Предлагаемый способ основан на свойстве металла тел вращения, сжимаемых параллельными плоскими или профилированными плитами, в процессе пластической деформации интенсивно течь в направлении, перпендикулярном продольной оси тела, и слабо течь вдоль нее.
Согласно предлагаемому способу профилированным заготовкам предварительно до прессования в параллельных плоских или профилированных штал1пах придают форму тела враи1.ения с такими размерами, при которых на всех основных участках профиля плон1,адь поперечного сечения заготовки равнялась бы плошади поперечного сечения готовой детали.
При этом достигается снижеппе трудоемкости процесса изготовления упомянутых выше деталей и повышение качества их поверхности.
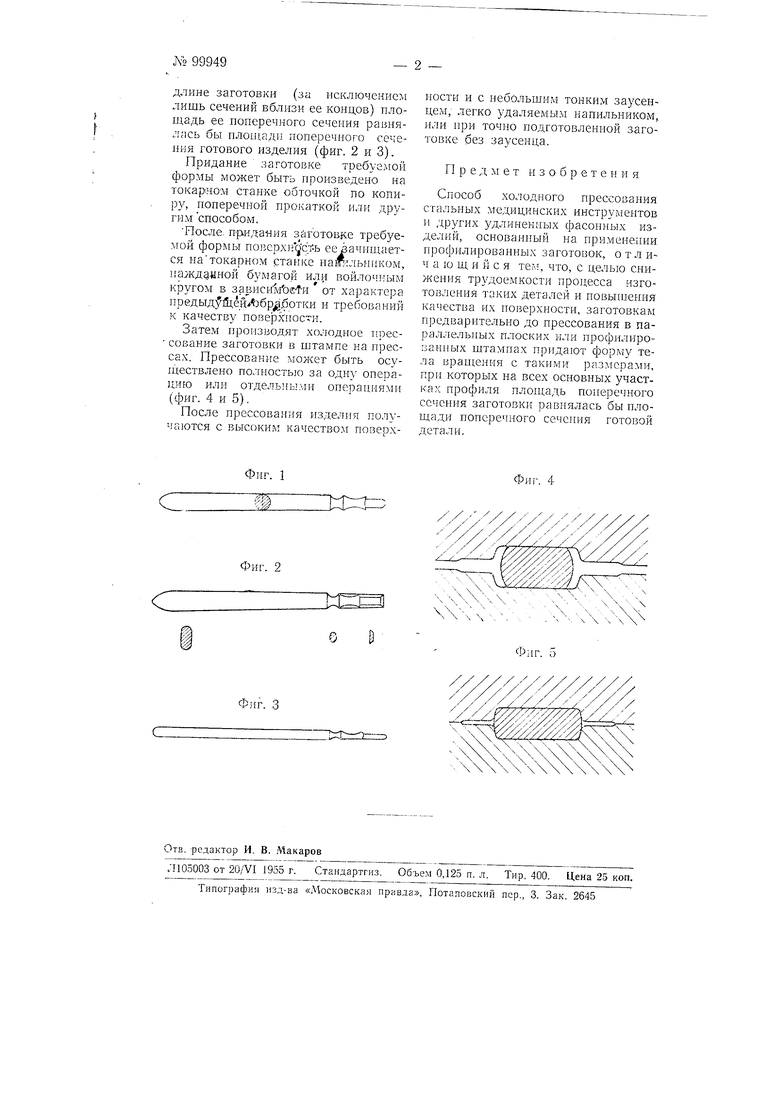
На фиг. 1 схематически изображена заготовка раснатория; на фиг. 2 и 3 - вид сверху и сбоку распатория, изготовленного согласно предложенному способу; на 4 и 5 - положение заготовки в штампах при двух последовательных операциях прессования.
Изготовление стальных хирургических и других медицинских инструментов (скальпелей, распаторий и т. п.) обычно осуществляется горячей щтамповкой, что связано с необходпмостью обрезки заусенцев и обдирки заготовок наждачным крутом, а также ручной опиловки и полировки их, представляющих значительную трудоемкость.
Примененне для улучшения качеQTBa поверхности изделий обдувания песком, холодной чеканки и других способов сказывается незначительно на у.меньшепии объема применения ручного труда по опиловке п обдирке заготовок.
При предложепнон способе изготовления стальных медицинских инструментов объем опи. овочпых и обдирочных работ значительно сокращается, а в отдельных случаях операции обдиркп и ОПИЛО15КИ отпадают полностью.
Особенность предложенного способа заключается в том, что независимо от нзделпя заготовке, 1- апример, заготовке распаторня, предварительно придают форму тела вращения (фиг. 1) с такими размерами, при которых в любом месте по
длине заготовки (за исключением лишь сечений вблизи ее коицов) площадь ее поперечного сечения равняллсь бы плоихади поперечного сечепия готового изделия (фиг. 2 и 3).
Придание заготовке требуемой формы может быть произведено на токар«о.1 станке обточкой по копиру, поперечной про)аткок или другим способом.
После, придания з аготовке требуемой формы поверхндс.г-ь ее ачипи1ется патокарном стапке паю-гльп п ом, бумагой или войлочным кругом в зависил/оефи от характера предыд; Ь;ёйЛбр.оотки и требований к качеству пове эхнос-гп.
Затем производят ххолодиое прессование заготовки в штампе на прессах. Прессование может быть осуществлено ПО.ЛНОСТЫО за одну опера1|ию пли отдельпы.ми операпиями (фиг. 4 и 5).
После прессования изделия получаются с высоким качеством поверхпости и с иеоольщим тонким заусепцем,- легко удаляемым iaпильпикoм, или при точно подготовленной заготовке без заусенца.
Предмет п з о б р е т е н и я
Способ холодного прессовапия стальпых медицинских инструментов и других удлиненных фасонных изделий, основанный па примепеппи профилированных заготовок, отличаю щ и и с я тем, что, с целью сиижеппя трудоемкости процесса изготовления таких деталей и повьипения качества их поверхности, заготовкам предварительно до прессования в параллельных плоских или профилированиых штампах придают форму тела врап1енпя с такими размерами, при которых па всех основных участках профиля плоп1,адь поперечного сеченпя заготовки равнялась бы площади поперечного сечепия готовой детали.
Фиг. 1
MZZUWXtz
Фиг. 2
0
Ф.иг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008125C1 |
| Многошпиндельный станок для шлифования изделий малых диаметров, имеющих форму тел вращения с криволинейной образующей, например, пульпоэкстракторов | 1958 |
|
SU118170A2 |
| Способ изготовления заготовок бесшовных цилиндрических корпусов твердотопливных газогенераторов | 2021 |
|
RU2762225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЖИДКОЙ ШТАМПОВКИ И ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2002 |
|
RU2233728C1 |
| Способ резки свинцовой фольги, наклеенной на жесткую подложку, например на картон (дерево, алюминий) | 1960 |
|
SU135182A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2006 |
|
RU2326749C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| Штамп для горячей штамповки шестерен | 1948 |
|
SU84772A1 |
