2
Цель достигается тем, что в устройство, содержащее датчики усилия вытягивания слитка из кристаллизатора, нормирующий преобразователь и регулятор, воздействующий на электропривод подачи флюса в кристаллизатор, дополнительно введены распределитель сигнала, на вход которого подключен выход нормирующего преобразователя, дискриминатор верхнего предельного значения усилия вытягива ия, на вход которого подключен первый выход распределителя сигнала; формирователь скорости нарастания усилия вытягивания, на вход которого подключен второй выход распределителя сигнала, дискриминатор предельной скорости нарастания усилия вытягивания, на вход которого подключен первый выход формирователя скорости нарастания усилия вытягивания, коммутатор, на первый вход которого подключен второй выход формирователя скорости нарастания усилия вытягивания, логическая схема И, на первый вход которой подключен выход дискриминатора верхнего предельного значения усилия вытягивания, а на второй ее вход - выход дискриминатора предельной скорости нарастания усилия вытягивания, выход же схемы И подключен на второй вход коммутатора, а выход коммутатора подключен на первый вход регулятора, на второй вход которого подключен третий выход распределителя сигн ала.
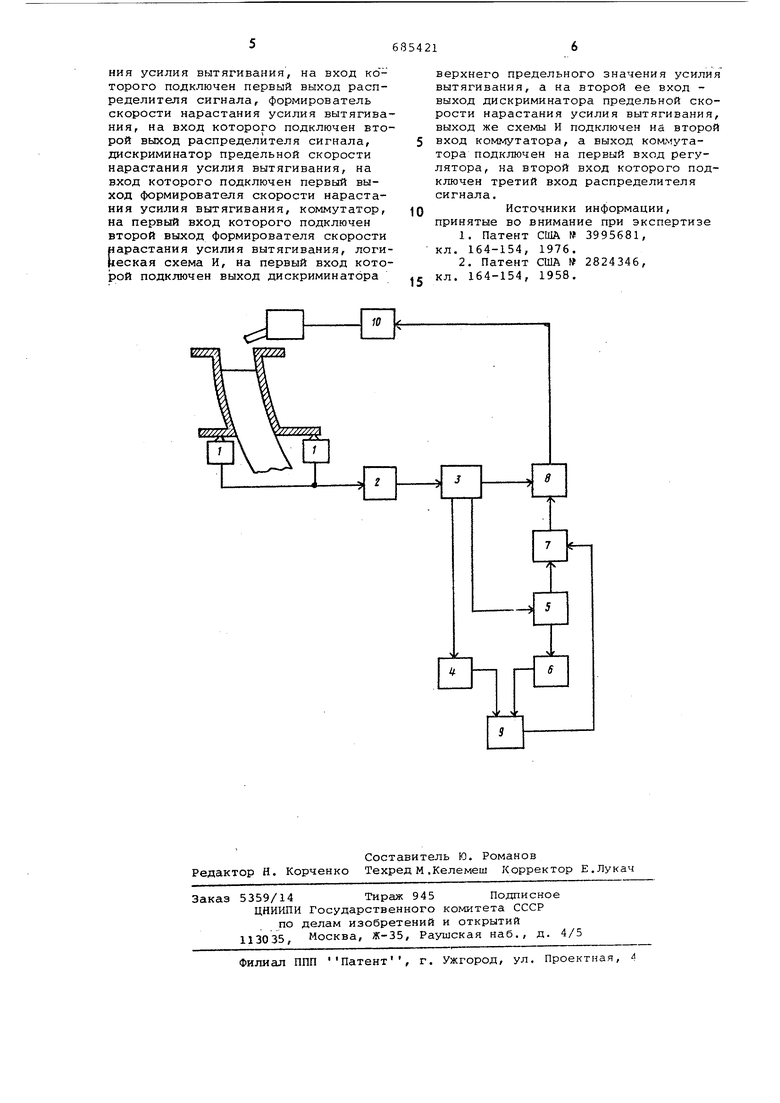
На чертеже дана схема предлагаемого автоматического устройства.
Устройство содержит силоизмерительные датчики 1 измеряющие усилие вытягивания слитка из кристаллизатора, нормирующий преобразователь 2, на вход которого подключены указанные датчики, распределитель 3 сигнала, на вход которого подключен выход нормирующего преобразователя. Первый выход распределителя сигнала подключен на вход дискриминатора 4 верхнего предельного значения усилия вытягивания, второй выход распределителя сигнала подключен на вход формирователя 5 скорости нарастания усилия вытягивания, который, в свою очередь, подключен одним выходом на вход дискриминатора 6, а другим - на выход коммутатора 7, третий же выход распределителя 3 сигнала подключен на первый вход регулятора 8, на второй вход которого подключен выход коммутатора 7. Выходы дискриминаторов 4 и 6 подключены на вход логической схемы И 9, выход которой подключен на вход коммутатора 7, выход же регулятора 8 подключен на вход электропривода 10 питателя флюса.
Устройство работает следующим образом.
При отклонении усилия вытягивания от заданного значения регулятор 8, воспринимая сигнал силоизмерительных датчиков 1, который проходит через преобразователь 2 и распределитель 3 сигнала, воздействует на электропривод 10 питателя флюса в направлении восстановления заданного значения усилия вытягивания слитка. Одновременно формирователь 5 выделяет производную от сигнала усилия. Если величина усилия вытягивания выходит на верхнее предельное
с значение, что фиксируется дискриминатором 4, и при этом величина производной сигнала также превышает заданную предельную, что фиксируется дискриминатором б, срабатывает схема И 9 и через коммутатор 7 подключает на вход регулятора выход формирователя 5 (дифференциатора). В результате регулятор начинает интенсивно увеличивать подачу легкоплавкого флюса, с целью снижения величинь усилия вытягивания слитка из кристаллизатора.
Может, в частности, быть принят закон управления, который имеет вид:
g к, Р при Р Рпрей;
dP
к,Р + при .
/dp . ,
dP dt /прей
dt
1рей
-подача флюса в кристалде g лизатор, кг/с;
-усилие вытягивания слитка из кристаллизатора, кгс;
-верхнее граничное значеnpeSние усилия вытягивания,
кгс;
(-
-заданная предельная cit /през рость нарастания усилия вытягивания, кгс/с;
К, коэффициенты пропорциоКгнальности.
Формула изобретения
Устройство автоматического управления установкой непрерьшной разливки металла, содержащее датчики усилия вытягивания слитка иэ кристаллизато5 Ра, нормирующий преобразователь и регулятор, воздействующий на электропривод подачи флюса в кристаллизатор, отличающееся тем, что, с целью повышения надежности
0 работы установки и выхода годного металла, в устройство дополнительно введены распределитель сигнала, на вход которого подключен выход нормирующего преобразователя, дискриминатор верхнего предельного значения усилия вытягивания, на вход которого подключен первый выход распределителя сигнала, формирователь скорости нарастания усилия вытягивания, на вход которого подключен второй выход распределителя сигнала, дискриминатор предельной скорости нарастания усилия вытягивания, на вход которого подключен первый выход формирователя скорости нарастания усилия вытягивания, коммутатор, на перВЕЛй вход которого подключен второй выход формирователя скорости нарастания усилия вытягивания, логинеская схема И, на первый вход которой подключен выход дискриминатора
верхнего предельного значения усилия вытягивания, а на второй ее вход выход дискриминатора предельной скорости нарастания усилия вытягивания, выход же схемы И подключен на второй вход коммутатора, а выход коммутатора подключен на первый вход регулятора, на второй вход которого подключен третий вход распределителя сигнала.
Источники информации,
0 принятые во внимание при экспертизе
1.Патент США № 3995681, кл. 164-154, 1976.
2.Патент США 2824346, кл. 164-154, 1958.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления установкой непрерывной разливки металла | 1981 |
|
SU997965A1 |
| Устройство для автоматического управления режимом работы кристаллизатора | 1984 |
|
SU1214317A1 |
| Способ автоматического управления режимом работы установки непрерывной разливки металла | 1981 |
|
SU973226A1 |
| Устройство для автоматической подачи металла в промежуточную емкость машины непрерывного литья металла | 1980 |
|
SU908496A1 |
| Устройство автоматического управления процессом непрерывной разливки металла | 1980 |
|
SU874259A1 |
| Устройство автоматического управления режимом работы кристаллизатора машины непрерывного литья металла | 1983 |
|
SU1097442A2 |
| Способ автоматического управления заведением затравки в машину непрерывного литья заготовок | 1980 |
|
SU942869A1 |
| Устройство для автоматического управления периодическим вытягиванием слитка при непрерывном литье | 1981 |
|
SU1039642A1 |
| Устройство автоматического управления режимом работы кристаллизатора машины непрерывного литья металла | 1980 |
|
SU925536A1 |
| Устройство для контроля и управления работой механизма качания кристаллизатора машин непрерывного литья заготовок | 1986 |
|
SU1442977A1 |
