Известные штампы для горячей штамповки шестерен профильным И11стр}ме)1том, получаюш,им одновременное принудительное перемеш.ение относительно цилиндрической заготовки, имеют тот недостаток, что ограничиЕ5ают п)жную гнирину зуба с одного рабочего хода пресса и возмож.ности изготовлешш niecTepen бо.няних диаметров.
В пред.тагаемом п:тампе эти недостатки устранены тем, что профильные формуюп1ие инструме1ггь выгю.чиены в виде подпружиненных призматических пуансонов, подвижных тз облегчающем заготовку кольце.
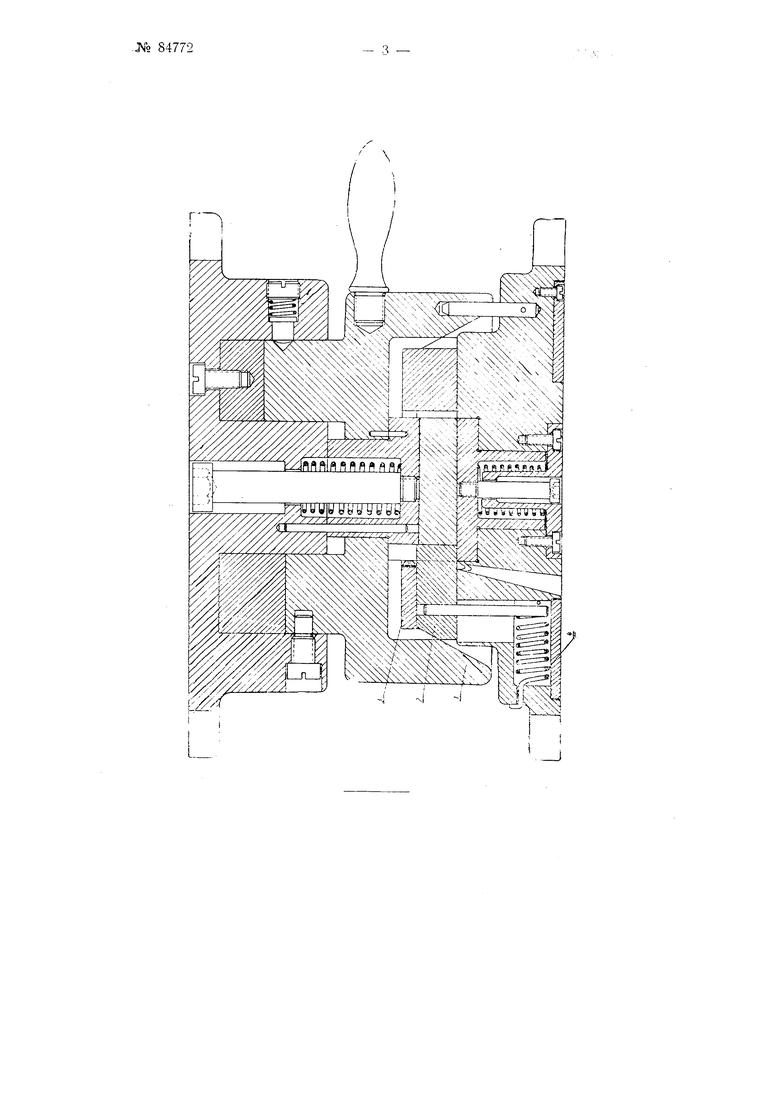
На схема1ическом чертеже изображеп штамп для горячей штамповки шестерен.
Технологический процесс изготовления шестерен состоит в том, что заготовка после предварите пьяой токарнон обраоотки подвергается штамповке. После штамповки обрабатывается отверстие, причем базой яв;1яется профиль впадин зубьев. После обработки торцов производится чистовая обработка зуба колеса обычным способом (базой служат отверстие и торец).
Принцип работы штампа состоит в том, что его верхняя часть, закрепляемая жестко в ползуне пресса, снабжена коническим стаканом /, сводяшшг прн ходе ползуна вниз пуансоны части нпампа 2.
Пуансоны (числом по количеству зубьев П1естерни) перемещаются усилием стакана в радиальном направлении, находясь постоянно в направляющих гнездах обоймы 3. Возврат пуансонов в исходное положение осуществляется пружинами 4.
Г р с л м от л 3 о б р е т е и и я
Штлмп д.ля горяче) штамповки шестерен, снабженный нрофн.тьными форм}пон1,имн зубны ннструментами, принудительно подвижными в радиа.тьиых направлениях в плоскости, нериендикуляриой оси заготовкн, о )л и ч а ю н; и и с я тем, что, с .аюнюм заготовку ко.чьце.
не.) (юрмоиания зунюв 1лес.е;гки по isceii )ине за1от() за одик рабочш хо;; нресс;;. п;м)()11.И-. (|)()рму1О1Цие iiiiCipyMeH: ы зьию/псяь в виде подг1ру кине1И-1ых призматич1-ских 1 -ансонов, подвижных в обле
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИН С ОТВЕРСТИЯМИ | 2003 |
|
RU2244607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| Способ объемной штамповки зубчатых колес и шестерен | 1984 |
|
SU1488097A1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |