Устройство для управления металлорежущим станком при обработке изделий с выемами, описанное в авт. св. № 88448, в период прохождения режущим инструментом выема в изделии осуществляет отключение рабочей подачи и включение быстрого хода супорта или стола станка. Такое управление скоростью движения супорта или стола станка достигается применением электрощупа и реле времени. Электрощуп расположен на станке впереди режущего инструмента (по направлению движения обработки) на некотором определенном расстоянии от последнего. Контакт электрощупа срабатывает при подходе к его пальцу выема на изделии, а реле времени задерживает подачу команды на отключение рабочей подачи и включение быстрого хода супорта или стола До момента подхода режущего инструмента к началу 1зыема (на скорости рабочей подачи).I
При случайном изменении скорости рабочей подачи может произойти преждевременное переключение привода супорта или стола станка на быстрый ход, вследствие чего произойдет авария.
Предлагаемое устройство для ускорения рабочего хода металлорегкущих станков в местах выемов отличается от описанного в основном авторском свидетельстве тем, что для его настройки при изменении величины подачи применено пз тевое реле, выполненное в виде реле времени в сочетании с реле скорости.
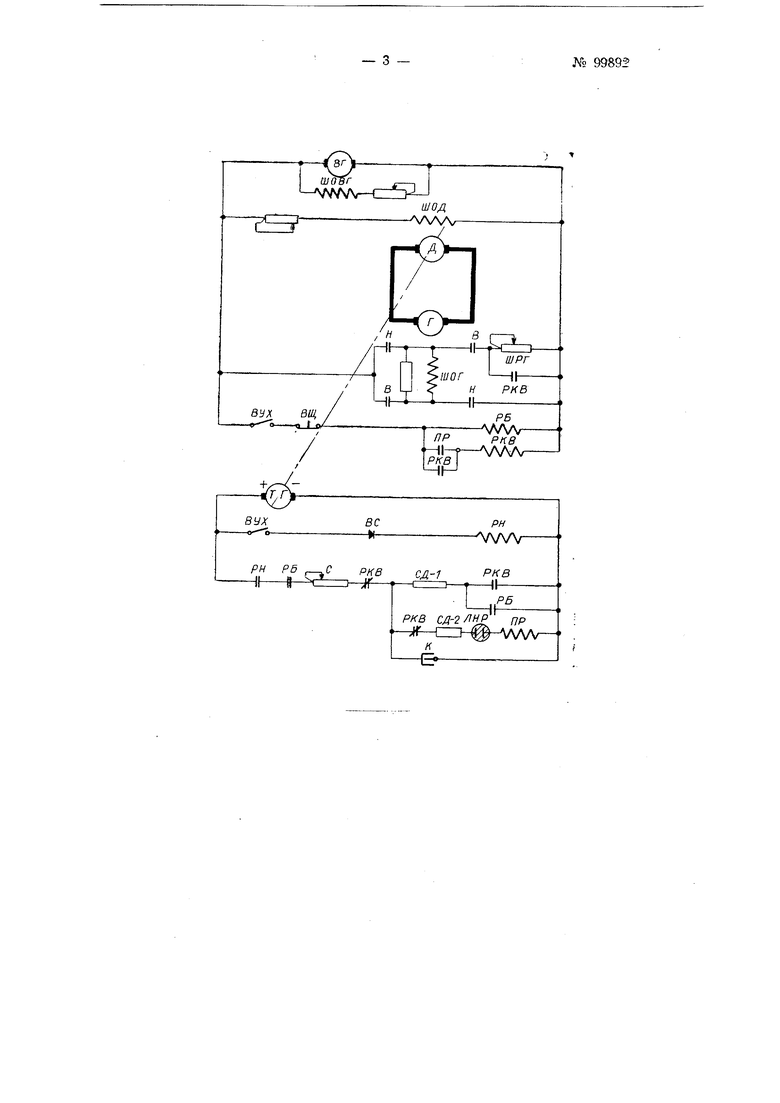
На чертеже изображена принципиальная электрическая схема предлагаемого устройства для электропривода станка по систе.ме «генератор - двигатель. В цепях, относящихся к электроприводу, на чертеже показаны только э.чектрические машины: генератор Г двигатель Д, возбудитель ВГ м их обмотки возбуждения ШОГ, ШОД и ШОВГ. Обмотка ШОГ включается контакто 5ами «вперед В при рабочем ходе и «назад Я - при обратном. Остальная часть схемы относится к предлагаемому устройству.
Повышение скорости приводпого двигателя Д станка при наличии выемов в изделиях осуществляется с помощью закорачивания шунтового регулятора ШРГ в цепи обмотки возб жден;-;я ШОГ генератора Г.
Включение устройства производится двухцепным выключателем ВУХ. С валом приводного электродвигателя сцеплен тахогенератор ТГ, напряжение которого зависит от числа оборотов в минуту элект1родвигателя Д, а следовательно, и от скорости движения стала или супорта станка.
На неподвижной части станка укреплен рычаг, называемый электрощупом, который скользит по обрабатываемому изделию впереди резца (по направлению вращения). Когда электрощуп находится в зацеплении с изделием, то его контакт ВЩ открыт и промежуточные реле РБ и РКВ выключены. При этом электродвигатель Д работает при установленном с помощью регулятора ШРГ числе оборотов в минуту и происходит подача стола с изделием.
Реле напряжения РН, включенное на зажимы тахогенератор а ТГ, служит для обеспечения работы устройства при рабочем ходе стола, так как оно включается лишь начиная с определенной величины подачи (когда напряжение тахогенератора ТГ значительно превыщает потенциал зажигания неоновой лампы Л HP) и при определенной полярности тахогенератора ТГ что обеспечивается выпрямителем ВС.
Когда электрощуп подходит к месту выема, то его контакт ВЩ замыкается и включается реле РВ, которое служит как промежуточное и имеет более мощные контакты, чем контакт щупа ВЩ.
Если длина выема меньще расстояния между электрощупом и резцом, то через нормально закрытый контакт реле РВ, происходит разряд конденсатора КПосле срабатывания реле РВ начинается процесс заряда конденсатора К от тахогенератора ТГ через переменное сопротивление С до напряжения зажигания неоновой лампы ЛНР, время которого не зависит от скорости перемещения стола, а определяется лищь путем, проходимым столом. Соответствующим подбором параметров цепи К - СД2 при настройке схемы добиваются, чтобы при подходе резца к выему произощло включение чувствительного реле ПР, которое в свою очередь включает и ставит на самопитание более мощное реле РР(В. Последнее шунтирует шунтовой регулятор ЩРГ, что приводит к ускорению скорости хода стола, и замыкает конденсатор К на сопротивление СД-1. Когда электроHiyn вновь касается детали, то его контакт ВЩ размыкается и выключаются реле РВ :и РКВ; происходит рекуперативное торможение электродвигателя Д до скорости, соответствующей установленной подаче.
Предлагаемое устройство обеспечивает автоматическое постоянство времени между прекращением нажатия электрощупа и включением быстрого пегремещения стола или супорта, что исключает аварию.
Предмет изобретения
Устройство для ускорения рабочего хода металлорежущих станков в местах выемов в обрабатываемом изделии с применением щупа и реле времени, срабатывающего в зависимости от пройденного супортом или столом пути с момента фиксации щупом начала выемки и до момента подхода режущего инструмента к тому же началу выемки, по авт. св. № 88448, отличающееся тем, что для настройки уст1ройства при изменении величины подачи применено путевое реле, выполненное в виде реле времени в сочетании с реле скорости.