочная машина | 1989 |
|
SU1708494A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| Формовочная машина | 1985 |
|
SU1297985A1 |
