Изобретение относится к машиностроению, в частности к производству машин для контактной сварки, и может найти применение при изготовлении арматурных конструкций.
Целью изобретения является расширение технологических возможностей машины.
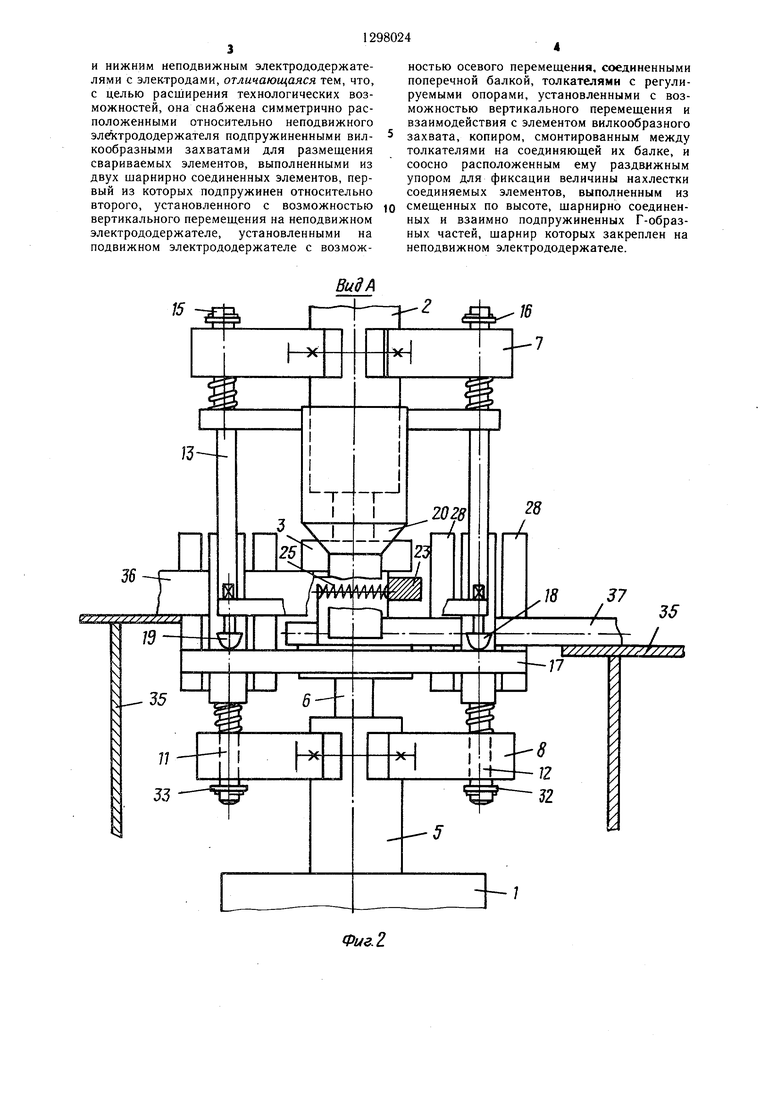
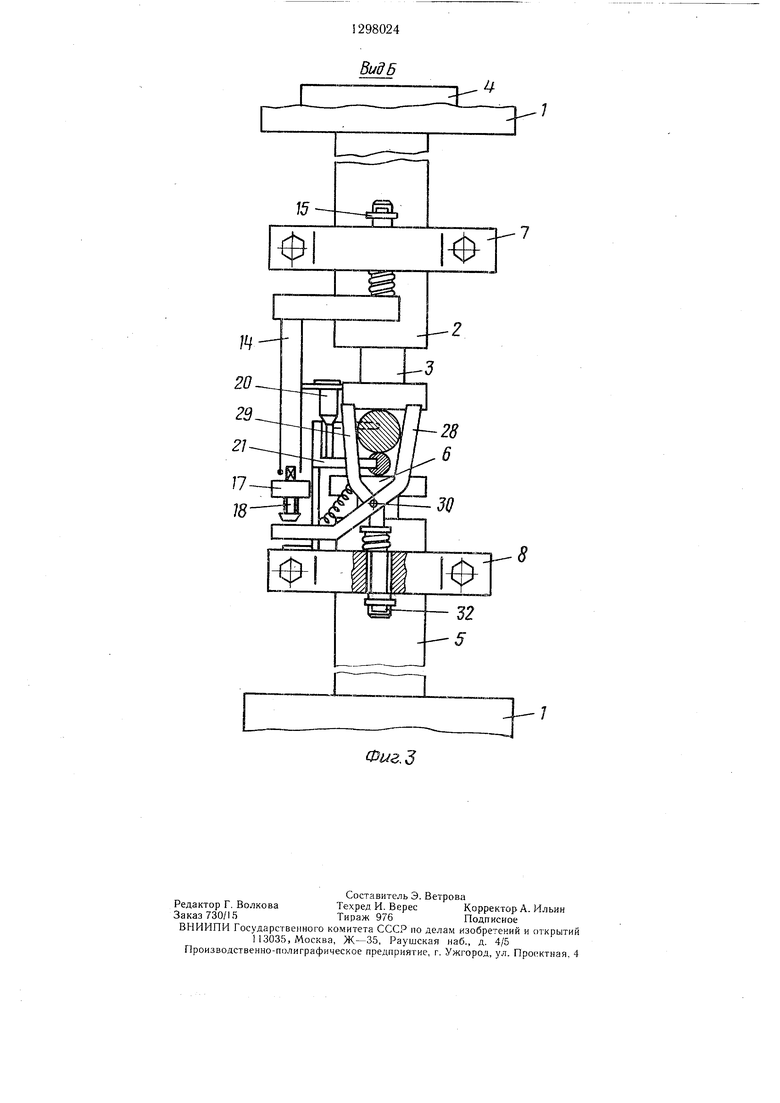
На фиг. 1 показана машина, вид в аксонометрии; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Машина состоит из станины 1, на которой закреплены верхний подвижный элек- трододержатель 2 со сварочным электродом 3 и пневмоприводом 4 и нижний неподвижный электрододержатель 5 со сварочным электродом 6. На верхнем 2 и нижнем 5 электрододержателях закреплены хомуты 7 и 8 с симметрично расположенными в них соответственно отверстиями 9 и 10, 11 и 12. К верхнему хомуту 7 присоединены толкатели 13 и 14 таким образом, что верхние их концы подпружинены, свободно входят в отверстия 9 и 10 хомута 7 и законтрены гайками 15 и 16. Толкатели 13 и 14 могут вертикально перемещаться в отверстиях 9 и 10 хомута 7. Свободные концы толкателей 13 и 14 соединены между собой балкой 17, на которой по концам закреплены регулируемые опоры 18 и 19, например регулировочные винты. В средней части толкатели 13 и 14 соединены поперечиной, на которой жестко укреплен копир 20. Машина снабжена раздвижным упором 21, расположенным соос- но копиру 20.
Упор 21 выполнен в виде Г-образных частей 22 и 23, смеш,енных по высоте и соединенных шарниром 24. Части 22 и 23 соединены друг с другом пружиной 25.
Шарнир 24 жестко присоединен к ниж- нему электрододержателю 5. На нижнем хомуте 8 укреплены симметрично вилкообразные захваты 26 и 27. Каждый вилкообразный захват состоит из двух элементов 28 и 29, шарнирно (шарнир 30) соединенных между собой. Концы элементов 28 переходят в площадки 31, а концы элементов 29 подпружинены и свободно входят в отверстия 11 и 2 хомута 8. Концы их законтрены гайками 32 и 33. Плошадки 31 подпружинены к элементу 29. По обеим сто- ронам машины расположены столы 34 и 35 для арматуры различного диаметра.
Машина работает следующим образом.
На стол укладывают монтажные петли 36, а на стол 36 - арматурные каркасы 37. Далее вручную на захват 26 ук- ладывают продольную арматуру каркаса 37, а на захват 27 - один из кояцов монтажной петли 36 и затем доводят их до упора торцами в соответствуюшие Г-образные части 22 и 23 упора 21.
Таким образом, устанавливают заданную величину нахлестки арматуры 36 и 37. Захваты 26 и 27 раскрыты и приподняты пружинами вверх, а гайки 32 и 33 упирают
S
0
.) 0
5
0
-
0
ся в хомут 8, толкатели 13 и 14 свободно опущены а гайки 15 и 16 упираются в хомут 7. Включают пневмопривод 4 электрододержателя 2 и он, опускаясь, тянет за собой вниз копир 20 и толкатели 13 и 14.
При перемещении вниз копир 20 проходит между Г-образными частями 22 и 23 соосного ему упора 21 и,преодолевая действие пружины 25, разводит их в стороны, выводя из зоны сварки.
Одновременно толкатели 13 и 14 перемещаются вниз и опорами 18 и 19, высота которых выбирается в зависимости от высоты установки хомута 7, упираются в площадки 31 элементов 28, которые поворачиваются вокруг шарниров 30 и преодолевая сопротивление пружины, зажи.мают плотно арматуру в захватах. При дальнейшем перемещении вниз толкателей 13 и 14 под действие / опор 18 и 19 захваты 26 и 27 опускаются в отверстия 11 и 12 хомута 8 до упора в него, преодолевая сопротивление пружин. При дальнейшем перемещении толкателей 15 и 16 вниз их пружины сжимаются, а они перемещаются вверх в отверстия 9 и 10 хомута 7 до упора в него.
Одновременно арматура 36 и 37 зажимает- ся между электродами 3 и 6 и автоматически подается ток.
Происходит процесс сварки - конец петли 36 приваривается к продольной арматуре каркаса 37.
Далее ток отклю1-.ают, пневмоприводо.м 4 поднимают вверх электрододержатель 2. Одновременно с ним вверх поднимаются толкатели 13 и И; и копир 20. При этом захваты 26 и 27 освобождаются от упора опор 18 и 19 в площадки 31 и раскрываются путем поворота элементов 28 вокруг шарниров 30 под действием пружин, а также поднимаются вверх, перемещаясь в отверстиях хомута 8, под действиегй соответствующих пружин элементы 29. Копир 20 выходит из раздвижного упора 21,и его Г-образные части 22 и 23 под действием пружины 25 смыкаются, поворачиваясь вокруг шарнира 24. Толкатели 13 и 14 под действием пружин перемещаются в от;зерстиях 9 и 10 вниз.
Арматуру 37 с приваренным концом монтажной петли 36 снимают с захватав 26 и 27 и укладывают на ких другой конец монтажной петли 36 и следуюш,ий выпуск продольной арматуры 37 и процесс повторяется.
Предложенная машина позволяет приваривать арматурные стержни разных диаметров, монтажные аетли к продольной арматуре каркасов внахлестку, обеспечивая при этом хорошее качество сварных соединений без наплывов, непроваров и пережогов за счет устанозки заданных перепусков свариваемой арматуры сохранения требуемой соосности.
Формула изобрегвяик
.Машина для контактной точечлой сварки, содержащая станину с верх.ним приводным
и нижним неподвижным электрод о держателями с электродами, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена симметрично расположенными относительно неподвижного элйстрододержателя подпружиненными вилкообразными захватами для размещения свариваемых элементов, выполненными из двух шарнирно соединенных элементов, первый из которых подпружинен относительно второго, установленного с возможностью вертикального перемещения на неподвижном электрододержателе, установленными на подвижном электрододержателе с возмож
ностью осевого перемещения, соединенными поперечной балкой, толкателями с регулируемыми опорами, установленными с возможностью вертикального перемещения и взаимодействия с элементом вилкообразного захвата, копиром, смонтированным между толкателями на соединяющей их балке, и соосно расположенным ему раздвижным упором для фиксации величины нахлестки соединяемых элементов, выполненным из смещенных по высоте, щарнирно соединенных и взаимно подпружиненных Г-образ- ных частей, щарнир которых закреплен на неподвижном электрододержателе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных каркасов | 1988 |
|
SU1602647A1 |
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU533433A1 |
| Клещи для контактной точечной сварки | 1983 |
|
SU1131619A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Линия для изготовления пространственных арматурных каркасов | 1986 |
|
SU1388230A1 |
Изобретение относится к машиностроению, в частности к производству машин для контактной точечной сварки, и может найти применение при изготовлении арматурных конструкций. Целью изобретения является расширение технологических возможностей машины. Подлежаш.ие сварке элементы укладывают на захваты 26 и 27 и перемещают до упора их торцов в Г-об- разные части 22 и 23 упора 21 для образования нахлестки. Под действием привода электрододержатель 2 перемещается совместно с копиром 20 и толкателями 13 и 14. При этом копир 20 разводит в стороны части 22 и 23, выводя их из зоны сварки, а толкатели 13 и 14 опорами 18 и 19 взаимодействуют с элементами вилкообразных захватов 26 и 27, зажимающими свариваемые элементы. При дальнейшем перемещении электрододержателя свариваемые элементы зажимаются между электродами и сваривают. После этого подвижный электрододержатель перемещается вверх, захваты раскрываются, раздвижной упор 21 смыкается. Сваренную деталь снимают, укладывают в захваты следующие элементы, и цикл повторяется. 3 ил. а W 35 tc ;о 00 о 1C NU
Ю
37
WXXX/X//.
35
////
/ / / / / / / / / / / / / / / / /
Фиг2
Фиг.З
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Завод «Электрик им | |||
| Н | |||
| М | |||
| Шверника, 1984, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
