Изобретение относится к области упаковки боеприпасов для последующего их хранения и транспортировки, в частности к устройствам, обеспечивающим механизированную укладку патронов стрелкового оружия в гнезда упаковочной тары - коробки.
Известен способ укладки в металлическую тару с герметичной крышкой артиллерийских малокалиберных патронов (см. патент РФ №2186333), включающий набивку патронов в звенья ленты, сворачивание ленты по спирали, установку головной и донной частей патронов в гнезда перегородок, оставляя при этом свободным последнее звено ленты, автономную установку одного патрона в гнездах перегородок и укладку в металлическую тару с герметичной крышкой. При этом осуществляют фиксирование свободного звена ленты на укрепленном в гнездах перегородок сопрягаемом стержне, укрепляют перегородки сверху бандажом с ручками, формируя сборку, которую затем устанавливают на донную часть металлической тары, и осуществляют силовой зажим сборки посредством амортизаторов герметичной крышки и рычажно-кулачковых зажимов.
К недостаткам устройства, осуществляющего известный способ, можно отнести малое количество упаковываемых патронов, ограниченное вследствие дополнительного размещения в таре упаковочной ленты.
Известно более совершенное устройство, осуществляющее способ упаковки патронов стрелкового оружия в тару - коробки. См. техническое описание и инструкцию по эксплуатации автоматической линии модели ЛУ-56, утвержденную руководителем предприятия п/я В-8906 26 ноября 1974 года - прототип. Автоматическая линия модели ЛУ-56 предназначена для упаковки патронов стрелкового оружия в пакеты из мешочной бумаги по ГОСТ 2228-62. Патроны укладываются в 6 рядов по пять патронов в ряду, между рядами патронов прокладывается прокладка из той же бумаги, что и оболочка пакета. Боковые клапаны пакета сшиваются скобами. Автоматическая линия представляет собой набор механизмов, осуществляющих в едином режиме ориентацию патронов, их захват при помощи электромагнитов по 5 изделий и укладку в приемник. Движение магнитов и приемников осуществляется от системы мальтийских крестов. Поворот приемников осуществляется через шесть поворотов магнитов. Управление поворотом осуществляется кулачком через собачку. Управление работой электромагнитов производится двумя тактовыми переключателями через коллекторные кольца. На транспортере производится комплектование патронов в ряд вершинами в разные стороны. Затем транспортер опускается в нижнее положение, и производится поворот в гнездах боковых ветвей транспортера.
К недостаткам известного устройства можно отнести сложность конструкции, связанную с осуществлением двойной ориентации упаковываемых патронов в ряду вершинами в разные стороны и перемещением транспортера в вертикальной плоскости.
Задачей предлагаемого изобретения является устранение недостатков прототипа, в частности упрощение конструкции и повышение производительности целенаправленной укладки патронов в гнезда упаковочных коробок.
Поставленная предлагаемым изобретением задача достигается совокупностью известных признаков, включающих привод, ориентирующий патроны механизм, средство передачи ориентированных патронов в канавки подающего механизма и механизм подачи сформированной группы патронов в упаковку, и новых признаков, включающих блок направляюще-ориентирующих каналов, механизмы выталкивания патронов из канавок подающих патроны механизмов и механизм подачи упаковочных коробок, при этом механизм выталкивания патронов синхронизирован с механизмами подачи патронов к блоку каналов и с механизмом, подающим упаковочные коробки, таким образом, что выполнение одного цикла, состоящего из двух частей: первая - установка патронов напротив гнезд блока каналов и подача упаковочных коробок, - осуществляется за один полный оборот управляющего диска-звездочки; и вторая часть цикла - выталкивание патронов в блок направляюще-ориентирующих каналов и подача патронов в упаковочную коробку, - осуществляется за один полный оборот управляющего диска, при этом толкатели механизма выталкивания патронов смонтированы напротив друг друга и напротив канавок звеньев циклически останавливающихся конвейеров.
Подающий патроны механизм выполнен в виде двух смонтированных по разные стороны от блока каналов, бесконечных конвейеров прерывистого циклического действия с канавками для патронов на наружной поверхности звеньев конвейера.
Блок направляюще-ориентирующих каналов выполнен в виде, по меньшей мере, одной секции с заданным количеством и распределенных по рядам каналов, под которыми смонтированы направляющие механизма циклического перемещения, по меньшей мере, одного ряда упаковочных коробок.
Каждый из направляюще-ориентирующих каналов блока выполнен в виде двух частей с продольными канавками дугообразной формы на одной части и с канавками прямой формы на противоположной, при этом над каналами смонтированы успокоители с выполненными на наружной стороне направляющими канавками.
Механизм выталкивания патронов выполнен в виде кинематически связанных друг с другом, с толкателями и с управляющим диском тяги и Г-образных рычагов.
Механизм подачи упаковочных коробок выполнен в виде образующих друг с другом кривошип - управляющего диска-звездочки и тяги, связанной с рейкой смонтированной в направляющих и связанной при помощи рычага с толкателем упаковочных коробок.
Новизной предложенного устройства является наличие блока направляюще-ориентирующих каналов, двух механизмов синхронного выталкивания патронов из канавок подающих патроны механизмов и механизма подачи упаковочных коробок, при этом механизм выталкивания патронов синхронизирован с механизмами подачи патронов к блоку каналов и с механизмом, подающим упаковочные коробки, таким образом, что выполнение одного цикла, состоящего из двух частей: первая - установка патронов напротив гнезд блока каналов и подача упаковочных коробок, - осуществляется за один полный оборот управляющего диска-звездочки; и вторая часть цикла - выталкивание патронов в блок направляюще-ориентирующих каналов и подача патронов в упаковочную коробку, - осуществляется за один полный оборот управляющего диска, при этом толкатели механизма выталкивания патронов смонтированы напротив друг друга и напротив канавок звеньев циклически останавливающихся конвейеров.
Так, выталкивание сформированных групп патронов механизмом выталкивания из канавок двух подающих бесконечных конвейеров прерывистого циклического движения, в гнезда блока направляюще-ориентирующих каналов, смонтированного между конвейерами, каналы которого и толкатели механизма синхронного выталкивания смонтированы напротив гнезд, останавливающихся при циклическом движении конвейеров при сочетании с дополнительными признаками выполнения блока направляюще-ориентирующих каналов в виде, по меньшей мере, одной секции с заданным количеством и распределенных по рядам каналов позволяет подавать патроны в упаковочную тару (коробку) одновременно с двух сторон, заполняя все ряды гнезд, по меньшей мере, одной упаковочной коробки, увеличивая тем самым производительность устройства.
Признаки выполнения подающего механизма в виде двух смонтированных по разные стороны от блока бесконечных конвейеров прерывистого циклического действия с канавками для патронов на наружной поверхности, выполнение блока направляюще-ориентирующих каналов в виде, по меньшей мере, одной секции с заданным количеством и распределенных по рядам каналов, под которыми смонтированы направляющие механизма циклического перемещения, по меньшей мере, одного ряда упаковочных коробок, выполнение каждого из направляюще-ориентирующих каналов блока в виде двух частей с продольными канавками дугообразной формы на одной части и с канавками прямой формы на противоположной, при этом между каналами смонтированы вертикальные направляющие, выполнение механизма выталкивания патронов в виде кинематически связанных друг с другом, с толкателями и с управляющим диском прямых и Г-образных рычагов, а также выполнение механизма подачи упаковочных коробок в виде образующих друг с другом кривошип управляющего диска-звездочки и тяги, шарнирно связанной с рейкой, смонтированной в направляющих и связанной при помощи рычага с толкателем упаковочных коробок, - являются признаками дополнительными, раскрывающими конкретное выполнение основных признаков, и направлены на достижение поставленной изобретением задачи.
Согласно проведенным патентно-информационным исследованиям признаки предлагаемого устройства являются новыми, существенными, промышленно выполнимыми и направлены на достижение поставленной изобретением задачи.
На фиг.1 схематично представлен общий вид предлагаемого устройства.
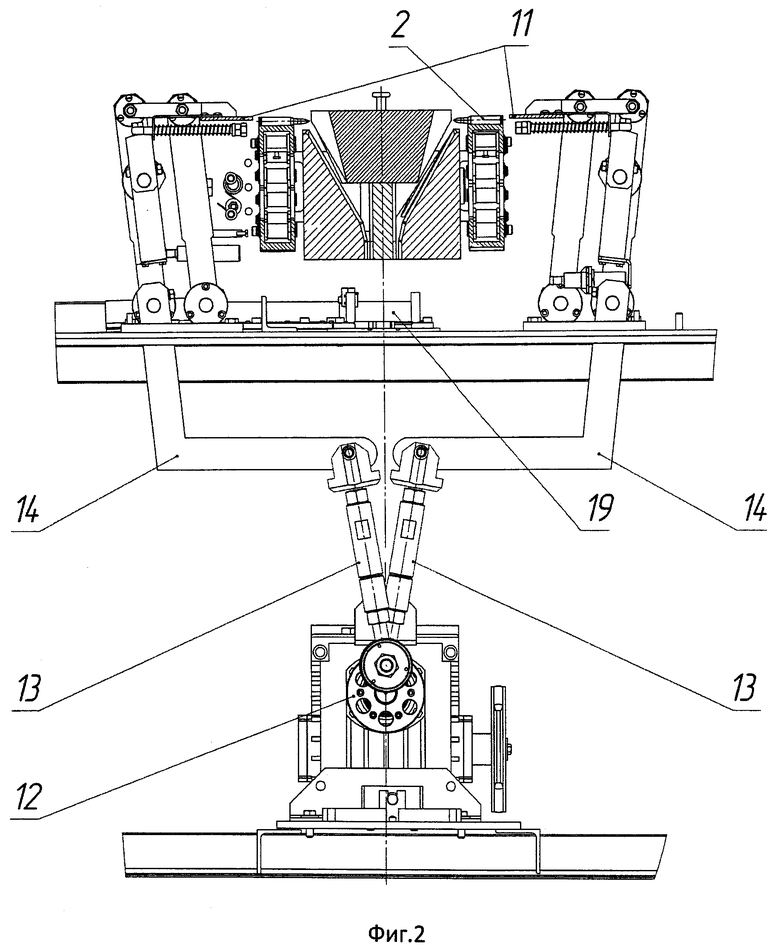
На фиг.2 схематично представлена кинематическая схема воздействия управляющего диска привода на механизм синхронного выталкивания патронов из гнезд бесконечных конвейеров.
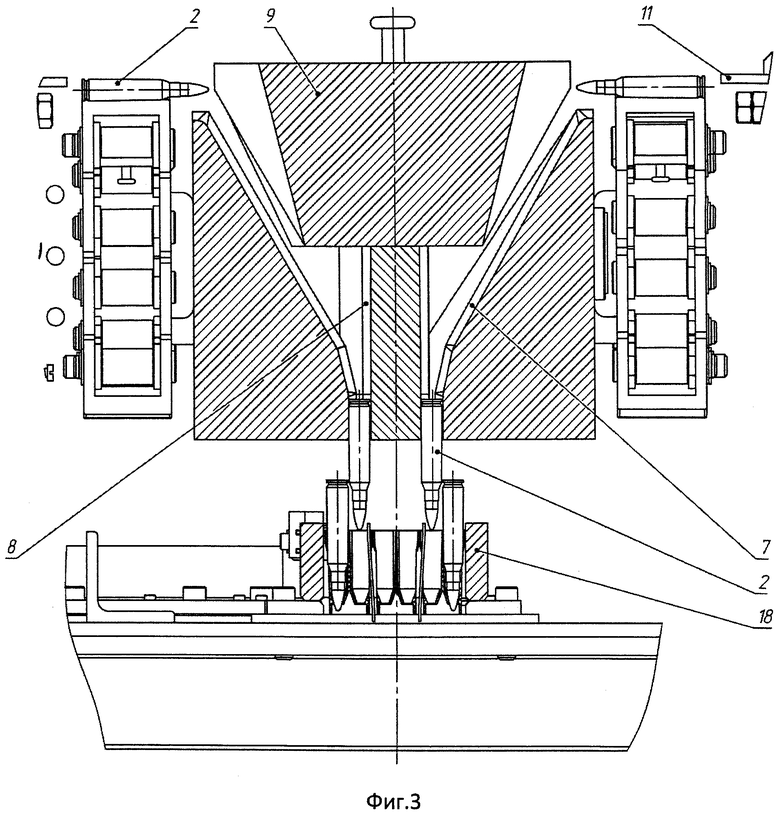
На фиг.3 схематично представлен направляюще-ориентирующий канал, обеспечивающий последовательную ориентированную подачу патронов по рядам упаковочных коробок и по коробкам, подаваемым тремя потоками.
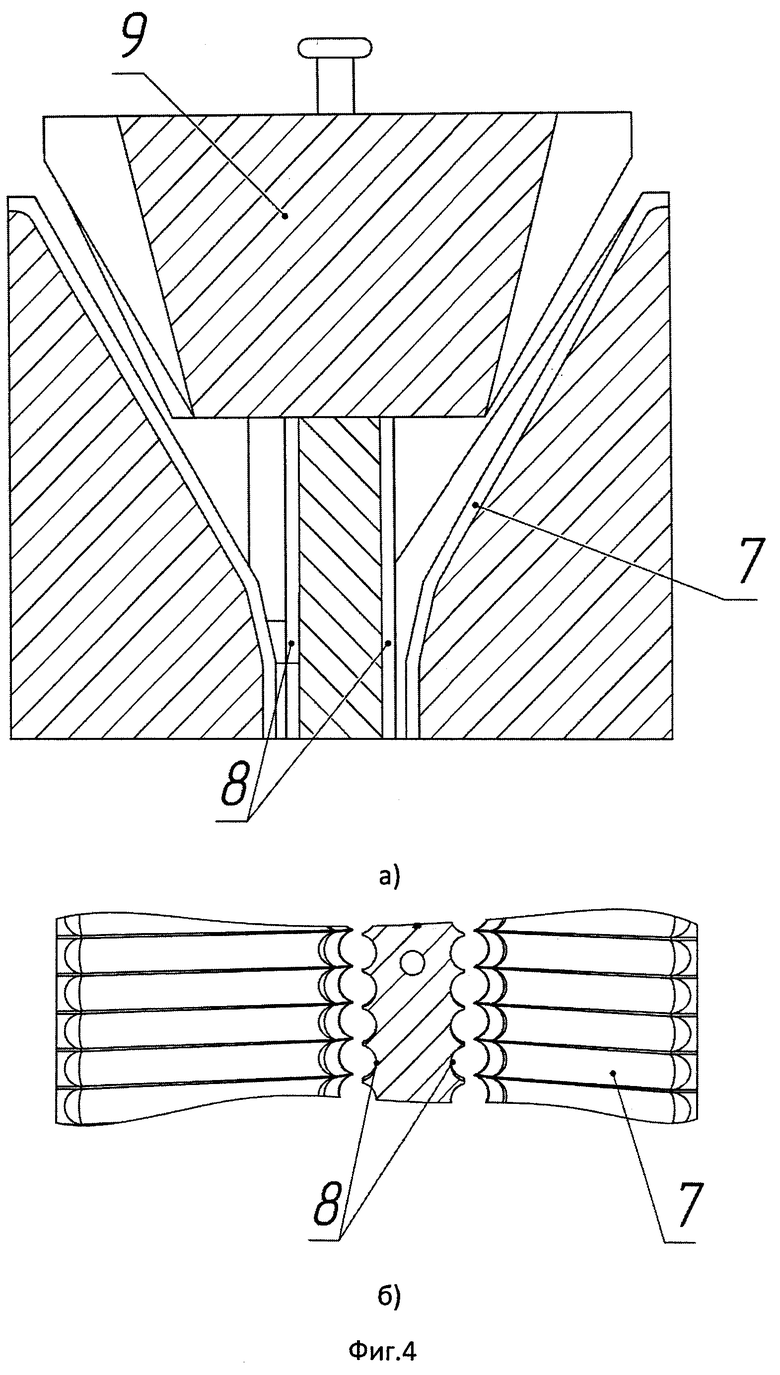
На фиг.4 показаны каналы секции: а) вид спереди в разрезе, б) вид каналов секции сверху без успокоителя.
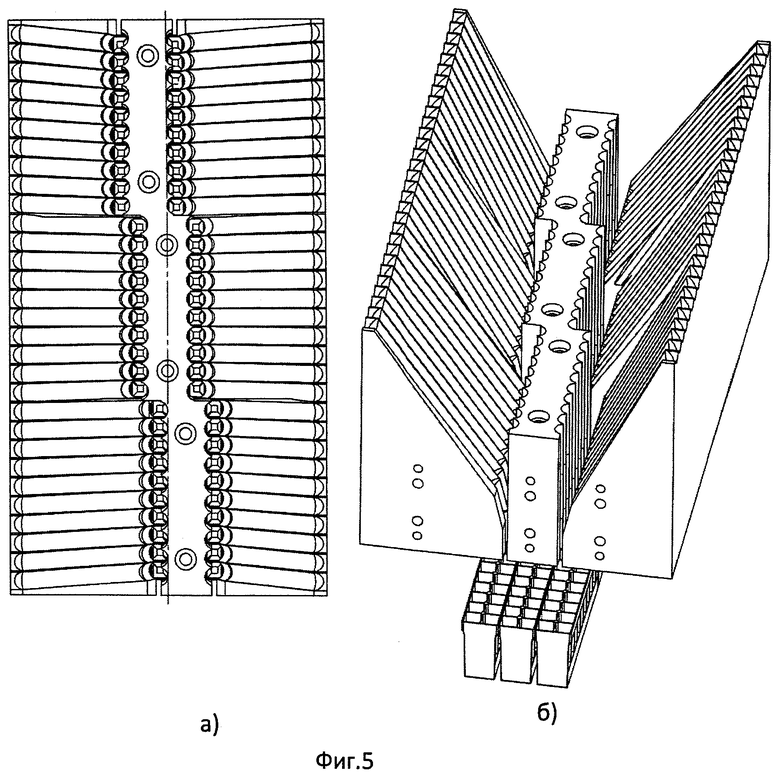
На фиг.5 показаны секции блока направляюще-ориентирующих каналов: а) вид сверху, б) вид в изометрии без успокоителей над тремя рядами упаковочных коробок.
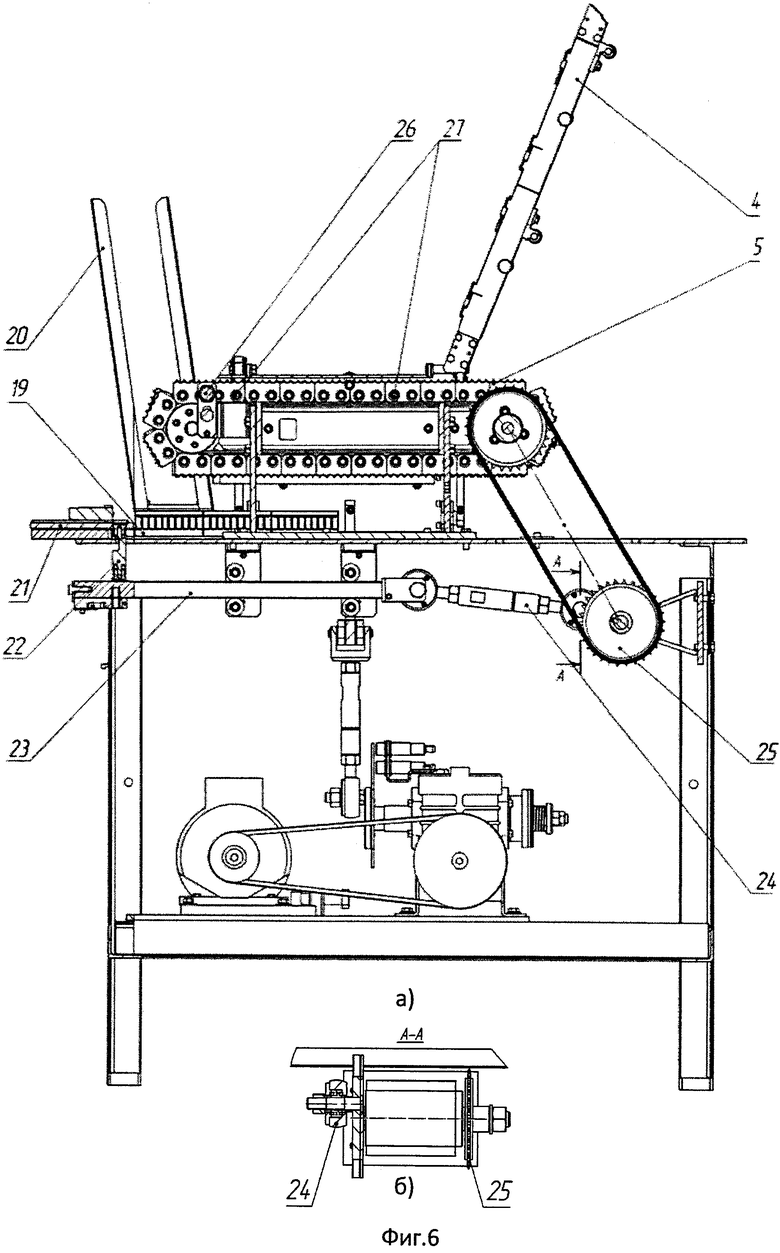
На фиг.6 показано: а) кинематическая связь привода механизма подачи упаковочных коробок, б) сечение места соединения тяги с управляющим диском-звездочкой, образующим кривошип.
Устройство, при помощи которого осуществляется предлагаемый способ, состоит из рабочего стола 1, на поверхности которого смонтированы ориентирующие патроны 2 механизмы 3 с лотками-питателями 4 подачи ориентированных патронов в канавки 5 двух подающих механизмов, выполненных в виде бесконечных конвейеров 6, смонтированных по обе стороны блока направляющих каналов, каждый из которых выполнен в виде двух частей, одна с продольными канавками 7 дугообразной формы, другая установленная напротив первой с прямыми канавками 8. Прямые канавки 8 центральной части выполнены с обеих ее сторон. При этом над каналами смонтирован успокоитель 9 с соответствующими каналам канавками. Два механизма 10 выталкивания патронов из канавок 5 смонтированы с наружных сторон подающих механизмов (бесконечных конвейеров) 6 и выполнены в виде кинематически связанных друг с другом, с толкателями 11 и с управляющим диском 12, тяги 13 и двух Г-образных 14 рычагов. Блок направляюще-ориентирующих каналов выполнен в виде трех секций 15, 16, 17, под каналами которых смонтированы направляющие 18 для одновременной подачи трех упаковочных двухрядных коробок 19, предварительно установленных в направляющие магазина 20. Толкатели 21 механизма подачи упаковочных коробок 19 из магазина 20 кинематически связаны при помощи стойки 22, рейки 23, тяги 24 с управляющим диском-звездочкой 25 привода механизма подачи упаковочных коробок. Бесконтактный индуктивный датчик 26 смонтирован напротив осей 27 звеньев бесконечных конвейеров 6. По меньшей мере, три оси звеньев бесконечных конвейеров 6 выполнены удлиненными для взаимодействия с датчиком 26 управления приводами.
Предлагаемое устройство работает следующим образом.
Патроны 2, подлежащие упаковке в коробки 19, например с 2-мя рядами гнезд, загружают навалом в ориентирующие механизмы 3. Вращаясь, ориентирующие механизмы 3 подают патроны 2 в ориентированном положении в лотки-питатели 4 и опускаются по лотку вниз до контакта с канавками 5, выполненными на поверхности звеньев двух подающих конвейеров 6. При перемещении конвейеров 6 патроны 2 опускаются в канавки 5 звеньев конвейера. Цикл загрузки патронов 2 в упаковочные коробки 19 состоит из нескольких операций. Первоначально, при осуществлении первой части цикла за один оборот управляющего диска-звездочки 25 и звездочки транспортера 6 ориентированные патроны 2, поступившие из лотков 4 в канавки 5 подающих механизмов, перемещаются до момента совпадения первого патрона с последним направляюще-ориентирующим каналом третьей секции 17. При этом бесконтактный индукционный датчик 26, при попадании в зону его действия удлиненной оси звена конвейера, подает сигнал на привод, и конвейеры 6 подающих патроны механизмов останавливаются. В это же время толкатели 21 механизма подачи упаковочных коробок 19 одновременно при вращении управляющего диска-звездочки 25 через тягу 24, рейку 23 и стойку 22 подают по направляющим 18 три упаковочные двухрядные коробки под третью 17 секцию блока направляюще-ориентирующих каналов. При второй части цикла включается привод управляющего диска 12, после чего при помощи тяги 13 и рычага 14 осуществляется выталкивание всех патронов 2 из канавок 5 звеньев конвейеров 6. Частично заполненные патронами упаковочные коробки 19, находящиеся после осуществления первой части цикла на направляющих 18 под секцией 17, при следующем цикле и повороте управляющего диска-звездочки 25 на один оборот смещаются под каналы секции 16, где новая партия патронов 2, поступивших по конвейерам 6 после их выталкивания толкателями 21 из канавок 5, подается в следующие свободные ряды ячеек упаковочных коробок 19. Коробки 19, находящиеся под секцией 16, при следующем цикле смещаются под каналы первой секции 15. Упаковочные коробки 19, полностью заполненные патронами, из-под секции 15 передаются для упаковки в более крупную тару - ящики. Во второй части каждого цикла - одного оборота управляющего диска 12, - осуществляется выталкивание всех патронов 2, находящихся в канавках 5 подающих механизмов, толкателями 11 под воздействием перемещения, одновременно приданного им с двух сторон при помощи кинематически связанных рычагов и тяг, в направляюще-ориентирующие каналы блоков 15, 16, 17. Патроны по секциям подаются в ячейки упаковочных коробок следующим образом: - третья часть патронов, находящихся напротив третьей секции 17 с правой стороны, поступает, например, в ячейки первого ряда крайней правой коробки, а патроны 2, находящиеся с левой стороны, подаются в ячейки левого ряда средней упаковочной коробки. Одновременно с этим средняя третья часть патронов, находящаяся с правой стороны напротив второй секции 16, подается в ячейки второго ряда крайней правой коробки, а патроны, находящиеся с левой стороны, подаются в ячейки правого ряда левой коробки. Третья часть патронов 2, находящаяся с правой стороны напротив первой секции 15, подается в ячейки крайнего правого ряда средней коробки, а находящиеся с левой стороны - в ячейки крайнего левого ряда левой коробки. На выходе коробок 19 из-под секций все ячейки всех рядов всех трех упаковочных коробок оказываются заполненными патронами. При каждом следующем цикле загрузки и перемещении подающего патроны механизма выполняются точно такие же операции с соблюдением порядка заполнения рядов гнезд трех упаковочных двухрядных коробок. При этом, после осуществления одного полного цикла, механизм подачи упаковочных коробок подает в направляющие 18 одновременно три новых коробки, которые при осуществлении цикла перемещаются под третью секцию 17 блока направляюще-ориентирующих каналов. При следующих циклах коробки последовательно подаются под секцию 16 и далее под секцию 15. Загрузка патронов 2 осуществляется в упаковочные коробки, которые имеют по два ряда ячеек для патронов. Однако упаковку патронов можно осуществлять и в коробки с тремя рядами ячеек или с шестью рядами ячеек с выполнением соответствующих для подачи упаковочных коробок направляющих 18.
Каждый из направляюще-ориентирующих каналов блока выполнен в виде двух частей с продольными канавками дугообразной формы на одной части и с канавками прямой формы на противоположной, при этом между каналами смонтированы вертикальные направляющие, а над ними успокоители 9.
Механизм подачи упаковочных коробок выполнен в виде образующих друг с другом кривошип управляющего диска-звездочки 25 и тяги 24, связанных друг с другом при помощи оси и шарнирно с рейкой 23, смонтированной в направляющих и связанной при помощи стойки 22 с толкателем 21 упаковочных коробок.
В настоящее время на предлагаемое устройство разработана техническая документация, изготовлен опытный образец устройства, осуществлена проверка его работоспособности.
Предварительные испытания показали положительные результаты. Упаковываемые патроны надежно без изменения ориентированного положения поступали в гнезда упаковочной коробки.
Принято решение перейти на упаковку патронов стрелкового оружия при помощи предлагаемого устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ РЕШЕТКУ | 2013 |
|
RU2540680C2 |
| СПОСОБ ПОДАЧИ ПАТРОНОВ В УПАКОВОЧНУЮ КОРОБКУ | 2011 |
|
RU2461795C1 |
| Склад для хранения и автоматического распределения с использованием компьютера изделий в упаковочных коробках | 1988 |
|
SU1722224A3 |
| ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНИКОВОГО ТИПА | 1992 |
|
RU2047463C1 |
| Автоматическая линия для упаковывания ампул | 1987 |
|
SU1521663A1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ | 1995 |
|
RU2163217C2 |
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| Устройство для формирования картонных коробок и укладки в них изделий | 1988 |
|
SU1527095A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Линия для сборки рабочих секций фильтрующих коробок | 1990 |
|
SU1720685A1 |
Изобретение относится к области упаковки боеприпасов для последующего их хранения и транспортировки. Устройство для подачи патронов в упаковочную коробку включает привод, ориентирующий патроны механизм, средство передачи ориентированных патронов в канавки рабочего подающего механизма и механизм подачи сформированной группы патронов в упаковку. Устройство снабжено блоком направляюще-ориентирующих каналов, механизмом синхронного выталкивания патронов из гнезд подающих патроны механизмов и механизмом подачи упаковочных коробок. Механизм выталкивания патронов синхронизирован с механизмами подачи патронов к блоку каналов и с механизмом, подающим упаковочные коробки таким образом, что выполнение одного цикла, состоящего из двух частей: первая - установка патронов напротив гнезд блока каналов и подача упаковочных коробок, - осуществляется за один полный оборот управляющего диска-звездочки; и вторая часть цикла - выталкивание патронов в блок направляюще-ориентирующих каналов и подача патронов в упаковочную коробку, - осуществляется за один полный оборот управляющего диска, при этом толкатели механизма выталкивания патронов смонтированы напротив друг друга и напротив канавок звеньев циклически останавливающихся конвейеров. Повышается производительность процесса упаковки. 5 з.п. ф-лы, 6 ил.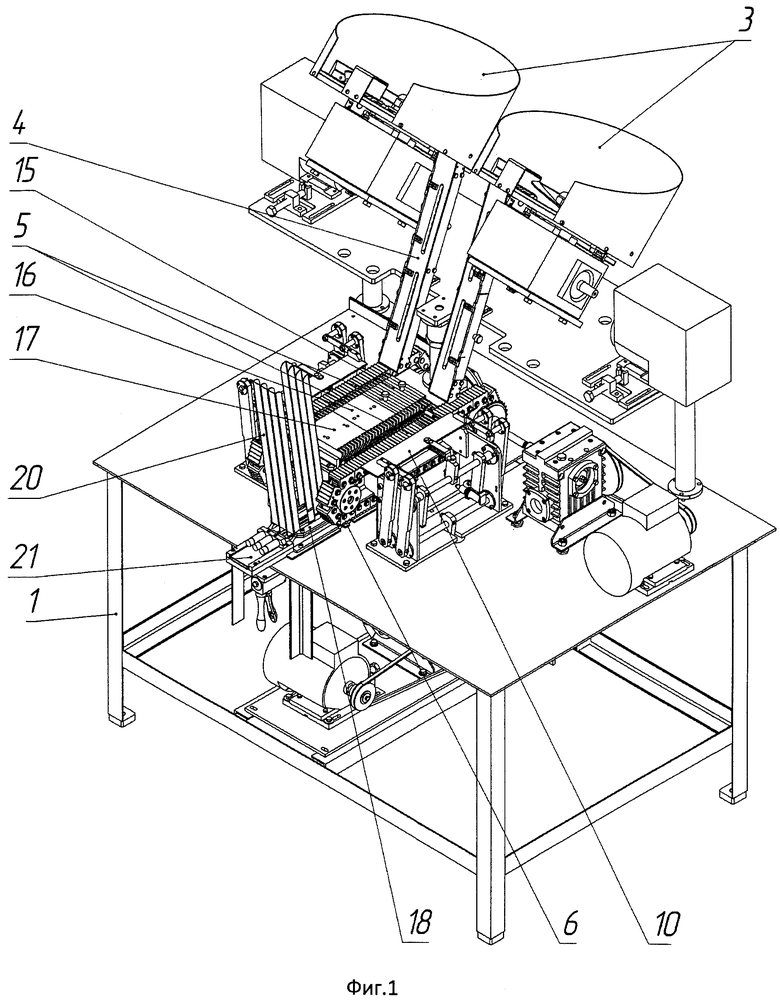
1. Устройство для подачи патронов в упаковочную коробку, включающее привод, ориентирующий патроны механизм, средство передачи ориентированных патронов в гнезда подающего механизма и механизм подачи сформированной группы патронов в упаковку, отличающееся тем, что устройство снабжено блоком направляюще-ориентирующих каналов, механизмами выталкивания патронов из канавок подающих патроны механизмов и механизмом подачи упаковочных коробок, при этом механизм выталкивания патронов синхронизирован с механизмами подачи патронов к блоку каналов и с механизмом, подающим упаковочные коробки таким образом, что выполнение одного цикла, состоящего из двух частей: первая - установка патронов напротив гнезд блока каналов и подача упаковочных коробок осуществляется за один полный оборот управляющего диска-звездочки и вторая часть цикла - выталкивание патронов в блок направляюще-ориентирующих каналов и подача патронов в упаковочную коробку осуществляется за один полный оборот управляющего диска, при этом толкатели механизма выталкивания патронов смонтированы напротив друг друга и напротив канавок звеньев циклически останавливающихся конвейеров.
2. Устройство по п.1, отличающееся тем, что подающий патроны механизм выполнен в виде двух смонтированных по разные стороны от блока каналов, бесконечных конвейеров прерывистого циклического действия с канавками для патронов на наружной поверхности звеньев конвейера.
3. Устройство по п.1, отличающееся тем, что блок направляюще-ориентирующих каналов выполнен в виде, по меньшей мере, одной секции с заданным количеством и распределенных по рядам каналов, под которыми смонтированы направляющие механизма циклического перемещения, по меньшей мере, одного ряда упаковочных коробок.
4. Устройство по п.1, отличающееся тем, что каждый из направляюще-ориентирующих каналов блока выполнен в виде двух частей с продольными канавками дугообразной формы на одной части и с канавками прямой формы на противоположной, при этом над каналами смонтированы успокоители с выполненными на наружной стороне направляющими канавками.
5. Устройство по п.1, отличающееся тем, что механизм выталкивания патронов выполнен в виде кинематически связанных друг с другом, с толкателями и с управляющим диском тяги и Г-образных рычагов.
6. Устройство по п.1, отличающееся тем, что механизм подачи упаковочных коробок выполнен в виде образующих друг с другом кривошип - управляющего диска-звездочки и тяги, связанной с рейкой, смонтированной в направляющих и связанной при помощи рычага с толкателем упаковочных коробок.
| МАШИНКА ДЛЯ СНАРЯЖЕНИЯ ПАТРОННЫХ ЛЕНТ И АВТОМАТНЫХ МАГАЗИНОВ | 2008 |
|
RU2390704C2 |
| СПОСОБ УПАКОВКИ АРТИЛЛЕРИЙСКИХ МАЛОКАЛИБЕРНЫХ ПАТРОНОВ УНИТАРНОГО ЗАРЯЖАНИЯ | 2001 |
|
RU2186333C1 |
| Упаковка для малокалиберных патронов | 1979 |
|
SU859790A1 |
| US 4538723 A, 03.09.1985 | |||
| ВКЛАДЫШ С ЯЧЕЙКАМИ ДЛЯ УПАКОВКИ ПАТРОНОВ И УПАКОВКА ПАТРОНОВ | 2008 |
|
RU2368866C1 |
| Способ получения искусственных каменных материалов | 1946 |
|
SU73956A1 |
| СПОСОБ ЭКСПРЕСС-ДИАГНОСТИКИ ФУНКЦИОНАЛЬНОГО СОСТОЯНИЯ ЧЕЛОВЕКА | 2008 |
|
RU2368305C1 |

