Предложение относится к оборудованию для изготовления арматуриых сеток.
Известна машина для контактной сварки плоских арматурных сеток, содержащая размещенные на станине сварочные роликовые электроды, смонтированные с возможностью установочного перемещения в поперечном направлении, транспортирующее устройство, выполненное в виде приводного барабана, и механизм шаговой подачи поперечных стержней.
Однако эта машина не позволяет сваривать сетки, в которых один из продольных стержней непараллелен остальным. Кроме того, она обладает ограниченными возможностями при сварке сеток с переменным шагом.
Предложенная мащина обеспечивает расщирение номенклатуры свариваемых сеток и повыщает производительность при изготовлении сеток с переменным шагом.
Это достигается тем, что одии из электродных роликов установлен с возможностью перемещения в процессе сварки вдоль ходового винта, параллельного оси барабана и кинематически связанного с приводом барабана. Кроме того, механизм шаговой подачи поперечных стержней выполнен в виде рычагов с планкой, несущей поперечные стерн ни, жестко связанных с щестерней, свободно сидящей на валу барабана, взаимодействующей с ним
при помощи храпового механизма и входящей в зацепление с закрепленной на конце щтока пнев.мопривода рейкой, одним концом взаимодействующей с регулируемым унором, а другим концом - со сменным копиром, жестко закрепленным на гайке другого ходового винта, кинематически связанного с валом барабана.
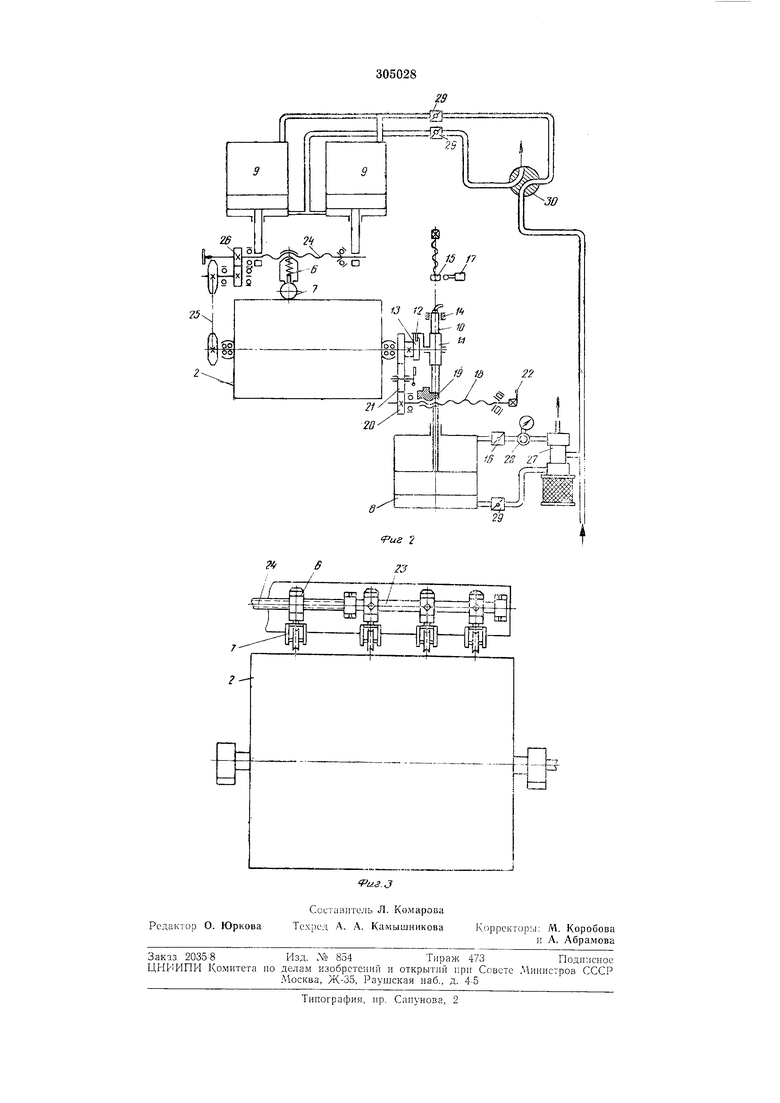
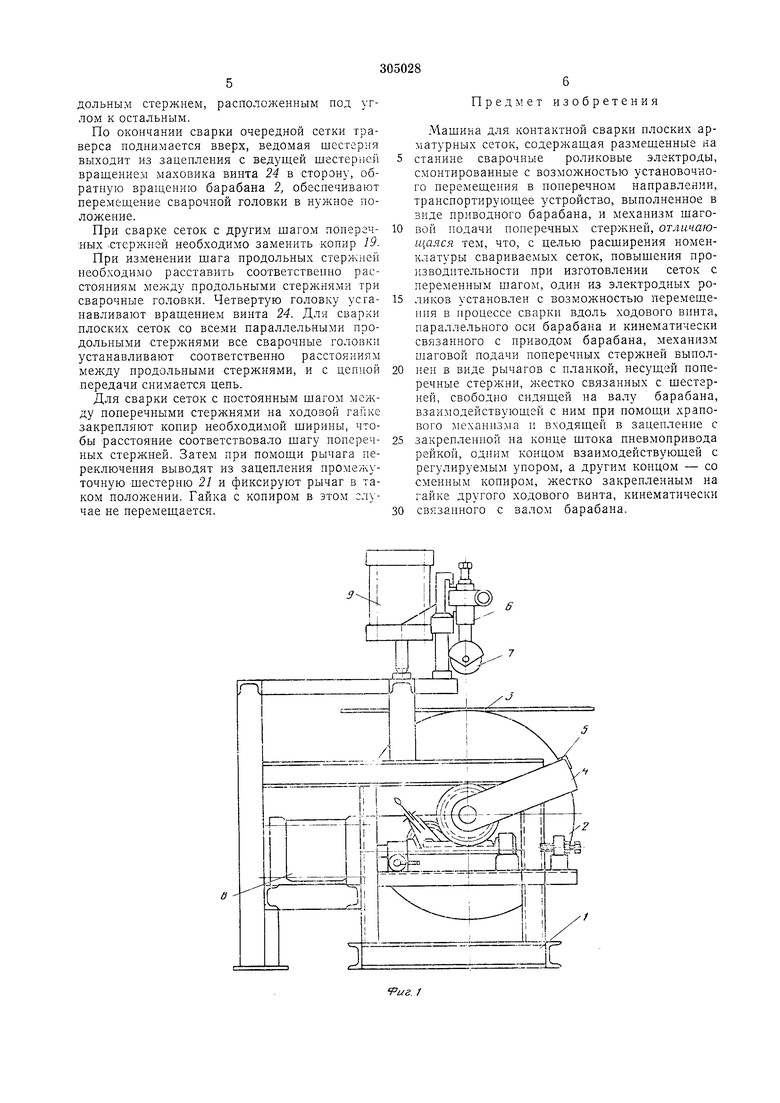
На фиг. 1 показана пред.юженная машина, вид сбоку; на фиг. 2 - кинематическая схема машины; на фиг. 3 - установка электродов.
На станине / размешены барабан 2, на котором располол ены продольные стержни 3, рычаги 4 с планкой, несущей поперечные стержни 5, сварочные головки 6 с электродными роликами 7, пневмопривод 8 барабана, пневмоприводы 9 прижима сварочных электродных роликов к барабану.
Барабан 2 установлен на двухрядных сферических роликовых подшипниках, встроенных в корпуса, закрепленные на станине.
Рычаги 4 свободно поворачиваются относительно барабана. Планка имеет фиксатор для фиксации прутков по длине и ребра для удержания прутков, которые одновременно являются ребрами жесткости.
механизма, которые входят в зацепление с храповым колесом 13, неподвижно закрепленным на валу барабана. Рейка 10 расноложена в нанравляющих 14 и при перемещении упирается в регулируемый неподвижный упор /5. К нижней части зубчатой рейки 10 кренится кулачок включения тормозного золотника 16 и рычаг с регулировкой для включения конечного выключателя 17.
Программное устройство представляет собой установленный в корпусе на подшипниках ходовой винт 18 с ходовой гайкой, на которой жестко закреплен сменный копир 19. На одпом конце ходового винта 18 закреплена шестерня 20, связанная через промежуточную шестерню 21 с валом барабана. Шестерня 21 смеш,ается в осевом направлении для отключения программного устройства.
На другом конпе ходового винта имеегся рукоятка 22 для возвраш,ения копира 19 в исходное положение носле окончания сварки очередной сетки перед началом сварки следу юшсй.
Сварочные головки установлены на траверсе, смонтированной на стапнне. Три сварочHBie головки 6 с роликами 7 установлены с возмо 1;ностью Перемен ения их вдоль направляюш,сго валика 23 при изменении расстояния между продольными стержнями. Чствертая юловка установлена с возможностью неремешения в процессе работы вдоль трехходового винта 24, установленного Б подшипниках па траверсе и враш,аюш,егося от привода барабапа через ценную передачу 25 и зубчатую нередачу 26.
Пневмосистема машины, кроме нневмопри1ЮДОВ 6 и 9 и тормозпого золотника 16, содержит воздушный запорный вентиль, фильтр, пневматический редуктор и маслораспылигель (на чертеже не шказаны).
В ппевмосистеме установлены электронневмоклапап 27, BTOpoil нпевматическнй редуктор 28, дроссельные клапаны 29 и кран управления 30.
Воздух из заводской магистрали через ()ильтр подается в первый редуктор, где редуцируется до 5 ати; поступая в маслораспылитель, воздух наеьицается маслом и попадает в две ветви: через электронпевмокланан 27 и дроссельный кланан 29 к ппев.моприводу 8 и через трехходовой кран управлении 30 и два дросселя 29 - в пневмоприводы 5 опускания траверсы. На выходе воздуха из правой полости нневмопривода 8 установлен тормозной золотник 16. При подаче воздуха в правую полость цилиндра он проходит че;)ез второй редуктор 28, где редуцируется до 1,5- 2,0 ати с целью уменьшения нагрузки на винт 18.
воздух подается в пневмопривод 8, шгок которого связан с рейкой 10, которая при движении поворачивает шестерню П. Собачки 12 хранового механизма входят в заценлеппе с храповым колесом 13, обеспечивая noBopoi барабана 2 па заданный угол. При возвращении рейки 10 в исходное положение барабан остается неподвижным, а 11оворачиваются только рычаги 4 с планкой для поперечпых стержней. Рейка 10 при обратном ходе упирается в копир 19.
При подходе рычага с нлапкой, песушей поперечный стержень 5, к роликам 7 скорость новорота барабана замедляется. За счет тормозного золотника 16, установленного на холостой ветви пневмопривода 8 замыкается контакт прерывателя и происходит сварка. При повороте барабана одновременно встунают в работу два всномогательных механизма; программное устройство и Л1еха1-;изм нере.мещения четвертой го.товкн вдоль оси барабана.
Работа программного устройства nposicxoдит таким образом. При повороте барабапа 2 на заданный угол поворачивается шестерня, неподвижно закрепленная на валу барабана. Она поворачивает через шестерню 21 ведомую шестерню 20, неподвижно сидящую на ходовом винте 18. При новороте винта пере.мепдастся ходовая гайка с копиром 19. При одпом ходе рейки 10 привода копир 19 пере.мепхается на величину, пропорциональную шагу между поперечными стержнями. Размеры горизонтальных ступеней копира 19 соответствхют количеству тех или иных шагов между поперечными стержнями, а размеры вертикал)ных участков пропорциональны размерам шагов между поперечными стержнями.
После сварки сетки нромежуточную niecTepпю рычагов переключения выводят из зацепления с ДРУ1-ИМИ шестернями и возвранинот гайку с копиром в исходное положение.
Работа механизма перемещения четвертой сварочной головки нроисходит следующим образом. При повороте барабапа на заданный угол поворачивается ведущая шестерня, isenoдвижно насаженная на вал барабана, звездочка ценной передачи 25, которая нередает враП1ение через зубчатую нередачу 26 винту 24. В рабочем ноложении машины, т. е. при опущенной траверсе, в зацеплении с ведущей шестерней зубчатой передачи 26 находится ее ведомая шестерня, которая неподвижно связана с винтом 24 неремещения головки.
При новороте барабана вращается ведомая шестерня зубчатой нередачи 26, поворачивая винт 24, по которому перемещается сварочная головка, к корпусу которой прикреплена ходовая гайка.
дольным стержнем, расположенным под углом к остальным.
По окончании сварки очередной сетки траверса поднимается вверх, ведомая шестерня выходит из зацепления с ведущей шестерней враш,ением маховика винта 24 в сторону, обратную вращению барабана 2, обеспечивают перемещение сварочной головки в нужное положение.
При сварке сеток с другим шагом поперечных .стержней необходимо заменить копир 19.
При изменении шага продольных стержней необходимо расставить соответственно расстояниям между продольными стержня.ми три сварочные головки. Четвертую головку усганавливают вращением винта 24. Для сварки плоских сеток со всеми параллельными продольными стержнями все сварочные головки устанавливают соответственно расстояниям между продольными стержнями, и с цепной передачи снимается цепь.
Для сварки сеток с постоянным шагом между поперечными стержнями на ходовой гайке закрепляют копир необходимой ширины, чтобы расстояние соответствовало шагу поперечных стержней. Затем при помощи рычага переключения выводят из зацепления промежуточную шестерню 21 и фиксируют рычаг в таком положении. Гайка с копиром в этом случае не перемещается.
г
Предмет изобретения
Машина для контактной сварки плоских арматурных сеток, содержащая размещенные на станине сварочные роликовые электроды, смонтированные с возможностью установочного перемещения в поперечном направлении, транспортирующее устройство, выполненное в виде приводного барабана, и механизм шаговой подачи поперечных стержней, отличаюш аяся тем, что, с целью расширения номенклатуры свариваемых сеток, повышения производительности при изготовлении сеток с переменным шагом, один из электродных роликов установлен с возможностью перемещения в процессе сваркп вдоль ходового впнта, параллельного оси барабана и кинематически связанного с приводом барабана, механизм и:аговой подачи поперечных стержней вьшолпен в виде рычагов с нланкой, несущей поперечные стержни, жестко связанных с шестерней, свободно сидящей на валу барабана, взаимодействующей с ним при помощи храпового механизма п входящей в зацепление с
закрепленной на конце штока пневмопривода рейкой, одним концом взаимодействующей с регулируемым упором, а другим концом - со сменным копиром, жестко закрепленным на гайке другого ходового винта, кинематически
связанного с валом барабана.
л-з
..d±.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
| МАШИНА ДЛЯ СШИВАНИЯ МАТОВ ДЕРЕВЯННЫХ СКЛАДНЫХяш,иков | 1969 |
|
SU251806A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305976A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК РАДИОЛАМП | 1949 |
|
SU87502A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ СТЕРЖНЕЙ ПРИ ТОЧЕЧНОЙ СВАРКЕ СЕТОК | 1966 |
|
SU224736A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |