Изобретение относится к обработке металлов давлением и может быть использовано для изготовления головок на стержневых заготовках большего диапазона длин.
Известен штамп для высадки утолшений на стержневых заготовках, содержащий верхнюю приводную плиту с клином и нижнюю плиту со смонтированными на ней матрицей, пуансоном и ползушкой, установленной с возможностью взаимодействия с клином и пуансоном 1.
Однако известное устройство характеризуется тем, что для получения качественной головки требуется заготовка высокой точности объема, так как высадка производится на стационарном заднем упоре.
Цель изобретения - повышение качества получаемых деталей и расширение технологических возможностей путем исключения влияния отклонения длины обрабатываемых заготовок от мерной.
Поставленная цель достигается тем, что штамп для высадки утолщений на стержневых заготовках, содержащий верхнюю приводную плиту с клином и нижнюю плиту со смонтированными на ней матрицей, пуансоном и ползушкой,- установленной с возможностью взаимодействия с клином и пуансоном, снабжен механизмом установочного подпора заготовки, выполненным в виде диска, эксцентрично размещенного на валу, закрепленном перпендикулярно оси высадки, при этом диск установлен с возможностью поворота относительно вала и снабжен стопором обратного разворота.
Стопор может быть выполнен в виде подпружиненного относительно вала ролика, размещенного с возможностью взаимодействия с поверхностью диска, образующей его посадочное отверстие под вал.
На фиг. 1 изображен штамп в защитном положении; на фиг. 2 - вид по стрелвг д А
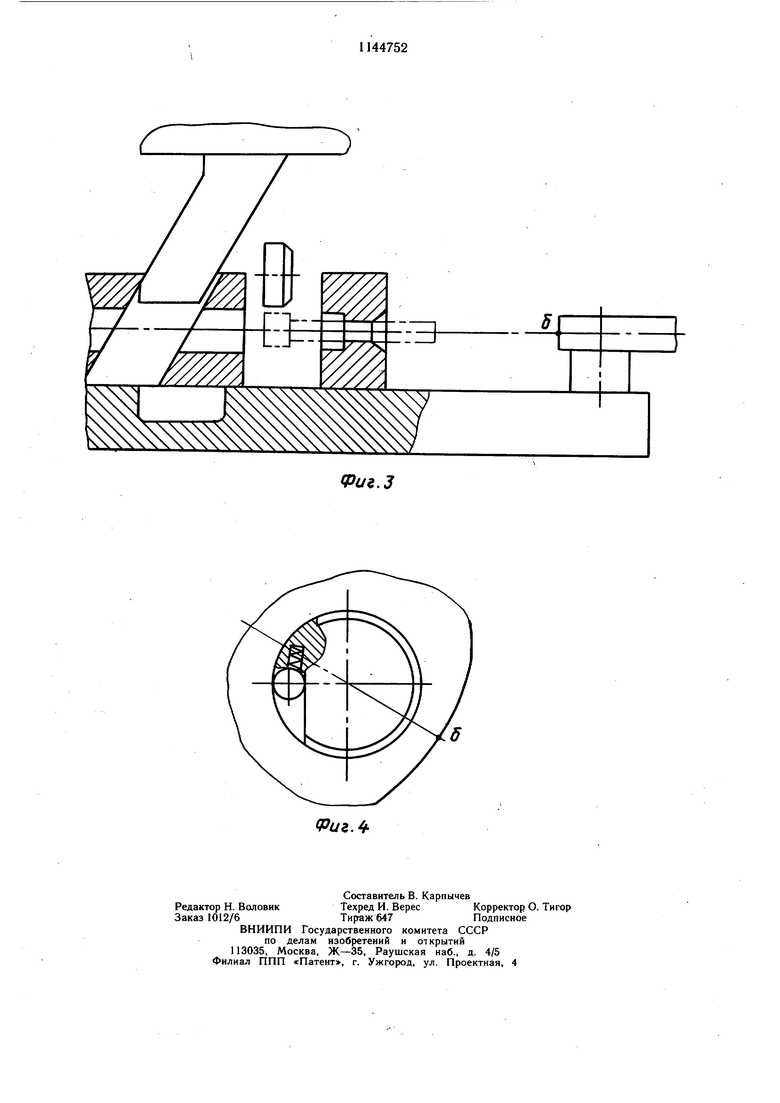
ке А на фиг. 1; на фиг. 3 - штамп в открытом состоянии; на фиг. 4 - узел I на фиг. 2.
Штамп состоит из верхней плиты 1, на 2 которой установлен клин 2 и нижней плиты 3, на которой смонтированы ползушка 4 со сквозным отверстием 5, пуансон 6, матрица/и механизм установочного подпора заготовки, выполненной в виде диска 8, эксцентрично размещенного на подвижном валу
0 9. Стопор обратного разворота диска выполнен в виде подпружиненного относительно вала ролика 10.
Штамп работает следующим образом. Верхняя плита 1 с клином 2 находится в крайнем верхнем положении. Диск 8 ус5тановлен в таком положении (фиг. 3), когда точка б совпадает с осью щтамповки. Пуансон 6 устанавливают на позицию высадки и поворотом диска 8 подают заготовку 11 до соприкосновения с ним. Заготовка устанавливается «в распор между пуансоном и диском, препятствуя дальнейшему повороту последнего. Обратному провороту диска препятствует подпружиненный ролик 10, размещенный с возможностью взаимодействия с поверхностью диска. При ходе верхней плиты вниз клин 2 подает ползушку 4 вправо, последняя нажимает на пуансон 6 и производится высадка головки детали. При ходе верхней плиты вверх ползущка 4 отходит в первоначальное положение, пуансон 6 выводится вверх, освобождая от верстие 5 для выхода заготовки. Диск проворачивается дальше, вытаскивая деформируемую часть детали из матрицы и устанавливается в исходное положение. Готовая деталь удаляется из штампа. Цикл повторяется.
Изобретение повышает качество получаемых деталей и расширяет технологические возможности штампа.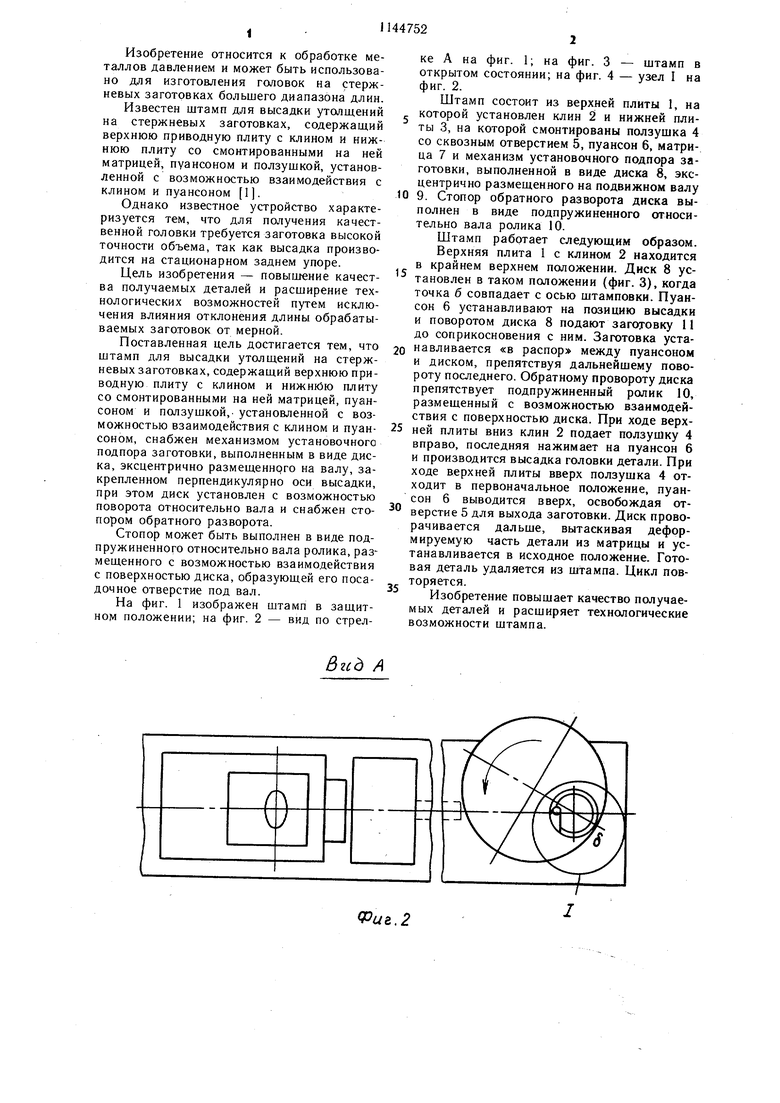
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| Штамп для однопереходной высадки утолщений на стержневых заготовках | 1982 |
|
SU1049155A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Универсальный штамп для подсечки профилей | 1983 |
|
SU1134259A1 |
1. ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ, содержащий верхнюю приводную плиту с клином и нижнюю плиту со смонтированными на ней матрицей, пуансоном и ползушкой, установленной с возможностью взаимодействия с клином и пуансоном, отличающийся тем, что, с целью повышения качества получаемых деталей и расширения технологических возможностей путем исключения влияния отклонения длины обрабатываемых заготовок от мерной, он снабжен механизмом установочного подпора заготовки, выполненным в виде диска, эксцентрично размеш,енного на валу, закрепленном перпендикулярно оси высадки, при этом диск установлен с возможностью поворота относительно вала и снабжен стопором обратного разворота. 2. Штамп по п. 1, отличающийся тем, что стопор выполнен в виде подпружиненного относительно вала ролика, размещенного с возможностью взаимодействия с поверхностью диска, образующей его посадочное отверстие под вал. 4 N сл o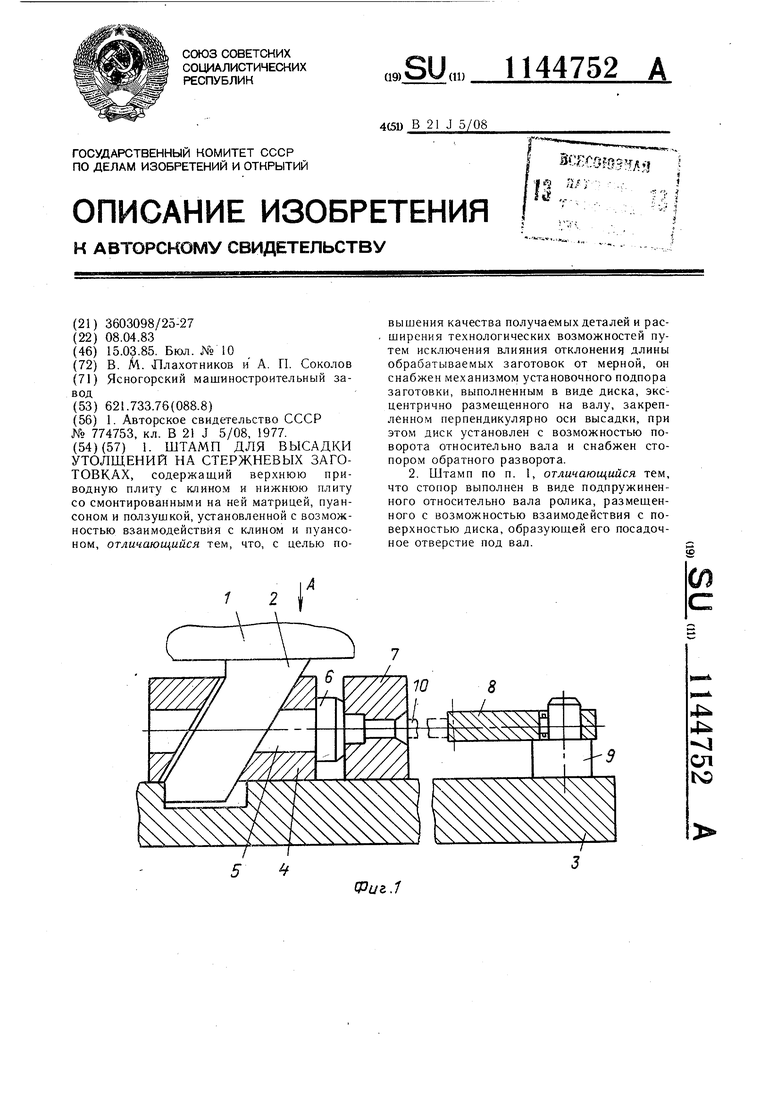
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
