Изобретение относится к металлургии, в частности к химико-термической обработке, к вакуумному нитрооксидмрованию инструмента из титановых сплавов, и может найти применение в приборостроении и обработке неметаллов в различных отраслях.
Цель изобретения - снижение хрупкости, повышение износостойкости и чистоты поверхности инструмента. Предусмотрено также снижение деформации инструмента.
Разработанный способ предусматривает изготовление перовых сверл из заготовок проволоки марки ОТ-4, формирование режущей части путем расплющивания, вакуумное нитрооксидирование при 840-900°С в атмосфере пиролиза моноэтаноламина с дополнительным введением 5-10 об.% водного раствора янтарной кислоты на глубину
0,2-0,3 толщины пера с охлаждением в вакууме с печью. При этом нитрооксидирование проводят при установке инструмента режущей частью вверх.
Предложенная технология позволяет существенно улучшить свойства титанового инструмента по следующим причинам:
проволочная заготовка с деформацией расплющиванием при максимальном коэффициенте использования материала имеет более высокие прочностные характеристики;
вакуумное нитрооксидирование на заданную глубину предотвращает снижение прочности и пластичности, а в присутствии янтарной кислоты СчНеОч. как бессажистой добавки к моноэтаноламину CeHeOHN приводит к формированию однородного диффуV| XI
о ю
Јь
ел
знойного слоя повышенной износостойкости и твердости;
охлаждение в вакууме сверл, расположенных рабочей частью вверх, уменьшает тепловую поводку, исключается поломка сверл при повышенных скоростях резания.
Практически способ осуществлен при изготовлении сверл перовых диаметром 0,8-2 мм из титановой проволоки ОТ-4 по ТУ 9-1056-79.
Пример. Сверла перовые для обработки изделий из прессованного янтаря из титановой проволоки ОТ-4 имели диаметр крепежной части 1,4 мм и перо шириной 2,7 мм, сформированное расплющиванием.
Вакуумное нитрооксидироваиие сверл с толщиной перьев 0,35 мм вели располагая их вертикально в керамическом приспособлении перовой частью вверх по 40 штук в садке,
В вакуумную печь СШОЛ-ВНЦ с ретортой из стали 12Х18Н10Т подавали карбюризатор, содержащий моноэтанолэмин с добавкой 5 об.% водного раствора янтарной кислоты при расходе 35 см3/ч, так что остаточное давление в реторте было 140 мм рт.ст. После выдержки в течение 2 ч при 860°С подачу состава прекращали и охлаждали сверла в вакууме мм рт.ст. до 80- 90°С, затем переносили на воздух.
В результате обработки при минимальной деформации в пределах 3-4 мкм обеспечена прочность 950-1000 МПа, ударная вязкость повысилась на 50-70 Дж/см , исключено хрупкое разрушение тонких режущих кромок, износостойкость повысилась в 2,3 раза, повысилась чистота режущих граней до Ra 0,63 мкм, улучшилось качество обработанных отверстий. При обработке на глубину выше 0,3 толщины пера повышалась хрупкость и чистота обработки.
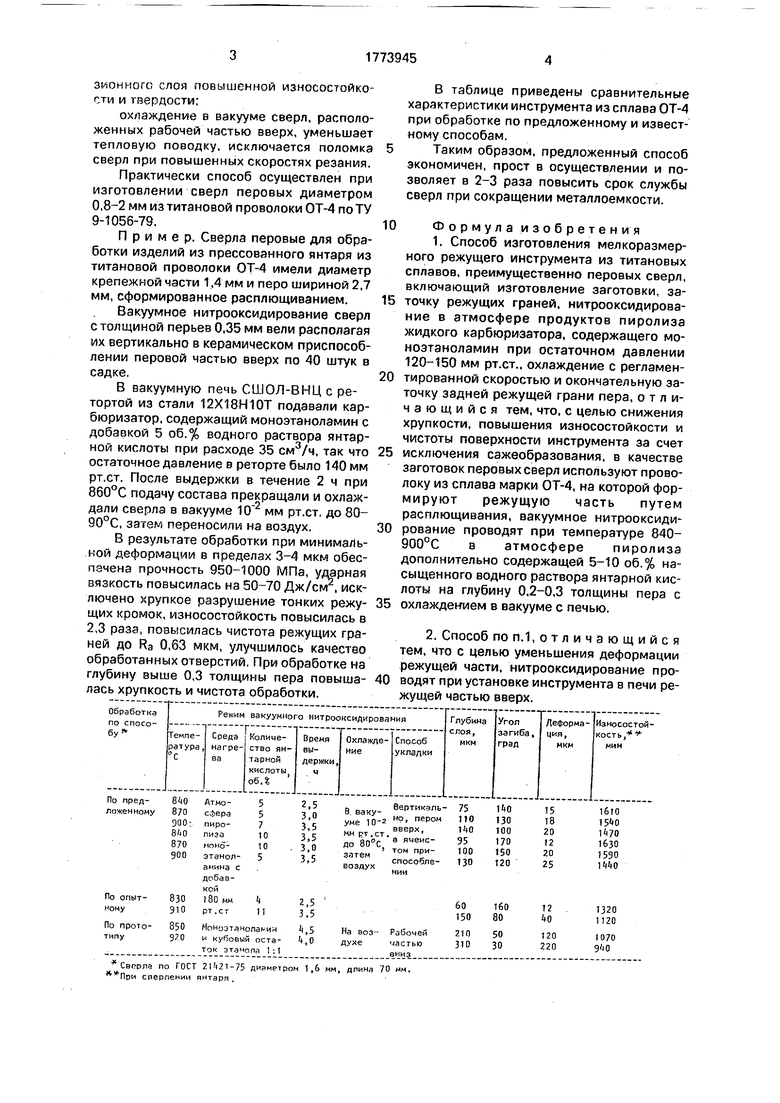
В таблице приведены сравнительные характеристики инструмента из сплава ОТ-4 при обработке по предложенному и известному способам.
Таким образом, предложенный способ
экономичен, прост в осуществлении и позволяет в 2-3 раза повысить срок службы сверл при сокращении металлоемкости.
Ф о р м у л а и з о б р е т е н и я
1.Способ изготовления мелкоразмерного режущего инструмента из титановых сплавов, преимущественно перовых сверл, включающий изготовление заготовки, заточку режущих граней, нитрооксидирова- ние в атмосфере продуктов пиролиза жидкого карбюризатора, содержащего мо- ноэтаноламин при остаточном давлении 120-150 мм рт.ст.. охлаждение с регламентированной скоростью и окончательную заточку задней режущей грани пера, отличающийся тем, что, с целью снижения хрупкости, повышения износостойкости и чистоты поверхности инструмента за счет
исключения сажеобразования, в качестве заготовок перовых сверл используют проволоку из сплава марки ОТ-4, на которой фор- мируют режущую часть путем расплющивания, вакуумное нитрооксидирование проводят при температуре 840- 900°С в атмосфере пиролиза дополнительно содержащей 5-10 об.% насыщенного водного раствора янтарной кислоты на глубину 0,2-0,3 толщины пера с
охлаждением в вакууме с печью.
2.Способ по п.1,отличающийся тем, что с целью уменьшения деформации режущей части, нитрооксидирование проводят при установке инструмента в печи режущей частью вверх.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2041280C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| Вакуумная шахтная печь для химико-термической обработки инструмента | 1989 |
|
SU1716276A1 |
| СОСТАВ ДЛЯ ГАЗОВОЙ НИТРОЦЕМЕНТАЦИИ И НИТРООКСИДИРОВАНИЯ | 1993 |
|
RU2097443C1 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| Способ нитрооксидирования инструмента из сталей и сплавов | 1990 |
|
SU1752827A1 |
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1993 |
|
RU2093588C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ И КЕРАМИКИ | 1995 |
|
RU2092611C1 |
| Способ химико-термической обработки режущего инструмента | 1989 |
|
SU1663045A1 |
| СПОСОБ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩИХ И ТЕПЛОСТОЙКИХ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 1992 |
|
RU2029793C1 |
Использование: в электротехнике, приборостроении, ювелирном деле и других от- раслях промышленности. Сущность изобретения: на заготовке из титановой проволоки марки ОТ-4 путем расплющивания формируют режущую часть, проводят заточку режущих граней, после чего при установке инструмента в печи, преимущественно режущей частью вверх, осуществляют нитрооксидирование при остаточном давлении 120-150 мм рт.ст. в атмосфере продуктов пиролиза жидкого карбюризатора, содержащего моноэтанола- мин и 5-10 об.% насыщенного раствора янтарной кислоты, при 840 900°С на глубину 0,2-0,3 толщины пера с охлаждением в вакууме с печью с регламентированной скоростью и окончательную заточку задней режущей грани пера. Способ обеспечивает снижение хрупкости, повышение износостойкости и чистоту поверхности инструмента за счет исключения сажеобразования. 1 табл.
| Авторское свидетельство СССР № 1556130, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
