Изобретение относится к производству покрышек пневматических шин типа Р и может найти применение в шинной промышленности.
Известен способ сборки покрышек пневматических шин, заключающийся в том, что осуществляют принудительное диаметрально кольцевое фиксирование верхней части боковин и короны каркаса, формования каркаса и наложение брекера и протектора. В этом способе сформованный каркас с помощью двух жестких поверхностей, расположенных одна против другой, подвергают осевому сжатию на участках, находящихся между бортом покрышки и ее средней плоскостью.
Недостатком этого способа является то, что фиксирование каркаса осуществляют одновременно с процессом формования каркаса, но практически в конце процесса, когда неравномерное расположение нитей корда, образовавшееся после принятия каркасом тороидальной формы,
не может быть исправлено, а фиксирующие элементы лишь фиксируют уже образовавшиеся неравномерности расположения нитей корда.
Известен и другой способ формования покрышек пневматических шин на барабане с эластичной формующей диафрагмой, при котором каркас покрышки предварительно снаружи спрессовывают, а затем осуществляют осевое перемещение навстречу друг другу бортов покрышки и подают сжатый воздух под давлением в формующую диафрагму, осуществляя формование покрышки.
Недостатком этого способа является незначительное прессующее давление кольцевого фиксирующего эластичного элемента в начальный момент формования, когда упругие силы элемента еще малы. В этот момент для запрессовки резины в расширяющийся зазор между нитями каркаса требуются наоборот значительные прессующие усилия. Другим недостатком является полное отсутствие
сл
с
VJ
ю о ю
00
управления и контроля за натяжением нитей каркаса. Указанные недостатки способствуют отрыву обрезинки от нитей корда и неравномерности разрежения нитей в каркасе покрышки при его формовании.
Целью изобретения является обеспечение равномерного расположения нитей корда в сформованной покрышке.
Поставленная цель достигается тем, что в способе формования покрышек пневматических шин на барабане с эластичной формующей диафрагмой, при котором каркас покрышки предварительно снаружи спрессовывают, а затем осуществляют осевое перемещение навстречу друг другу бортов покрышки и подают сжатый воздух под давлением в формующую диафрагму, осуществляя формование покрышки, при воздействии на нее снаружи опрессовоч- ного давления, при формовании покрышки опрессовочное давление монотонно снижают.
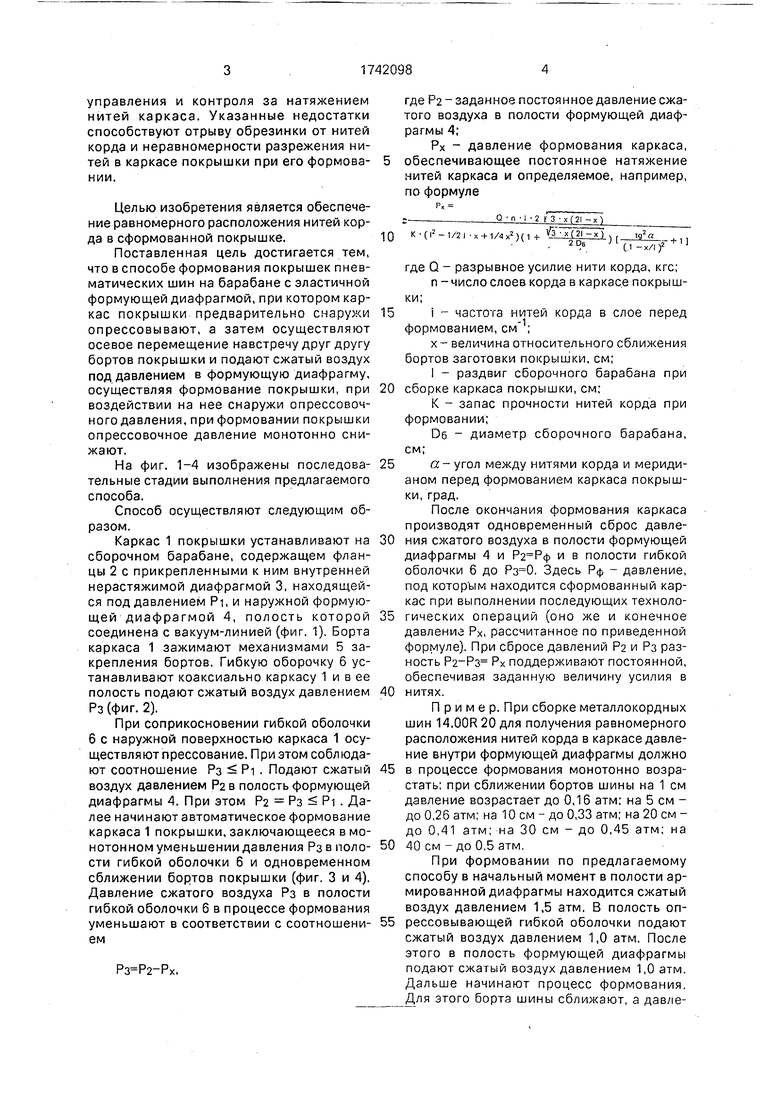
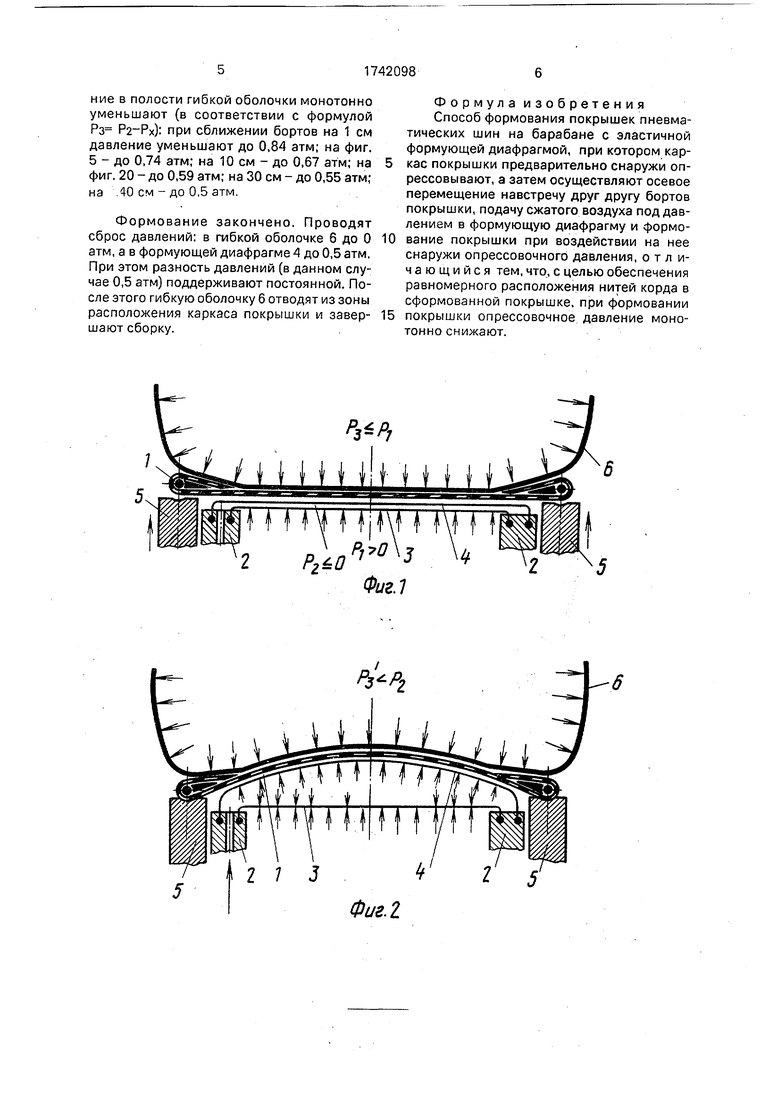
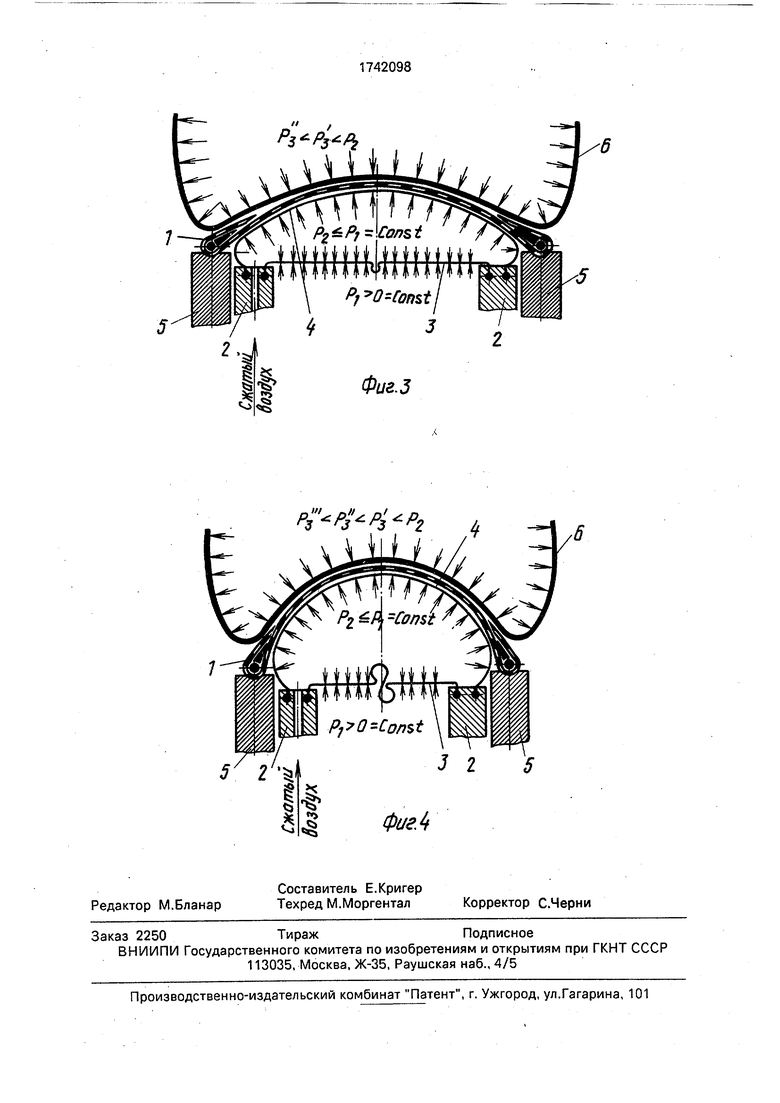
На фиг. 1-4 изображены последовательные стадии выполнения предлагаемого способа.
Способ осуществляют следующим образом.
Каркас 1 покрышки устанавливают на сборочном барабане, содержащем фланцы 2 с прикрепленными к ним внутренней нерастяжимой диафрагмой 3, находящейся под давлением Pi, и наружной формующей диафрагмой 4, полость которой соединена с вакуум-линией (фиг. 1). Борта каркаса 1 зажимают механизмами 5 закрепления бортов. Гибкую оборочку 6 устанавливают коаксиально каркасу 1 и в ее полость подают сжатый воздух давлением Рз (фиг. 2).
При соприкосновении гибкой оболочки 6 с наружной поверхностью каркаса 1 осуществляют прессование. При этом соблюдают соотношение Рз PI . Подают сжатый воздух давлением Ра в полость формующей диафрагмы 4. При этом Ра Рз Pi . Далее начинают автоматическое формование каркаса 1 покрышки, заключающееся в монотонном уменьшении давления Рз в полости гибкой оболочки 6 и одновременном сближении бортов покрышки (фиг. 3 и 4). Давление сжатого воздуха Рз в полости гибкой оболочки 6 в процессе формования уменьшают в соответствии с соотношением
й
,
где Ра- заданное постоянное давление сжатого воздуха в полости формующей диафрагмы 4;
Рх - давление формования каркаса, обеспечивающее постоянное натяжение нитей каркаса и определяемое, например, по формуле
р«
Q п I 2 3 x(2l
10
й
К (I2-1/2I x + l/Ox Hl + М2 DB
где Q - разрывное усилие нити корда, кгс;
п -число слоев корда в каркасе покрышки;
15 i - частота нитей корда в слое перед формованием,
х - величина относительного сближения бортов заготовки покрышки, см;
I - раздвиг сборочного барабана при 20 сборке каркаса покрышки, см;
К - запас прочности нитей корда при формовании;
De - диаметр сборочного барабана, см;
25 а-угол между нитями корда и меридианом перед формованием каркаса покрышки, град.
После окончания формования каркаса производят одновременный сброс давле- 30 ния сжатого воздуха в полости формующей диафрагмы 4 и и в полости гибкой оболочки 6 до . Здесь РФ - давление, под котор ым находится сформованный каркас при выполнении последующих техноло- 35 гических операций (оно же и конечное давление Рх, рассчитанное по приведенной формуле). При сбросе давлений Pi и Рз разность Рх поддерживают постоянной, обеспечивая заданную величину усилия в 40 нитях.
Пример. При сборке металлокордных шин 14.00R 20 для получения равномерного расположения нитей корда в каркасе давление внутри формующей диафрагмы должно 45 в процессе формования монотонно возрастать; при сближении бортов шины на 1 см давление возрастает до 0,16 атм; на 5 см - до 0,26 атм; на 10 см - до 0,33 атм; на 20 см - до 0,41 атм; на 30 см - до 0,45 атм; на 50 40 см - до 0,5 атм.
При формовании по предлагаемому способу в начальный момент в полости армированной диафрагмы находится сжатый воздух давлением 1,5 атм. В полость оп- 55 рессовывающей гибкой оболочки подают сжатый воздух давлением 1,0 атм. После этого в полость формующей диафрагмы подают сжатый воздух давлением 1,0 атм. Дальше начинают процесс формования. этого борта шины сближают, а давление в полости гибкой оболочки монотонно уменьшают (в соответствии с формулой Рз ): при сближении бортов на 1 см давление уменьшают до 0,84 атм; на фиг. 5 - до 0,74 атм; на 10 см - до 0,67 атм; на фиг. 20 - до 0,59 атм; на 30 см - до 0,55 атм; на 40 см - до 0,5 атм.
Формование закончено. Проводят сброс давлений: в гибкой оболочке 6 до О атм, а в формующей диафрагме 4 до 0,5 атм. При этом разность давлений (в данном случае 0,5 атм) поддерживают постоянной. После этого гибкую оболочку б отводят из зоны расположения каркаса покрышки и завершают сборку.
0
5
Формула изобретения Способ формования покрышек пневматических шин на барабане с эластичной формующей диафрагмой, при котором каркас покрышки предварительно снаружи спрессовывают, а затем осуществляют осевое перемещение навстречу друг другу бортов покрышки, подачу сжатого воздуха под давлением в формующую диафрагму и формование покрышки при воздействии на нее снаружи опрессовочного давления, отличающийся тем, что, с целью обеспечения равномерного расположения нитей корда в сформованной покрышке, при формовании покрышки опрессовочное давление монотонно снижают.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для опрессовки каркаса покрышки | 1980 |
|
SU899364A1 |
| Способ формования покрышек пневматических шин | 1974 |
|
SU588137A1 |
| Способ формования заготовки радиальной покрышки пневматической шины | 1976 |
|
SU663603A1 |
| Устройство для удержания покрышек пневматических шин | 1983 |
|
SU1162615A1 |
| Устройство для опрессовки каркаса покрышки | 1976 |
|
SU654445A1 |
| СПОСОБ ФОРМОВАНИЯ ПОКРЫШЕК | 1996 |
|
RU2113994C1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| Устройство для формования покрышек пневматических шин | 1978 |
|
SU670458A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| Способ изготовления радиальных покрышек пневматических шин и устройство для его осуществления | 1977 |
|
SU617901A1 |
Использование: при производстве покрышек пневматических шин в шинной промышленности. Сущность изобретения: каркас покрышки предварительно спрессовывают снаружи. Борта покрышки перемещают навстречу друг другу. В формующую диафрагму подают сжатый воздух под давлением. Осуществляют формование покрышки. При формовании создают монотонно уменьшающееся давление оп- рессовки.4 ил.
2
I M t f f I f I
« Фиг.1
Фиг. 5
фиеЛ
| Патент США № 3580766, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Способ сборки покрышек пневматических шин | 1979 |
|
SU783037A1 |
| Солесос | 1922 |
|
SU29A1 |
