В спичечном производстве для намазки коробок терочной массой применяются намазывательные машины. Коробки по выходе из машины укладывают в лотки и переносят к поковочной машине, в которой они упаковываются в пачки.
Предлагаемый автомат предназначен для создания поточной линии, объединяюш;ей намазывательную и пачкоупаковочпую машины.
Для образования в упаковочной машине двухрядного потока коробок из однорядного потока, выходяш,его из намазывательной машины, между этими машинами устанавливается электромагнитный сдваиватель коробок. Он состоит нз двзх электромагнитов, включение и выключение которых происходит под действием однорядного потока, нажимаюш,его своей первой коробкой каждой порции на контакт, замыкающий электроцепь.
На фиг. I изображен план установки; на фиг. 2-5 - различные рабочие положения электромагнитов.
Транспортер / намазывательной машины 2 коробки, уложенные на его ленту, направляет к подаюшим колесам 3, обтянутым резиной. Колеса продвигают коробки к ш.еткам 4, которые наносят на боковые поверхности коробок слой терочной массы. Сушка слоя массы происходит в сушильной камере 5, расположенной около Hj,eTOK.
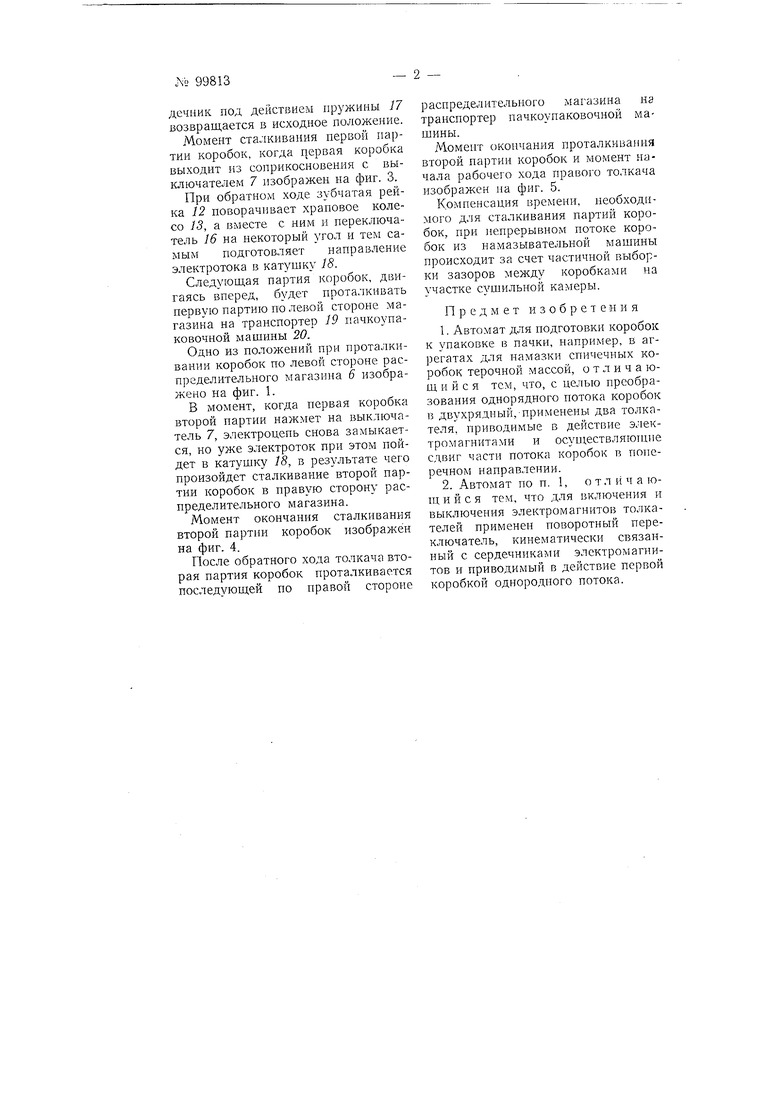
Продвигаясь по камере, коробки высыхают и входят в распределительный магазин 6 сдваивателя, причем первая коробка нажимает на выступающий конец выключателя 7 и замыкает электроцепь. Момент встречи первой коробки с выступающим концом включателя изображен на фиг. 2.
От источника тока 8 ток поступает в обмотку электромагнита 9, который втягивает сердечник 10. Последний жестко соединен с толкачем 11 и шарнирно соединен с зубчатой рейкой 12, прижимающейся к храповому колесу 13 под действием пружины 14.
При движении сердечника внутрь магазина происходит сталкивание первой партии коробок, проскальзывание зубчатой рейки 12 и размыкание электроцепи. Цепь оказывается разомкнутой вследствие того, что первая коробка освобождает выключатель 7. который под действием пружины 15 отходит от переключателя 16.
При размыкании электроцепи в катушке электромагнита .9 пропадают магнитно-силовые линии и сердечник под действием пружины 17 возвращается в исходное положение.
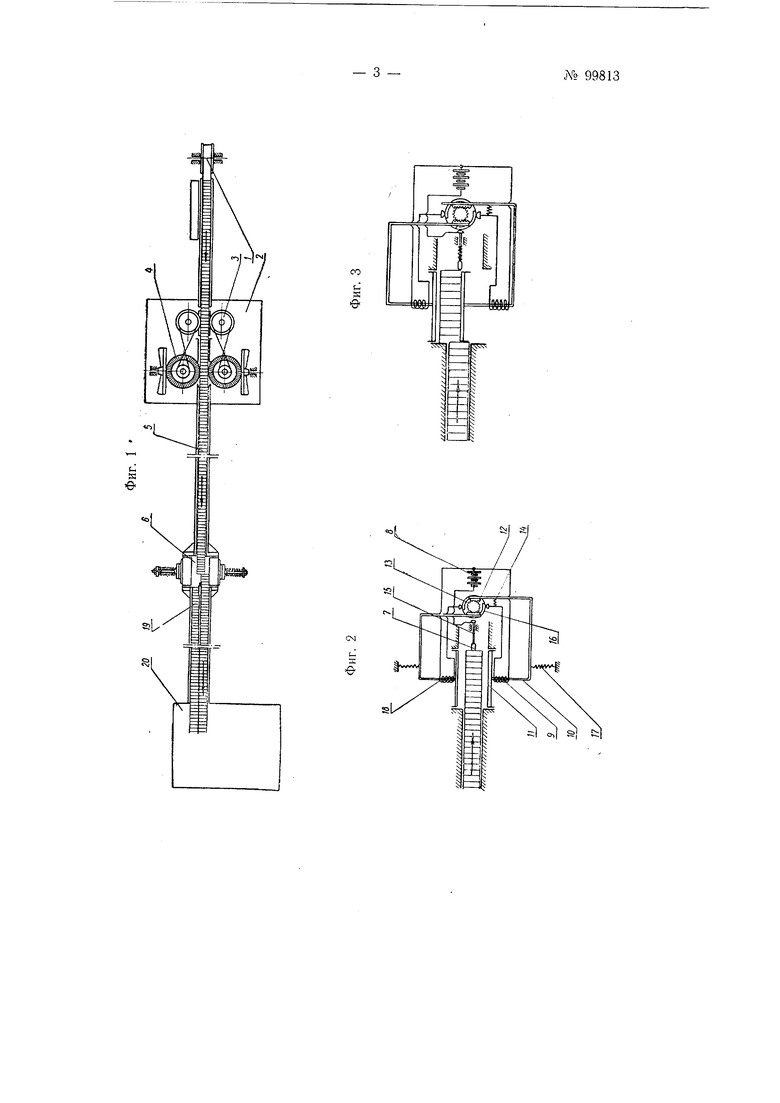
Момент сталкивания первой партии коробок, когда первая коробка выходит из соприкосновения с выключателем 7 изображен на фиг. 3.
При обратном ходе зубчатая рейка 12 поворачивает храповое колесо 13, а вместе с ним и переключатель 16 на некоторый угол и тем самым подготовляет направление электротока в катушку 18.
Следующая партия коробок, двигаясь вперед, будет проталкивать первую партию по левой стороне магазина на транспортер 19 пачкоупаковочной машины 20.
Одно из положепий при проталкивании коробок по левой стороне распределительного магазина 6 изображено на фиг. 1.
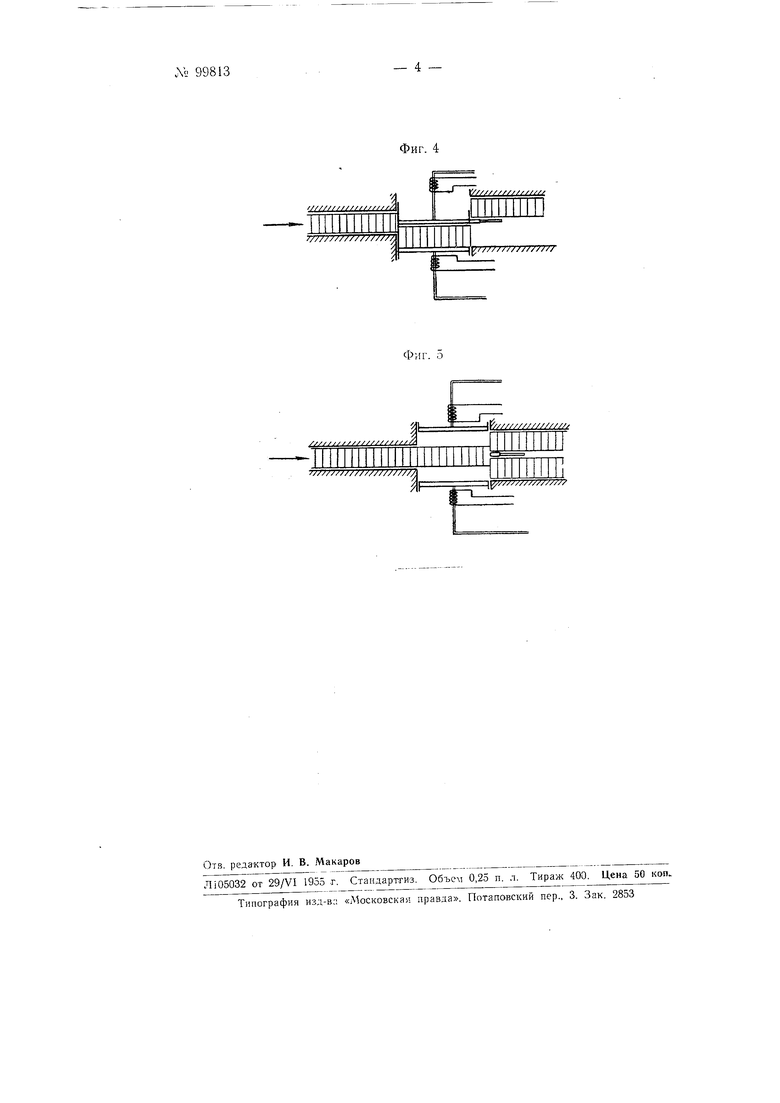
В момент, когда первая коробка второй партии нажмет на выключатель 7, электроцепь снова замыкается, но уже электроток при этом пойдет в катушку 18, в результате чего произойдет сталкивание второй партии коробок в правую сторону распределительного магазина.
Момент окончания сталкивания второй партии коробок изображен на фиг. 4.
После обратного хода толкача вторая партия коробок проталкивается последующей по правой стороие
распределительного магазина из транспортер пачкоупаковочной машины.
Момент окончания проталкивания второй партии коробок и момент начала рабочего хода правого толкача изображен на фиг. 5.
Компенсация времеии, необходимого для сталкивания партий коробок, при непрерывном потоке коробок из намазывательной машины происходит за счет частичной выборки зазоров между коробками на участке сушильной камеры.
Предмет изобретения
1.Автомат для подготовки коробок к упаковке в пачки, например, в агрегатах для намазки спичечных коробок терочной массой, отличающийся тем, что, с целью иреобразования однорядного потока коробок в двухрядный, применены два толкателя, приводимые в действие э;1ектромагнитами и осуп1,ествляю1цие сдвиг части потока коробок в поперечном направлении.
2.Автомат по п. 1, о т л и ч а ющ и и с я тем, что для включения и выключения электромагнитов толкателей применен поворотный переключатель, кинематически связанный с сердечниками электромагнитов и приводимый в действие первой коробкой однородпого потока.
(.; s О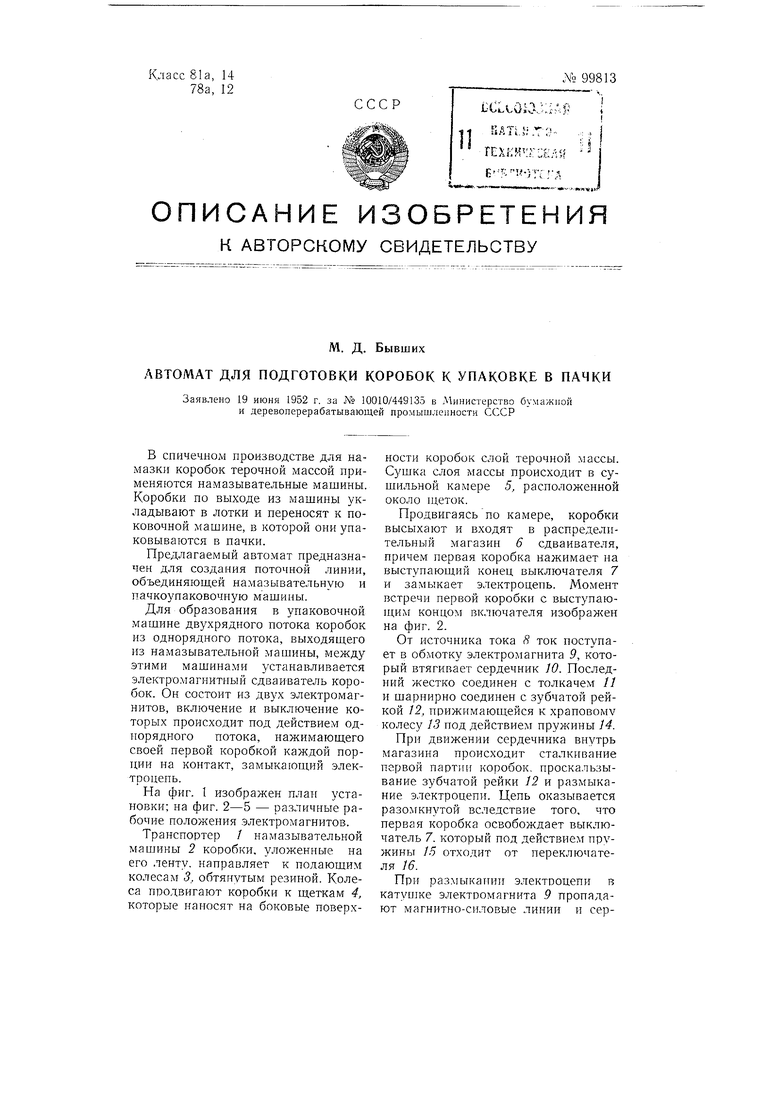
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия намазки и упаковки спичечных коробок | 1985 |
|
SU1288181A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ЯЩИК ШТУЧНЫХ ПРЕДМЕТОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1972 |
|
SU432044A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Автомат для разборки и контроля спичечных наружных коробок | 1952 |
|
SU109927A1 |
| Машина для укладки папирос в коробки | 1927 |
|
SU11115A1 |
| Машина для упаковки цилиндрических деталей | 1950 |
|
SU93591A1 |
| ВС.ЕСОЮЗИЛЯ О ПАТЕНТНО-•Ч'-''':ГГ\'" 1 | 1964 |
|
SU164616A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2476818C1 |
| Устройство для загрузки тележечного конвейера | 1976 |
|
SU659479A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА ПАЧЕК ПЛОСКИХ СПИЧЕК | 1925 |
|
SU7452A1 |
1
