Изобретение от} осится к устройСтвам для контактной точечной электросварки нересекающихся стержней нри изготовлении арматур«ных каркасов -в процессе непрерывной подачи последних.
Известные устройства такого рода предназначены для сварки элементов, пере.мещающихся поступательно.
Предлагаемое устройство предназначается для сварки каркасов круглого, прямоугольного и других сечений, изготавливаемых путем непрерывной ви«товой навивки поперечной арматуры на вра1наю циеся продольные .
Для обеспечения согласованного совместного движения электрода и свариваемого изделия применен копир, по которому сварочная электродная головка движется при помотпи двух профилированных кулачков с толкятелями, осуи1,ествляю1цими перемещение головки и ее поворот в зависимости от перемеи1епия «зделия. Управление пневматической или гидравлической системой подачи электрода осунхествляется при помотни упоров, расположепных на враП1аюпшхся кулачках, служапшх для перемещения электродной головки.
Предлагаемое устройство и его действие поясняются чертежом.
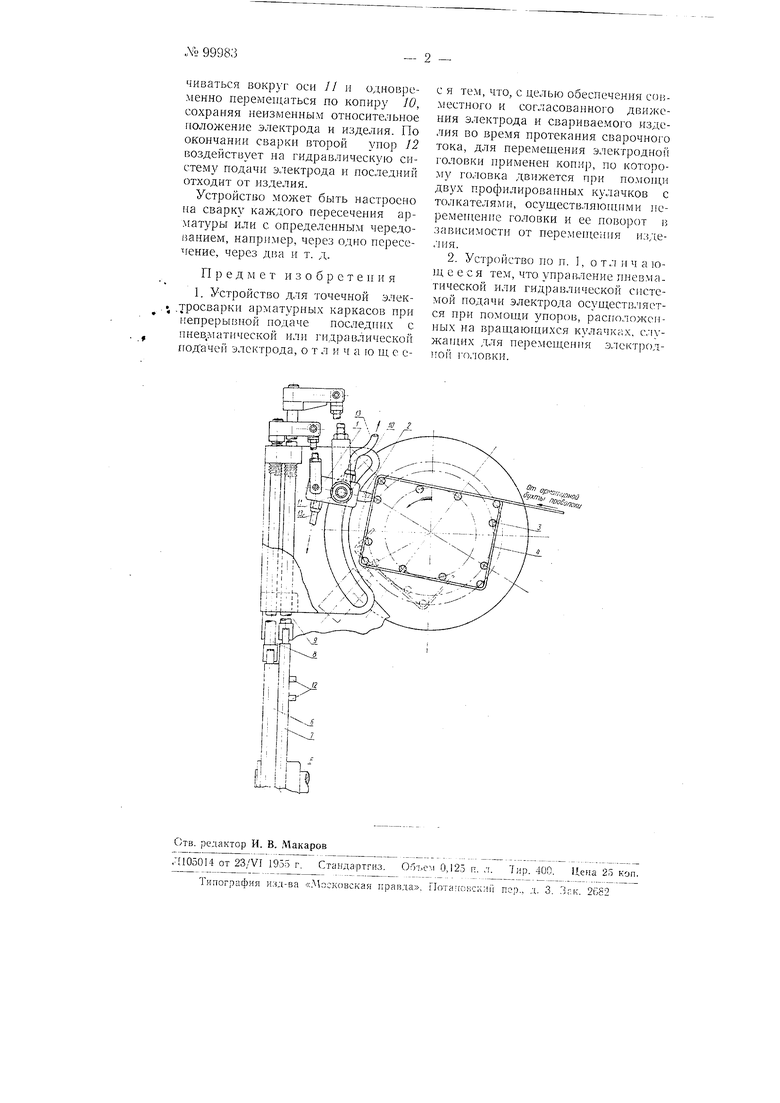
Сварочная головка 1 состоит из корпуса с цилиндром, в котором перемещается поршень, соединенный с электродом 2. Гидравлическая система подачи электрода обеспечивает перемен;епие электрода и создание необходимого давления в местах пересечения продольных стержней арматуры 3 и поперечной арматуры 4.
На валу 5, вращение которого связаио с вращением свариваемого каркаса, находятся профилированные кулачки 6 и 7, которые с помощью толкателей 8 и 9 осуществляют поворот сварочной головки 1 и ее перемещение по копиру 10. Поворот сварочной головки около оси // происходит под действием толкателя 8 и кулачка 6, а перемеп1ение головки по копиру W с помощью толкателя 9 и кулачка 7. Управление гидравлической системой подачи электрода происходит под действием упоров 12, расположениых на вранипощемся кулачке 7. Гидравлический цилиндр с помощью трубок 13 связан с распределительным устройством.
При работе один из упоров 12 приводит в действие гидравлическую систему подачи электрода. После соприкосновения электрода с изделием сварочная головка начинает повора