Изобретение относится к производству сварных труб, а точнее к усовершенствованию линии для стыковой сварки рулонов в бесконечную полосу, преимущественно для трубосварочного агрегата, наиболее эффективно может быть использовано при производстве прямошовных труб малого и среднего диаметров.
Известна линия для изготовления двухшовных труб, в составе которой имеется линия для стыковой сварки рулонов в бесконечную полосу [1] , включающая разматыватель, листоправильную машину, ножницы для обрезки торцов полосы, стыкосварочную машину и петлевое устройство и рольганг с впускными и выпускными проводками.
При транспортировке полосы вдоль линии происходит естественное колебание ее, возникает шум, превышающий санитарные нормы и интенсивный износ оборудования, по которому скользит полоса. Кроме того, из-за значительной длины линии подготовки полоса имеет и боковой разбег, что в свою очередь вызывает подрез вертикальных роликов.
Известна также линия для стыковой сварки рулонов в бесконечную полосу [2] , содержащая расположенные в технологической последовательности разматыватель рулонной полосы, листоправильную машину, стыкосварочную машину с ножницами для обрезки концов полосы, накопитель полосы, направляющее устройство с тянущими роликами, две кольцевые винтообразные роликовые проводки и направляющее устройство. На участке кольцевых винтообразных роликовых проводок полоса транспортируется с натяжением.
Недостаток известной конструкции линии для стыковой сварки рулонов в бесконечную полосу заключается в том, что при транспортировке полоса скользит по рольгангу, вызывая его интенсивный износ, сопровождаемый шумом, превышающим санитарные нормы. Кроме того, кольцевые винтообразные роликовые проводки усугубляют вибрацию полосы относительно оборудования линии, так как в этом устройстве полоса свободно лежит на роликах.
Другим недостатком известной конструкции линии является то, что боковой разбег полосы при транспортировке вызывает интенсивный износ вертикальных роликов.
Наиболее близким к изобретению по технической сущности является линия [3] , содержащая разматыватель, листопра- вильную машину, ножницы, подъемно-опускающиеся ролики, стыкосварочную машину, накопитель сваренной полосы и рольганг.
Недостаток известной линии для стыковой сварки рулонов в бесконечную полосу заключается в том, что размещение подъемно-опускающихся роликов между стыкосварочной машиной и ножницами в зоне сварки не обеспечивает подъем полосы над рольгангом, а лишь поднимает концы стыкующихся листов перед сваркой на некоторую высоту, поэтому при транспортировке полоса скользит по рольгангу, вызывая его интенсивный износ, сопровождаемый шумом.
Целью изобретения является повышение долговечности роликов рольганга и снижение уровня шума путем исключения контакта полосы с роликами рольганга.
Это достигается тем, что линия для стыковой сварки рулонов в бесконечную полосу, преимущественно для трубосварочного агрегата, содержащая разматыватель, листоправильную машину, ножницы, подъемно-опускающийся ролик, стыкосварочную машину, установленную на заданном расстоянии от ножниц, накопитель сваренной полосы и рольганг, согласно изобретению подъемно-опускающийся ролик установлен посередине заданного расстояния между ножницами и стыкосварочной машиной.
Такое конструктивное выполнение линии для стыковой сварки рулонов в бесконечную полосу позволяет повысить долговечность роликов рольганга и снизить уровень шума.
Это достигается за счет того, что подъемный ролик обеспечивает подъем полосы над оборудованием линии.
На чертеже изображена линия для стыковой сварки рулонов в бесконечную полосу, общий вид.
Линия для стыковой сварки рулонов в бесконечную полосу содержит расположенные в технологической последовательности разматыватель 1 рулонной полосы, листоправильную машину 2, рольганг 3 с проводками, ножницы 4, подъемно-опускающийся ролик 5, стыкосварочную машину 6, тянущие ролики 7 и накопитель сваренной полосы 8. Подъемно-опускающийся ролик 5 расположен посередине заданного расстояния между ножницами и стыкосварочной машиной.
Устройство работает следующим образом.
Рулон полосы устанавливается на разматыватель 1, где происходит отгибка конца и задача его в листоправильную машину 2. После правки передний конец полосы ножницами 4 обрезается и сваривается на стыкосварочной машине 6 с задним концом предыдущего рулона с целью образования "бесконечной полосы". Подъемно-опускающийся ролик 5 в этот момент опущен.
По окончанию сварки ролик поднимается, например от пневмопривода, и поднимает полосу 9 над оборудованием (рольгангом) линии подготовки. Далее полоса на большой скорости задается в спиральный накопитель 8 тянущими роликами 8. После размотки очередного рулона ролик 5 опускается в исходное положение и полоса беспрепятственно подается по рольгангу к стыкосварочной машине 6 для последующего соединения с задним концом следующего рулона. (56) Авторское свидетельство СССР N 350544, кл. В 21 С 37/06, 1972.
Авторское свидетельство СССР N 912320, кл. В 21 С 37/06, 1980.
Заявка ФРГ N 1951520, кл. В 23 К 37/04, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
| Агрегат для производства термоупрочненных труб | 1980 |
|
SU963593A1 |
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 1992 |
|
RU2030265C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РУЛОНИРОВАННЫХ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2008 |
|
RU2378092C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| Устройство для изготовления "бесконечной" полосы | 1976 |
|
SU564035A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
Использование: получение бесконечной полосовой заготовки для непрерывных агрегатов: трубоэлектросварочных, травления горячекатаной полосы, электролитической очистки. Сущность: в середине промежутка между ножницами 4 и стыкосварочной машиной 6 установлен подъемно-опускающийся ролик 5. При работе линии в скоростном режиме накопления полосы в спиральный накопитель 8 ролик 5 поднят выше уровня роликов рольганга. 1 ил.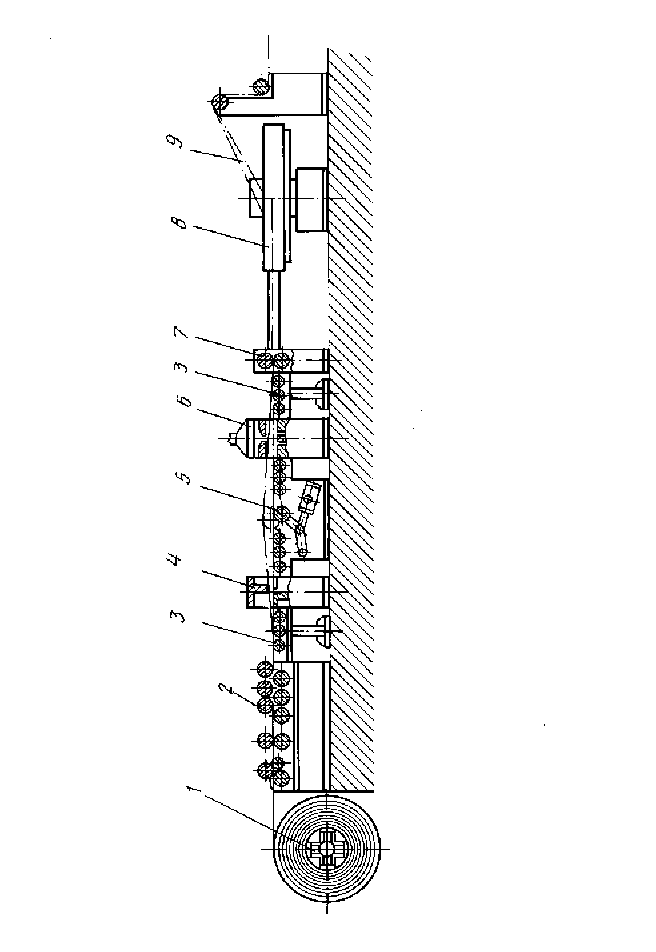
ЛИНИЯ ДЛЯ СТЫКОВОЙ СВАРКИ РУЛОНОВ В БЕСКОНЕЧНУЮ ПОЛОСУ преимущественно для трубосварочного агрегата, содержащая разматыватель, листоправильную машину, ножницы, подъемно-опускающийся ролик, стыкосварочную машину, установленную на заданном расстоянии от ножниц, накопитель сваренной полосы и рольганг, отличающаяся тем, что, с целью повышения долговечности роликов рольганга и снижения уровня шума посредством исключения контакта полосы с роликами рольганга, расположенными между ножницами и стыкосварочной машиной, подъемно-опускающийся ролик установлен посередине заданного расстояния между ножницами и стыкосварочной машиной.

