Изобретение относится к порошковой металлургии, в частности к составу смазок для прессования металлических порошков.
Известна смазка для прессования металлических порошков, содержащая алюминиевую пудру и углеводороды. В качестве углеводородов берут бензин и стеарин [1] .
Недостатком данной смазки при применении ее к железным порошкам является то, что она вносит загрязнение в спекаемое изделие, а в случае применение индукционного нагрева выпадает в осадок на токоведущие части индуктора.
Также известна рабочая жидкость для роликовых механизмов свободного хода станов холодной прокатки труб (прототип), содержащая минеральное масло и углеводороды. В качестве углеводородов берут керосин и кубовый остаток шлама повторной дисцилляции возвратного парафина при производстве хлоргидрата аминопарафина (О. П. Д. ) [2] .
Недостатком известной смазки является то, что при спекании изделий из металлических порошков при разложении хлоргидрата аминопарафина, содержащегося в ОПД, выделяется хлорводород. Также у аминопарафинов пиролиз до газового состояния происходит при более высоких температурах, чем у керосина, что приводит к нарушению структуры изделия и ухудшению физико-механических свойств.
Целью изобретения является улучшение механических свойств спеченных изделий.
Поставленная задача достигается тем, что смазка для прессования металлических порошков, включающая углеводороды, согласно изобретению в качестве углеводородов содержит индустриальное масло и керосин при следующем соотношении компонентов, мас. % :
Керосин 50-80
Индустриальное
масло 40-50
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемый состав смазки отличается от известного процентным содержанием компонентов керосина и индустриального масла, отсутствием в смазке кубового остатка (ОПД), за счет чего не только упрощается изготовление смазки, но и не происходит токсичных выделений хлорводорода, что обеспечивает экологически чистую среду в процессе спекания порошка. Введение в состав шихты смазки, состоящей из практически равного соотношения масла и керосина, улучшает физико-механические свойства спеченных изделий.
Анализ известных состав смазок, используемых для прессования шихты, показывает, что введенные в заявляемую смазку вещества известны. Однако их применение в этих смазках в сочетании с другими компонентами не обеспечивает смазке таких свойств, которые они проявляют в заявляемом решении, а именно значительное увеличение обволакивающей и защитной способности смазки и как следствие улучшение физико-механических свойств.
Спекание изделий с применением предлагаемой смазки осуществляется следующим образом.
Предварительный нагрев заготовки проводится в электропечи до 400-450оС, при этой температуре происходит пиролиз смазки, выделяемые газы создают давление внутри печи предварительного нагрева.
Печь предварительного нагрева выполнена таким образом, что изделия подаются снизу в стопку и по мере нагрева поднимаются, где передаются в индуктор для спекания заготовок, который находится непосредственно над печью предварительного подогрева и содержится в одном корпусе.
Изделие, подаваемое в печь предварительного нагрева, имеет температуру окружающей среды и окисление практически не происходит за счет того, что каждая крупица несет на себе пленку смазки. По мере нагрева изделия увеличивается скорость нагрева и при 120-180оС начинается испарение и пиролиз смазки. Наиболее активное окисление происходит от температуры 300оС, но к этому времени в печи создана защитная среда за счет разложения смазки.
Так как спеченные изделия имеют поры, то в порах всегда имеется кислород, поэтому применение смазки выгодно отличается тем, что внутри каждой поры на любой глубине тела за счет разложения смазки создается микрозащитная атмосфера, которая связывает свободный кислород, а наличие в защитной атмосфере СО приводит к восстановлению окислов железа. Избыточные газы сами поднимаются и создают защитную среду в индукторе. Объем печи в индукторе не должен превышать на 0,2 объема спекаемых изделий, так как в противном случае может появиться пространство на входе печи предварительного подогpева с недостаточной концентрацией защитной среды.
Так как спекание производится с помощью ТВЧ, то выгрузка происходит по одному изделию с интервалом 10-12 с, а следовательно, с таким же темпом загружается новое кольцо, которое несет с собой очередную порцию смазки, пиролиз которой в свою очередь дает возможность поддерживать постоянную концентрацию защитной среды в объеме индуктора и печи предварительного нагрева.
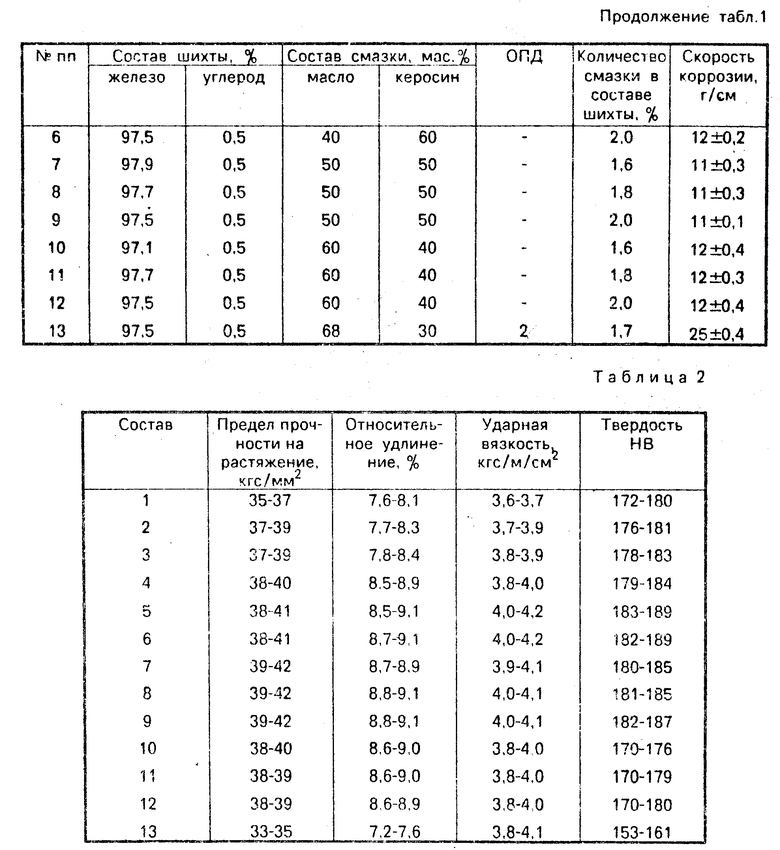
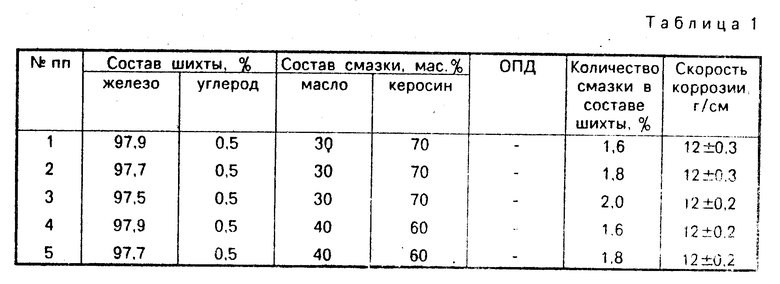
С использованием предлагаемой смазки было подготовлено 12 смесей различных составов и одна по прототипу (табл. 1).
Смесь готовилась в смесителе со смещенной осью вращения в течение 4 ч, подавалась на прессование усилием 7/тс/см2.
Полученные заготовки после прессования, в состав шихты которых вводилась смазка: керосин, индустриальное масло, проверялись на коррозионную стойкость.
Коррозионные испытания проводились в естественных атмосферных условиях и ускоренным методом.
Ускоренные испытания проводились в агрессивном растворе (10% NaCl + 5% (NH4)2SO4 + 1% H2SO4). Образцы смачивались в нем, а затем помещались на 2 ч в горячую (80-90оС) влажную камеру, после чего выдерживались в ней в течение 16 ч при 22-24оС.
Результаты испытаний, проведенных с образцами в естественных условиях, согласуются с данными ускоренных испытаний.
Следует отметить, что в естественных условиях скорость коррозии всех материалов менее значительна, чем в условиях ускоренного испытания, когда она проникает на большую глубину.
После спекания получены следующие данные (см. табл. 2).
Исходя из полученных результатов, видно, что механические свойства образцов с использованием предлагаемой смазки выше, чем с применением смазки, содержащей ОПД.
При соотношении компонентов смазки: индустриальное масло 30% керосин 70% , масло растворено в керосине и практически при длительном хранении все собирается на частицах нижних слоев шихты.
При соотношении масло 60% , керосин 40% не происходит полного обволакивания частиц шихты.
Исходя из изложенного в данных таблицах видно, что лучшие физико-механические свойства получены для смесей 4-9.
При добавке смазки в шихту выше 2,0% , например 2,1% , будет ее излишек и шихта будет плохо заполнять пресс-форму.
Кроме этого, это приведет к увеличению насыпного веса, что в свою очередь увеличивает расход материалов на пресс-форму, а соответственно приведет к увеличению усилия прессования.
При добавке смазки ниже 1,6% , например 1,5% не обеспечивается получения качественных деталей, так как будет недостаточное количество обволакивания частиц, что приводит к увеличению внутреннего трения и вызывает увеличение усилия прессования.
Предлагаемая смазка: индустриальное масло-керосин дает ряд преимуществ.
При пиролизе смазки индустриального масла-керосина получается больше продуктов, которые могут играть роль защитной среды.
Смазка смесей индустриальное масло-керосин при приготовлении шихты обволакивает подавляющее большинство блоков порошка и является защитной пленкой, что резко снижает коррозию железа и увеличивает срок хранения заготовок, а также является связующим веществом, которое уменьшает внутреннее трение при прессовании заготовки, а следовательно, уменьшается общее усилие прессования, что приводит к долговечности пресс-формы. (56) 1. Авторское свидетельство СССР N 969459, кл В 22 F 3/02, 1982.
2. Авторское свидетельство СССР N 876699, кл. С 10 М 1/14, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллекторных пластин | 2019 |
|
RU2710758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ БРОНЗ | 1992 |
|
RU2032494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2011 |
|
RU2461447C1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2043866C1 |
| Рабочая жидкость для роликовых механизмов свободного хода станов холодной прокатки труб | 1980 |
|
SU876699A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ МАТЕРИАЛОВ И ДЕТАЛЕЙ НА ОСНОВЕ АЛЮМИНИЯ | 1992 |
|
RU2043865C1 |
| КОМПАКТИРОВАННОЕ МЕТАЛЛУРГИЧЕСКОЕ ИЗДЕЛИЕ, СПОСОБ ПРОИЗВОДСТВА КОМПАКТИРОВАННОГО МЕТАЛЛУРГИЧЕСКОГО ИЗДЕЛИЯ И ПРИМЕНЕНИЕ КОМПАКТИРОВАННОГО МЕТАЛЛУРГИЧЕСКОГО ИЗДЕЛИЯ | 2010 |
|
RU2476609C2 |
| Способ изготовления спеченных изделий из железографитовых материалов | 1980 |
|
SU954189A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ Al2O3 - TiCN | 2020 |
|
RU2741032C1 |
Использование: в порошковой металлургии. Сущность изобретения: смазка содержит в качестве углеводородов индустриальное масло и керосин при следующем соотношении компонентов, мас. % : керосин 50 - 60; индустриальное масло 40 - 50. Смазка вводится в состав шихты в количестве 1,6 - 2,0% от веса изделия. Смесь с использованием предлагаемой смазки готовится в смесителе со смещенной осью вращения в течение 4 ч и подается на прессование усилием 7 тс/см2. Положительный эффект: использование в качестве защитной пленки, что снижает коррозию железа и увеличивает срок хранения заготовки; использование в качестве связующего вещества, которое уменьшает внутреннее трение при прессовании заготовки, уменьшается общее усилие прессования, что приводит к долговечности пресс-формы. 2 табл.
СМАЗКА ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ, включающая углеводороды, отличающаяся тем, что в качестве углеводородов она содержит индустриальное масло и керосин при следующем соотношении компонентов, мас. % :
Керосин 50 - 50
Индустриальное масло 40 - 50
